一种自动上下料设备的制作方法
本发明涉及自动化设备,尤其涉及一种自动上下料设备。
背景技术:
1、在电子设备的中框的生产过程中,需要进行阳极制程。在进行阳极制成前,需要先将中框(以下成为工件)组装成子挂串。具体地,如图1所示,工件一般固定在料盘内,如图2所示,从料盘取出工件,并分别在工件的上侧和下侧分别固定上护板和下护板,从而形成子挂。接着,如图3所示,将多个子挂堆叠形成子挂串,其中子挂串包括从上至下依次设置的盖板、多个堆叠的子挂和底板。
2、现有技术中,工件阳极制程的上下料过程(即将多个未阳极的工件组装成子挂串并将子挂串输送到指定设备处进行阳极处理的过程,以及将阳极后的子挂串拆开为多个子挂,再拆开呈独立的工件的过程)均需要人工完成,整个过程对人工需求高、且生产效率低。
3、因此,亟待需要一种自动上下料设备来解决上述技术问题。
技术实现思路
1、本发明的目的在于提出一种自动上下料设备,能自动实现将未阳极的工件组装成子挂串并输送到指定位置,和将已阳极的子挂串重新拆分为多个工件,减少对人工的需求、提高生产效率。
2、为达此目的,本发明采用以下技术方案:
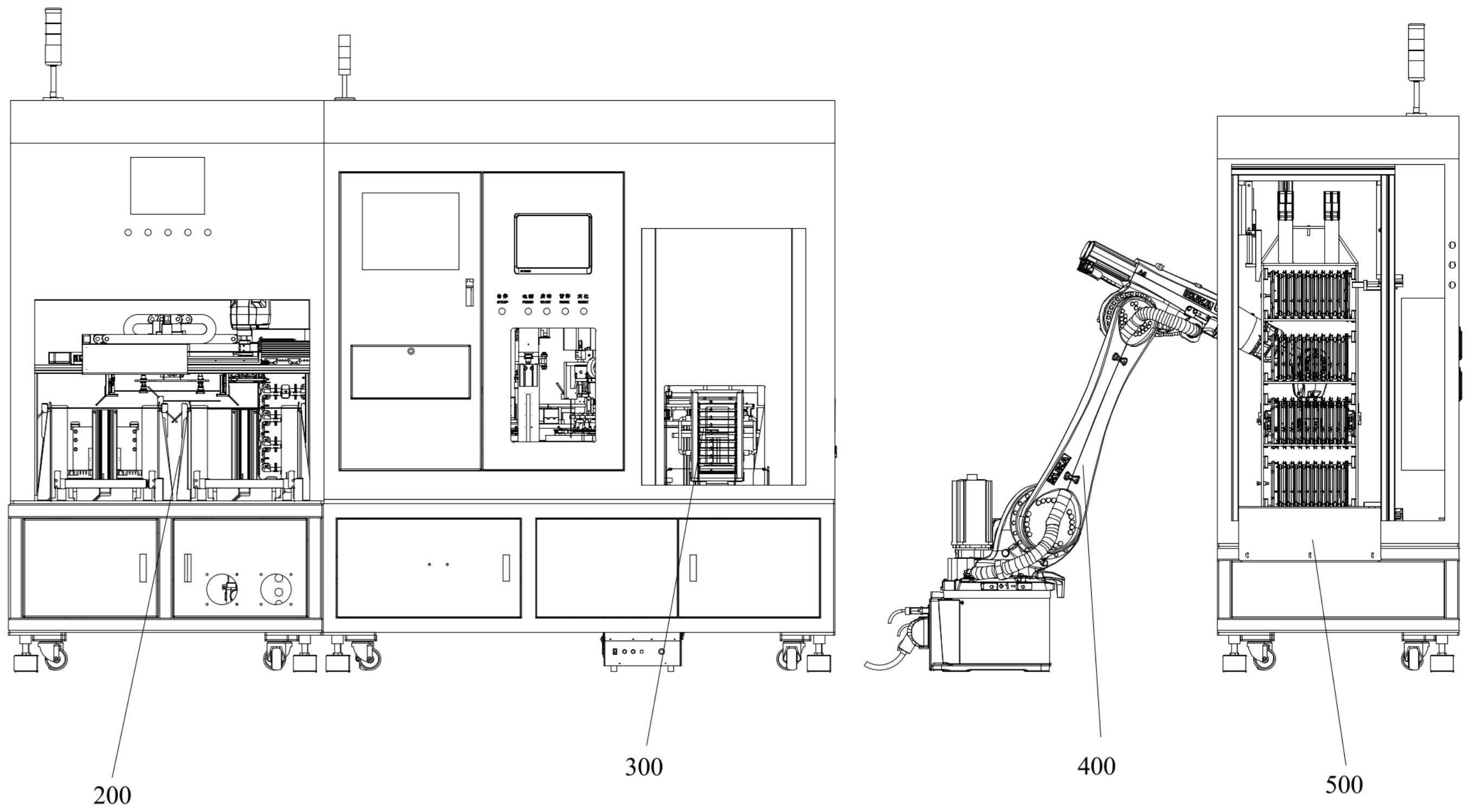
3、一种自动上下料设备,包括依次设置的工件输送装置、子挂串组装拆卸装置、机械臂及子挂串输送装置,其中
4、所述工件输送装置包括未阳极工件输送机构和已阳极工件输送机构,所述未阳极工件输送机构和所述已阳极工件输送机构均可以输送能够承托工件的料盘;
5、所述子挂串组装拆卸装置能够从所述未阳极工件输送机构上抓取工件,并将多个工件组装成子挂串,所述机械臂能够从所述子挂串组装拆卸装置上抓取未阳极的子挂串并放置到所述子挂串输送装置的上料位置,所述子挂串输送装置能够将未阳极的子挂串从所述上料位置输送到下料位置;
6、所述子挂串输送装置还能将已阳极的子挂串从所述下料位置输送至上料位置,所述机械臂能抓取所述上料位置的已阳极的子挂串并放置到所述子挂串组装拆卸装置上,所述子挂串组装拆卸装置能将已阳极的子挂串拆卸成多个工件,并将已阳极的工件放置到所述已阳极工件输送机构所输送的料盘上。
7、作为一个可选的方案,所述子挂串组装拆卸装置包括:
8、固定板;
9、转盘机构,包括盘体和八个定位座,所述盘体可转动地设置在所述固定板上,八个所述定位座沿所述盘体的周向均匀布置,以对应形成八个工位,所述定位座上设置分别定位下护板和上护板的第一定位部和第二定位部;
10、第一机械手,能够从所述未阳极工件输送机构上抓取未阳极的工件并放置到位于第一工位的所述定位座的所述下护板上;
11、扫码机构,能够读取位于第二工位的所述定位座上的工件的标码;
12、护板搬运机构,能将位于所述第二工位的所述定位座上的所述上护板放置到对应的工件上;
13、锁螺丝机构,能将位于第三工位的所述定位座上的所述上护板和所述下护板锁紧,以形成子挂;
14、检测机构,能对位于第四工位的所述定位座上的子挂进行导电检测;
15、储料仓和缓存工作台,所述储料仓内设置有底板,所述缓存工作台上设置有若干盖板;
16、第二机械手,能够将位于第五工位的所述定位座上的未阳极的子挂放置到所述储料仓的所述底板上,并将所述缓存工作台上的所述盖板放置到所述储料仓的所述子挂上,以形成子挂串,所述第二机械手还能将所述储料仓内的所述盖板放置到所述缓存工作台上,和将所述储料仓内的已阳极的子挂放置到位于第五工位的所述定位座的所述第一定位部上;
17、拆螺丝机构,能够将位于第六工位的所述定位座上的子挂的所述上护板和所述下护板拆开;
18、第三机械手,能够将位于第七工位上的所述定位座上的所述上护板放置到所述第二定位部上;
19、第四机械手,能够将位于第八工位的所述定位座上的已阳极的工件放置到所述已阳极工件输送机构输送的料盘上。
20、作为一个可选的方案,所述子挂串组装拆卸装置还包括:
21、二次定位工作台,设置在所述固定板上,且能够定位工件;
22、所述第一机械手能够从所述未阳极工件输送机构上抓取未阳极的工件并放置到二次定位工作台上,再将抓取所述二次定位工作台上的工件并放置到位于所述第一工位的所述定位座上。
23、作为一个可选的方案,所述子挂串组装拆卸装置还包括:
24、不合格品料仓,设置在所述固定板上,所述不合格品料仓能够容纳多个所述子挂,所述第二机械手能够将位于所述第四工位的所述定位座上检测不合格的所述子挂放置到所述不合格品料仓内。
25、作为一个可选的方案,所述子挂串组装拆卸装置还包括:
26、整形机构,设置在所述固定板上,且包括下模具、上模具和下压驱动组件,所述第三机械手能够将位于所述第七工位的所述定位座上的所述上护板放置到所述下模具上,所述下压驱动组件能驱动所述上模具向下压合所述上护板,所述第三机械手能将压合后的所述上护板放置到位于所述第七工位的所述定位座的所述第二定位部上。
27、作为一个可选的方案,所述子挂串组装拆卸装置还包括:
28、第一下压机构,与所述固定板连接,所述第一下压机构能够将位于所述第三工位的所述定位座上的所述上护板和所述下护板压紧;
29、第二下压机构,与所述固定板连接,所述第二下压机构能够将位于所述第六工位的所述定位座上的子挂压紧。
30、作为一个可选的方案,所述未阳极工件输送机构包括:
31、第一输送带,能够将堆叠设置的满载的料盘从第一位置输送到第二位置;
32、第一提升组件,设置在所述第一输送带的一端,所述第一提升组件能够承托位于所述第二位置的满载的料盘,并使最上层的料盘位于第一预设高度,所述子挂串组装拆卸装置能够从第一提升组件上的料盘内抓取工件;
33、第二输送带,设置在所述第一输送带的一侧,所述第二输送带能将空载的料盘从第三位置输送到第四位置;
34、第二提升组件,设置在所述第二输送带的一端,所述第二提升组件能够承托空载的料盘,以及将空载的料盘放置到所述第二输送带的所述第三位置;
35、第一横向移动组件,能够将所述第一提升组件上的空载的料盘放置到所述第二提升组件上。
36、作为一个可选的方案,所述已阳极工件输送机构包括:
37、第三输送带,能够将堆叠设置的空载的料盘从第五位置输送到第六位置;
38、第三提升组件,设置在所述第三输送带的一端,所述第三提升组件能够承托位于所述第六位置的满载的料盘,并使最上层的料盘位于第一预设高度,所述子挂串组装拆卸装置能够将已阳极的工件放置到第三提升组件上的料盘内;
39、第四输送带,设置在所述第三输送带的一侧,所述第四输送带能将满载的料盘从第七位置输送到第八位置;
40、第四提升组件,设置在所述第四输送带的一端,所述第四提升组件能够承托满载的料盘,以及将满载的料盘放置到所述第四输送带的所述第七位置;
41、第二横向移动组件,能够将所述第三提升组件上的满载的料盘放置到所述第四提升组件上。
42、作为一个可选的方案,所述子挂串输送装置包括:
43、机架;
44、母框,所述机械臂能将母框内已阳极的子挂串放置在所述子挂串组装拆卸装置中,以及将子挂串拆装装置中为阳极的子挂放置到母框中;
45、水平输送机构,设置在所述机架上,所述水平输送机构能将母框在所述上料位置和所述下料位置之间输送。
46、作为一个可选的方案,所述子挂串输送装置还包括:
47、限位机构,设置在所述机架上且设置在所述上料位置,所述限位机构能够选择性地夹紧或松开所述母框的上端。
48、本发明有益效果为:
49、本发明的自动上下料设备,通过设置工件输送装置、子挂串组装拆卸装置、机械臂及子挂串输送装置,能够实现将多个承装在料盘内的未阳极工件组装成子挂串并将子挂串输送到下料位置,当子挂串经过阳极处理后,再将已阳极的子挂串拆分为多个已阳极的工件,并重新放置在料盘中。整个过程不需要人工参与,降低了人工成本,且生产效率高。
- 还没有人留言评论。精彩留言会获得点赞!