一种铝型材喷涂前下端依次连接装置的制作方法
本发明涉及铝型材粉末喷涂,特别是一种铝型材喷涂前下端依次连接装置。
背景技术:
1、铝型材在裁切、冲压等工艺之后,需要在其表面形成防腐层,粉末喷涂依靠低成本与环保的优势在铝型材加工中占据重要地位。固体粉末涂料颗粒在静电作用下均匀吸附在铝型材表面,然后在经过加热处理使得粉末融化,形成涂膜。现有生产工艺中,粉末喷涂适用于立式粉末喷涂流水线,喷涂中,型材上端悬挂在传送带上,在型材在进入到加热炉之前,为了避免在型材在加热中抖动、磕碰,需要用带有多个夹子的铁链将型材下端一一相连形成串。连接成串的工作一般是由人工进行的,工人需要逐个将夹子夹在型材的下端,不断的重复抬臂、举手放置夹子,人体不断进行机械性劳动,明显不符合现代化工厂的需求。
2、专利文件cn106733328b公开了一种粉末喷涂生产线工艺夹具,其本质上是利用钢丝3上的多个等距的夹子2,实现对小工件的等距夹持,避免被热风吹起相互碰撞,同时通过立柱8的转动实现均匀喷涂,总之,并不能解决本案所要解决的问题,也不能实现对立式喷涂设备生产中的型材下端做到一一连接成串;专利文件cn217615805u公布的一种上色渔轮用装载盘,其本质上也只是利用鳄鱼夹实现对工件的夹持以及提高装载盘的适用性而已,依然不能解决本案所面临的问题。
3、除此外,立式喷涂设备生产的型材较长,甚至长达10m,型材在跟随运输带移动时,经常会看到型材绕着轴心在一定角度内往复转动,造成夹子在在夹持中很难夹持住型材下端的侧壁。还有,夹子夹持的方向一般是向上夹住型材下端的侧板,但对于相当一部分端部带有折边的型材,夹子由下向上很难夹持住型材侧板,上夹子过程中需要大力气捏住鳄鱼夹两侧板,使其开口尽可能的大,如此手指疲劳抽筋是常有的事,显然不满足现代生产需求。
4、现提供一种捆扎成串装置,能够适应铝型材喷涂生产加工的需要,能够在铝型材烘干加热前能将型材的下端一一连接成串,使得多个型材之间相互牵掣防止摇晃,同时在捆扎中可以无视型材绕其轴心的转动或者晃动,可靠性强。
技术实现思路
1、针对上述情况,为克服现有技术之缺陷,本发明提供了一种铝型材喷涂前下端依次连接装置,有效的解决了现有生产工艺中,铝型材在加热烘干前对其捆扎成串过程中,工作单一枯燥乏味,不能满足铝型材生产的需要,不能很好的将铝型材下端成串连接在一起的问题。
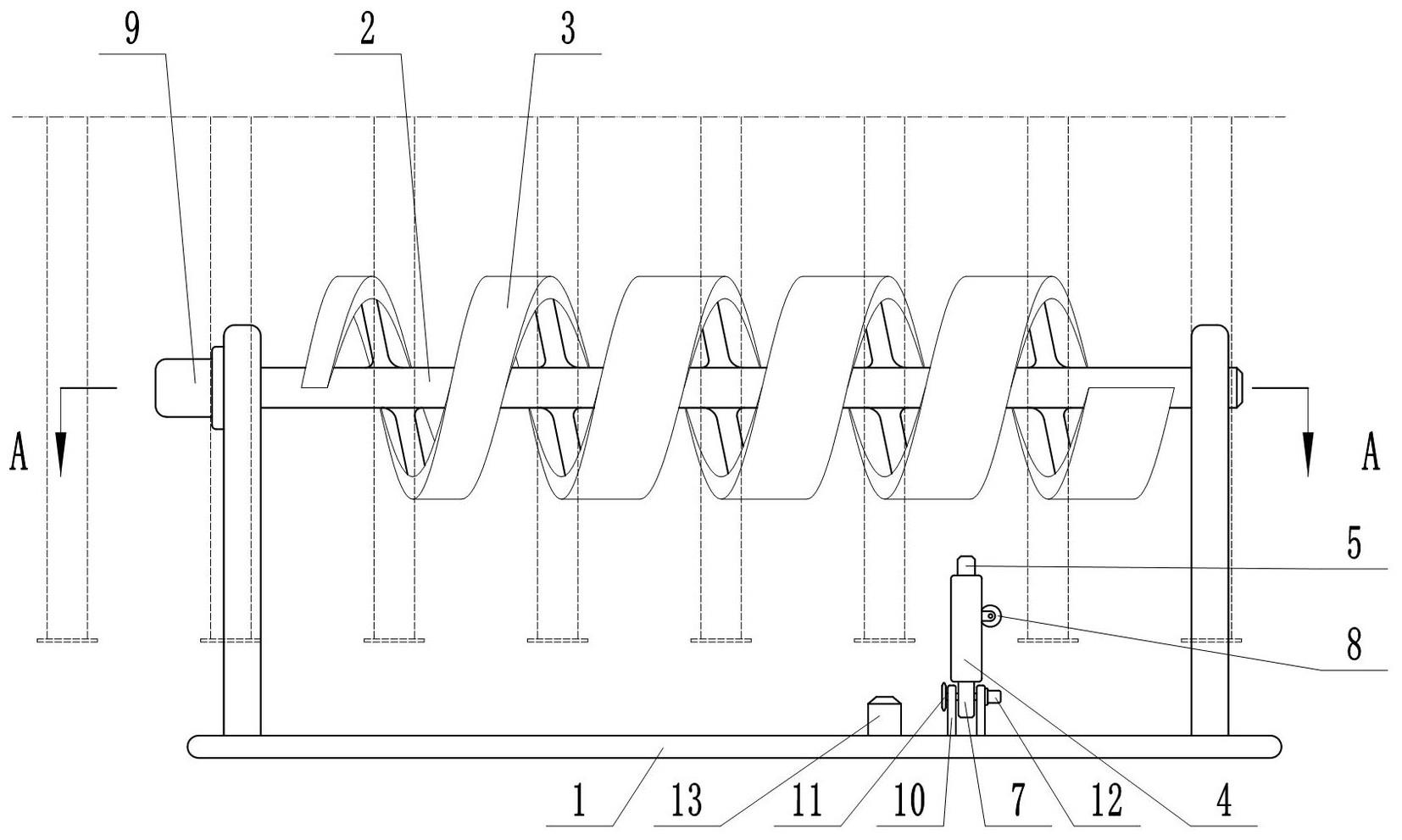
2、其解决的技术方案是,包括水平的底板,底板上方有两个水平且能主动转动的转轴,两个转轴前后对称布置且转动方向相反,多个竖直的型材的下端依次从两个转轴之间由左向右依次经过,转轴上固定有螺旋叶片,两个螺旋叶片导程相等、旋向相反,两个螺旋叶片转动中能使得型材依次向右移动且保持竖直状态;
3、所述的底板上端面上固定有开口向上的优弧板,优弧板的截面呈u形,优弧板内有与其同轴的圆板,圆板边缘置于优弧板的u形腔内,圆板上端开设有竖直的槽口,型材下端能从槽口自由通过,弧形板四周有多个能转动的齿轮,圆板外缘有与齿轮啮合的齿牙,多个齿轮同时转动能带动圆板转动;圆板右端面有两个前后对称的卷线轮,卷线轮上缠绕有耐高温钢丝线。
4、进一步地,所述的底板左右两侧均固定有与转轴端部对应的立板,转轴端部贯穿立板,转轴转动安装在立板上,转轴左端连接有第一电机,第一电机固定在立板上。
5、进一步地,所述的底板上有与多个齿轮轴一一对应的安装板,齿轮转动安装在安装板上端,齿轮上左侧同轴固定有链轮,多个链轮之间经链条传动;在任意时间内,至少有一个齿轮与圆板边缘啮合;其中一个齿轮上连接有第二电机,第二电机固定在底板上。
6、进一步地,所述的底板上端固定有感应器,感应器位于优弧板左侧,感应器与优弧板之间的距离小于两个型材之间的间隔,当型材通过感应器位置时,感应器触发并控制第二电机转动一定圈数后停止。
7、进一步地,所述的卷线轮转动安装在圆板右端面上,卷线轮两端安装有转动阻尼器。
8、进一步地,所述的螺旋叶片的导程不变,螺旋叶片的截面的宽度由左向右逐渐增大,如此,实现将螺旋叶片之间的间隙能将型材逐渐限位,同时也避免螺旋叶片左端接触到型材侧面。
9、本发明结构巧妙,与传统方式中将鳄鱼夹一一夹持在型材下端的方法相比,本方案中采用的钢丝线,型材下端在经过本装置过程中,本装置将钢丝线逐一捆扎成串,实现铝型材相互牵掣,最大程度防止摇晃,钢丝绳代替传统的带有鳄鱼夹的链条,如此也能适应端部带有折边的型材下端的连接捆扎需要,捆扎中可以无视型材绕轴晃动,不需要刻意调整型材角度,实用性强,适应范围广,适合推广。
技术特征:
1.一种铝型材喷涂前下端依次连接装置,其特征在于,包括水平的底板(1),底板(1)上方有两个水平且能主动转动的转轴(2),两个转轴(2)前后对称布置且转动方向相反,多个竖直的型材的下端依次从两个转轴(2)之间由左向右依次经过,转轴(2)上固定有螺旋叶片(3),两个螺旋叶片(3)导程相等、旋向相反,两个螺旋叶片(3)转动中能使得型材依次向右移动且保持竖直状态;
2.根据权利要求1所述的一种铝型材喷涂前下端依次联结装置,其特征在于,所述的底板(1)左右两侧均固定有与转轴(12)端部对应的立板,转轴(2)端部贯穿立板,转轴(2)转动安装在立板上,转轴(2)左端连接有第一电机(9),第一电机(9)固定在立板上。
3.根据权利要求1所述的一种铝型材喷涂前下端依次连接装置,其特征在于,所述的底板(1)上有与多个齿轮(7)轴一一对应的安装板(10),齿轮(7)转动安装在安装板(10)上端,齿轮(7)上左侧同轴固定有链轮(11),多个链轮(11)之间经链条传动;在任意时间内,至少有一个齿轮(7)与圆板(5)边缘啮合;其中一个齿轮(7)上连接有第二电机(12),第二电机(12)固定在底板(1)上。
4.根据权利要求1所述的一种铝型材喷涂前下端依次联结装置,其特征在于,所述的底板(1)上端固定有感应器(13),感应器(13)位于优弧板(4)左侧,感应器(13)与优弧板(4)之间的距离小于两个型材之间的间隔,当型材通过感应器(13)位置时,感应器(13)触发并控制第二电机(12)转动一定圈数后停止。
5.根据权利要求1所述的一种铝型材喷涂前下端依次连接装置,其特征在于,所述的卷线轮(8)转动安装在圆板(5)右端面上,卷线轮(8)两端安装有转动阻尼器(14)。
6.根据权利要求1所述的一种铝型材喷涂前下端依次连接装置,其特征在于,所述的螺旋叶片(3)的导程不变,螺旋叶片(3)的截面的宽度由左向右逐渐增大,如此,实现将螺旋叶片(3)之间的间隙能将型材逐渐限位,同时也避免螺旋叶片(3)左端接触到型材侧面。
技术总结
本发明提供了一种铝型材喷涂前下端依次连接装置,有效的解决了现有生产工艺中,铝型材在加热烘干前对其捆扎成串过程中,工作单一枯燥乏味,不能满足铝型材生产的需要,不能很好的将铝型材下端成串连接在一起的问题;其解决的技术方案是,包括水平的底板,底板上方有两个转轴,多个竖直的型材的下端依次从两个转轴之间由左向右依次经过,转轴上有螺旋叶片,两个螺旋叶片导程相等、旋向相反,底板上端面上有优弧板,优弧板内有圆板,圆板上端开设有竖直的槽口,型材下端能从槽口自由通过,弧形板四周有多个能转动的齿轮,圆板外缘有齿牙,多个齿轮同时转动能带动圆板转动;圆板右端面有两个前后对称的卷线轮,卷线轮上缠绕有耐高温钢丝线。
技术研发人员:张焕芝
受保护的技术使用者:张焕芝
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!