一种用于粗糙重物打包的自动打包设备
1.本发明涉及打包机械设备领域,具体涉及一种用于粗糙重物打包的自动打包设备。
背景技术:
2.目前,随着我国运输行业的快速发展,使得厂家生产出来的产品可以快速运输到全国各地,于是运输过程中货物的安全就显得尤为重要,从而货物打包设备开始得到发展。尤其在建材、型材、管材等行业中,大多数的货物都是粗糙重物,为了保证运输粗糙重物稳定,方便运输以及储存,我们迫切需要一种可以自动打包粗糙重物的设备,但目前市场中的自动重物打包设备或多或少存在一些问题。
3.目前市场中某些自动重物打包设备存在以下问题:
4.1)设备内部结构复杂:当下许多重物打包设备采用凸轮机构进行动力传输,使内部的结构变得冗余复杂。例如专利号202123071321.5中动力源传动包括齿轮传动、五个凸轮传动,这种传动机构设计不仅使传动系统体积变大,而且装配步骤繁琐、不利于更换单个零部件。
5.2)打包带张紧效果不佳:当下市场中,大多数重物打包设备的打包带张紧装置多采用单点夹紧,再使用送带轮反转将打包带张紧,例如专利号:201921860054.x中采用的打包带张紧装置就是带轮反转将打包带张紧。由于是使用单点夹紧再送带轮反转,这样会导致反转张紧时张紧力过大,致使打包带断裂。同时也会出现打包带张紧时出现松动现象。
6.3)打包设备位置不能精确:虽然当下市场中打包设备都上下升降机构,但是都是凭观察来确定打包设备的位置,不可以做到精确定位到位于重物上方什么位置就开始整个打包工作,从而会造成打包带的浪费。
7.4)设备自动化程度不高:当下市场中的打包设备在进行打包带焊接时都采用外源加热法,这种方法通常是采用加热棒、加热板之类的外部热源进行加热焊接,从而不易实现机械自动化。
8.5)送带过程发生偏移:由于设备部分零件设计不够细节,导致带槽的进出口都不利于打包带穿过,使得打包带与指定的送带路线出现偏移,同时可能出现打包带的层叠,最终使打包失败,增加不必要的成本。
9.综上所述,我们有必要研发出一种简单易用、结构简单、易于控制、可以适应恶劣环境的自动重物打包设备。
技术实现要素:
10.本发明的目的在于提供一种用于粗糙重物打包的自动打包设备,以解决上述背景中提出的问题。
11.为实现上述目的,本发明提供以下技术方案:一种用于粗糙重物打包的自动打包设备,包括张紧机构、送带机构、分带机构、焊接机构、翻转机构、重物感应机构。所述张紧机
构分为上下两个部分,用于打包带的张紧,所述送带机构位于下张紧机构的左上端,用于打包带的送给,所述焊接机构位于下张紧机构的中间,用于打包带的焊接与切割,所述翻转机构位于下张紧机构的两侧,用于打包带与打包设备脱离,所述重物感应机构位于下张紧机构的后方,用于确定打包设备开始工作的位置。
12.优选的,所述张紧机构可分为上下两部分,上张紧机构包括压紧气缸、上压紧板、下压紧板、固定板、上侧夹块、上侧滑杆,下张紧机构包括两个纵向气缸、两个压紧滑块、两个压紧滑块支撑、横向气缸、内箱底板、内箱推板、内箱前板、两个内箱推动滑块)、两个内箱推动导轨、箱底板、箱内气缸座板,所述压紧气缸带动上压紧板将打包带压紧,所述纵向气缸带动压紧滑块将打包带压紧,所述横向气缸带动上张紧机构沿着所述内箱推动导轨横向移动。
13.优选的,所述上侧夹块的两个侧面开斜直线槽,斜直线槽与所述上侧滑杆之间配合,当所述压紧气缸工作时,可以使所述上压紧板与所述下压紧板紧密贴合,从而将打包带压紧,所述纵向气缸与压紧滑块通过铰链连接的槽是直线槽,不是简单的轴孔配合的圆孔。
14.优选的,所述上压紧板、下压紧板、压紧滑块的前端都带有摩擦凸起,以增大打包带与它们之间的摩擦力,所述内箱推板、内箱前板两者焊接在一起。
15.优选的,所述送带机构包括:送带轮、链条、提升板、带轮板、伺服电机、减速器、过渡带槽、预紧气缸。预紧气缸、伺服电机均固定在箱前板上,链条与提升板相连,过渡槽口的进、出槽口为圆弧型,且圆弧与送带轮必须同心。
16.优选的,所述分带机构包括分带气缸、横向滑块、隔带板、触碰杆、限位开关、分带安装座、复位弹簧。分带气缸安装在分带安装座上,分带气缸与横向滑块连接,横向滑块与隔带板连接,隔带板上有一个盲孔与复位弹簧相配合。
17.优选的,所述焊接机构包括焊接气缸、气动马达、气动马达安装座、焊接导轨滑块、焊接导轨、偏心轴、摆杆、调整螺钉、摩擦块、刀片、气缸安装板。焊接气缸安装在箱前板上,焊接气缸与气缸安装板连接,焊接导轨安装在气缸安装板上,当焊接气缸开始工作时,将会带动气缸安装板沿着导轨向下运动,气动马达安装座、偏心轴、摆杆、摩擦块、刀片都安装在气缸安装板上,气动马达安装在气动马达安装座上,摆杆下端安装摩擦块,以增加摩擦焊接过程的摩擦力,调整螺钉安装在气缸安装板上,调整气缸安装板与下压紧板之间的距离。摩擦块上铺满凸起。
18.优选的,所述翻转机构包括翻转气缸、右侧引带臂、左侧引带臂、右侧槽、左侧槽、翻转气缸安装座。翻转气缸安装座安装在箱底板上,翻转气缸安装在翻转气缸安装座上,右侧引带臂、左侧引带臂分别与翻转气缸连接,右侧槽与右侧引带臂连接,左侧槽与左侧引带臂连接。右侧槽与左侧槽的槽都不是水平的,而是有一定的斜度的,这样便于打包带从槽里脱离。
19.优选的,所述重物感应机构包括长轴、长轴架、底层开关、底座、长复位弹簧、弹簧支架。所述底座、弹簧支架安装在箱底板上,所述长轴架与所述底座通过销连接,所述长轴固定在所述长轴架上,所述长复位弹簧挂在所述弹簧支架与所述长轴架之间,所述底层开关安装在所述底座上。
20.优选的,所述长轴支架与所述底座通过销连接形成的杠杆结构,致使长轴支架的另一端触碰底层开关,所述长复位弹簧位于所述弹簧支架与所述长轴支架之间,可使长轴
支架返回原来位置。所述长轴支架的前端设计成半圆的卡口状,致使所述长轴固定在所述长轴支架上,同时便于拆卸。
21.与现有技术相比,本发明的有益效果是:
22.1)设备内部结构简单:本发明采用伺服电机配合减速器带动送带轮转动,这样不仅做到结构简单,系统体积变下以及装配简易,同时其他机构多采用气缸驱动,致使操作简单、安装方便。
23.2)打包带张紧效果提高:本发明不仅采用两点夹紧打包带,而且是采取带轮与气缸配合的工作方式使打包带张紧,即先让带轮反转只使打包带张紧一些,再气缸缓慢运动使打包带进一步张紧,这样的设计可以使打包带承受更大的张紧力,不会出现张紧力骤然增大,致使打包带断裂的现象,同时打包效果提升显著。
24.3)打包设备位置精确定位:本发明特地增加了一个重物感应机构,为了精确打包设备位于重物上方指定位置,即长轴支架与底座通过销连接形成的杠杆结构,一旦长轴触碰到重物,致使长轴支架的另一端触碰底层开关,从而打包设备准备打包过程。
25.4)设备自动化程度高:本发明对打包带的焊接采用了摩擦焊接方法,即通过两个摩擦焊接片之间的摩擦使打包带焊接在一起,这种焊接方法不仅容易实现设备的自动化,而且减少了工人的工作负担。
26.5)送带过程发生打包带不易偏移:本发明零部件结构设计细节,比如过渡带槽进槽口与出槽口均是圆弧型设计,且与带轮同心、高度适配,杜绝出现打包带的层叠,使打包失败。
附图说明
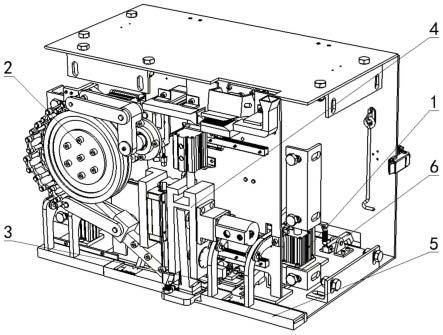
27.图1为本发明整体结构示意图
28.图2为本发明整体结构俯视图
29.图3为本发明整体结构侧视图
30.图4为本发明张紧结构示意图
31.图5为本发明上张紧结构示意图
32.图6为本发明下张紧结构示意图
33.图7为本发明翻转结构示意图
34.图8为本发明重物感应结构示意图
35.图9为本发明右侧槽示意图
36.图10为本发明长轴架示意图
37.图中:1、张紧机构;2、送带机构;3、分带机构;4、焊接机构;5、翻转机构;6、重物感应机构;1.1、压紧气缸;1.2、上压紧板;1.3、下压紧板;1.4、固定板;1.5、上侧夹块;1.6、上侧滑杆;1.7、纵向气缸;1.8、压紧滑块;1.9、压紧滑块支撑;1.10、横向气缸;1.11、内箱底板;1.12、内箱推板;1.13、内箱前板;1.14、内箱推动滑块;1.15、内箱推动导轨;1.16、箱底板;1.17、箱内气缸座板;1.18、箱前板;5.1、翻转气缸;5.2、右侧引带臂;5.3、左侧引带臂;5.4、右侧槽;5.5、左侧槽;5.6、翻转气缸安装座;6.1、长轴;6.2、长轴架;6.3、底座开关;6.4、底座;6.5、长复位弹簧;6.6、弹簧支架;
具体实施方式
38.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
39.请参阅图1~7,本发明提供一种技术方案:一种用于粗糙重物打包的自动打包设备,包括张紧机构(1)、送带机构(2)、分带机构(3)、焊接机构(4)、翻转机构(5)、重物感应机构(6)。所述张紧机构(1)可分为上下两个部分,所述送带机构(2)位于下张紧机构的左上端,所述焊接机构(4)位于下张紧机构的中间,所述翻转机构(5)位于下张紧机构的两侧,所述重物感应机构(6)位于下张紧机构的后方。所述张紧机构(1)可分为上下两部分,上张紧机构包括压紧气缸(1.1)、上压紧板(1.2)、下压紧板(1.3)、固定板(1.4)、上侧夹块(1.5)、上侧滑杆(1.6),下张紧机构包括两个纵向气缸(1.7)、两个压紧滑块(1.8)、两个压紧滑块支撑(1.9)、横向气缸(1.10)、内箱底板(1.11)、内箱推板(1.12)、内箱前板(1.13)、两个内箱推动滑块(1.14)、两个内箱推动导轨(1.15)、箱底板(1.16)、箱内气缸座板(1.17),所述压紧气缸(1.1)、下压紧板(1.3)通过螺栓固定在固定板(1.4)上,所述上侧夹块(1.5)通过销轴连接在固定板(1.4)上,所述上压紧板(1.2)通过螺栓连接固定在上侧夹块(1.5)上,所述上侧滑杆(1.6)通过螺栓连接固定在压紧气缸(1.1)上,所述固定板(1.4)通过螺栓固定在内箱前板(1.13)上,所述两个纵向气缸(1.7)、两个压紧滑块支撑(1.9)通过螺栓固定在内箱底板(1.11)上,所述横向气缸(1.10)通过螺栓固定在箱内气缸座板(1.17)上,所述压紧滑块(1.8)通过铰链连接在纵向气缸(1.7)上,所述压紧滑块(1.8)通过销连接在压紧滑块支撑(1.9)上,所述内箱推动滑块(1.14)通过螺栓连接在内箱前板(1.13)上,所述内箱推动滑块(1.14)安装在内箱推动导轨(1.15)上,所述内箱前板(1.13)、内箱推板(1.12)焊接在内箱底板(1.11)上,所述箱内气缸座板(1.17)焊接在箱底板(1.16)上。述上侧夹块(1.5)的两个侧面开斜直线槽,斜直线槽与所述上侧滑杆(1.6)之间配合,当所述压紧气缸(1.1)工作时,可以使所述上压紧板(1.2)与所述下压紧板(1.3)紧密贴合,从而将打包带压紧,所述纵向气缸(1.7)与压紧滑块(1.8)通过铰链连接的槽是直线槽,不是简单的圆孔,当所述纵向气缸(1.7)工作时,所述压紧滑块(1.8)与所述压紧滑块支撑(1.9)之间形成一个杠杆,将会使所述压紧滑块(1.8)前端与所述下压紧板(1.3)紧密贴合,从而将打包带压紧,由于内箱推板(1.12)、内箱前板(1.13)、内箱底板(1.11)三者焊接在一起,且所述横向气缸(1.10)与所述内箱前板(1.13)连接,当所述横向气缸(1.10)开始工作时将会带动整个张紧机构(1)沿着所述内箱推动导轨(1.15)移动,从而使打包带进一步张紧,所述上压紧板(1.2)、下压紧板(1.3)、压紧滑块(1.8)的前端都带有凸起,以增大打包带与它们之间的摩擦力。所述送带机构(2)包括:送带轮、链条、提升板、带轮板、伺服电机、减速器、过渡带槽、预紧气缸。首先预紧气缸开始工作,在转动销的作用下,将会带动提升板运动,使链条贴紧在送带轮上,从而增大打包带与送带轮之间的摩擦力,避免送带过程中打包带滑移现象的出现。随后伺服电机正转,带动送带轮正转进行送带过程,选用伺服电机可以精确地测速,同时可以控制打包效果。打包带随着送带轮轮缘进给,随后即进入过渡带槽,过渡槽口的进槽口为圆弧型,且圆弧与送带轮必须同心。所述分带机构(3)包括分带气缸、横向滑块、隔带板、触碰杆、限位开关、分带安装座、复位弹簧。分带气缸安装在分带安装座上,分带气缸与
横向滑块连接,横向滑块与隔带板连接,隔带板上有一个盲孔与复位弹簧相配合,以便触碰杆撞击限位开关之后可以恢复原位,隔带板的底板上、下都有打包带穿过,隔带板的底板起到一个分带作用。当从隔带板底板下穿过的打包带触及到触碰杆时,会使触碰杆撞击限位开关,随后分带气缸开始工作,致使横向滑块带动隔带板向后移动,随后分别穿过隔带板底板上、下的打包带重合在一起。所述焊接机构(4)包括焊接气缸、气动马达、气动马达安装座、焊接导轨滑块、焊接导轨、偏心轴、摆杆、调整螺钉、摩擦块、刀片、气缸安装板。焊接气缸安装在箱前板上,焊接气缸与气缸安装板连接,焊接导轨安装在气缸安装板上,当焊接气缸开始工作时,将会带动气缸安装板沿着导轨向下运动,气动马达安装座、偏心轴、摆杆、摩擦块、刀片都安装在气缸安装板上,气动马达安装在气动马达安装座上,此时,启动马达开始工作,带动偏心轴转动,从而使摆杆小幅度摆动,进行摩擦焊接过程,随后焊接气缸再次下移一点,带动刀片进行打包带的切割。摆杆下端安装摩擦块,以增加摩擦焊接过程的摩擦力,调整螺钉安装在气缸安装板上,调整气缸安装板与下压紧板之间的距离,从而调节摩擦焊接的效果。所述翻转机构(5)包括翻转气缸(5.1)、右侧引带臂(5.2)、左侧引带臂(5.3)、右侧槽(5.4)、左侧槽(5.5)、翻转气缸安装座(5.6)。翻转气缸(5.1)安装座安装在内箱前板(1.13)上,翻转气缸(5.1)安装在翻转气缸安装座(5.6)上,右侧引带臂(5.2)、左侧引带臂(5.3)分别与翻转气缸(5.1)连接,右侧槽(5.4)与右侧引带臂(5.2)连接,左侧槽(5.5)与左侧引带臂(5.3)连接。当翻转气缸(5.1)工作时,将会带动右侧引带臂(5.2)、左侧引带臂(5.3)运动,从而使右侧槽(5.4)、左侧槽(5.5)翻转,最终使打包带脱离整个打包设备。右侧槽(5.4)与左侧槽(5.5)的槽都不是水平的,而是有一定的斜度的,这样便于打包带从槽里脱离。所述重物感应机构(6)包括长轴(6.1)、长轴架(6.2)、底层开关(6.3)、底座(6.4)、长复位弹簧(6.5)、弹簧支架(6.6)。所述底座(6.4)、弹簧支架(6.6)安装在箱底板(1.16)上,所述长轴架(6.2)与所述底座(6.4)通过销连接,所述长轴(6.1)固定在所述长轴架(6.2)上,所述长复位弹簧(6.5)挂在所述弹簧支架(6.6)与所述长轴架(6.2)之间,所述底层开关(6.3)安装在所述底座(6.4)上。
40.工作原理:在该打包设备工作之前,需要工作人员进行首次穿带工作,将打包带从进带口穿进,直到打包带位于过渡带槽槽口内。
41.开始打包工作之前,打包设备竖直下移,当长轴触碰到重物时,会带动长轴支架发生运动,长轴支架与底座通过销连接形成的杠杆结构,致使长轴支架的另一端触碰底层开关,从而打包设备停止继续竖直下移。
42.准备送带,送带之前需要进行打包带的预紧工作,预紧气缸工作,在转动销的作用下带动四个带轮板运动,从而使连接在带轮板上的链条收紧,致使链条给予打包带一定的压力,增大打包带与送带轮之间的摩擦力,提升送带效果。预紧完成之后启动伺服电机,伺服电机开始正转带动送带轮正转,从而送带轮带动打包带送给。打包带沿着送带轮轮缘进行送给,随后进入过渡带槽,打包带出过渡带槽之后。
43.准备分带,从隔带板底板上穿过,之后打包带进入右侧槽,随后绕重物旁的带槽一周后,再从左侧槽穿过,之后打包带再从隔带板底板下穿过,当打包带触碰到触碰杆时,触碰杆会撞击限位开关,发出信号伺服电机停止转动,送带轮停止送带,同时在触碰杆在复位弹簧的作用下,恢复到原位。
44.准备张紧,首先纵向气缸(左)开始工作,带动压紧滑块前端向下运动,与安装在右
侧槽上的下压紧板贴紧,将穿过右侧槽上的打包带压紧,接下来送带轮反转一点,将松松垮垮的打包带拉直,随后压紧气缸工作,使上侧滑杆带动上侧夹块绕着销轴向下转动,从而使固定在上侧夹块上的上压紧板与固定在固定板上的下压紧板贴紧,致使穿过它们之间的打包带压紧,接下来横向气缸工作,推动内箱推板与内箱前板沿着内箱推动导轨运动,同时带动位于内箱前板上的上张紧机构运动,致使拉直的打包带进一步张紧,最后纵向气缸(右)工作,带动压紧滑块前端向下运动,与安装在右侧槽上的下压紧板贴紧,将穿过右侧槽上的打包带压紧。
45.准备焊接,焊接之前,分带气缸工作,将隔带板向后运动,致使穿过隔带板底板上、下的打包带重合,进行焊接,此时,焊接气缸开始工作,推动气缸安装板沿着焊接导轨向下运动,同时气动马达开始工作,带动安装在摆杆上的摩擦块与安装在右侧槽上的下压紧板进行打包带的焊接,焊接结束之后,焊接气缸再次向下运动一段,致使刀片对已经焊接完成打包带的切割。
46.准备翻转,翻转气缸开始工作,带动右侧引带臂、左侧引带臂的前端绕着销轴向上转动,致使右侧槽、左侧槽翻转,从而打包带从槽里脱离,打包带与打包设备分离,最终打包设备竖直上移,一次重物打包工作完成。
47.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1