一种智能放卷纠偏方法及纠偏系统与流程
本发明涉及锂电池生产设备,更具体地,涉及一种智能放卷纠偏方法及纠偏系统。
背景技术:
1、随着新能源汽车的大规模渗透至日常生活,人们对新能源汽车的安全性能、续航里程、充电速度的要求也愈加提高。面对大电芯、大模组的新一代电池的生产要求,相比传统卷绕工艺,高速叠片工艺在电池电芯充放电速率、安全性、能量密度以及循环寿命等性能方面均占据优势地位,其广泛应用于国内各大电池厂商,用于方形、软包电池的生产制造。不过就两者的加工工艺来说,叠片锂电池的加工效率问题仍是和卷绕锂电池相比的一大痛点。
2、企业目前采用的高速三工位切叠一体机方案,相较于传统的模切机加上叠片机的电芯生产方式,高速三工位切叠一体机高度创新整合了极片料卷放卷模切到制片叠片成电芯的工序,优化缩减了工序步骤,大幅度提高了生产效率。在配方兼容性、设备稳定性、经济效益等方面也具有显著的优势。其中,极片料卷的放卷控制是三工位切叠一体方案的关键环节技术,例如,料带发生跑偏且纠偏机构无法正常纠偏,直接影响了裁切后的极耳位置和极片尺寸精度,进而严重影响到锂电池的性能,因此对极片料卷的放卷过程中做纠偏研究具有重要的意义。
技术实现思路
1、本发明为克服现有的高速三工位切叠一体在极片料卷放卷时,料带发生跑偏且纠偏机构无法正常纠偏,直接影响了裁切后的极耳位置和极片尺寸精度,进而严重影响到锂电池的性能等问题,提供一种智能放卷纠偏方法及纠偏系统。
2、一种智能放卷纠偏方法,包括以下步骤:
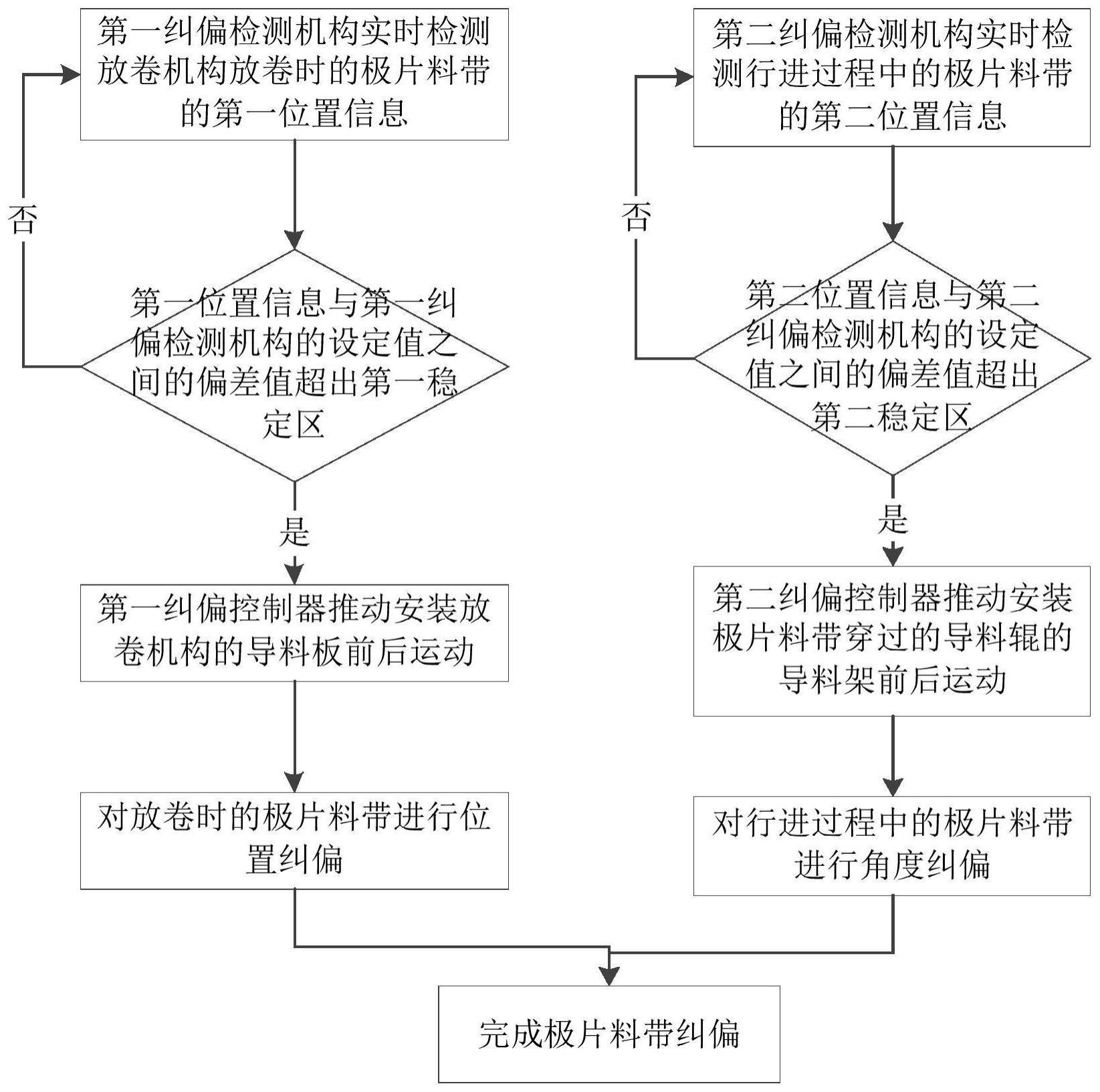
3、第一纠偏检测机构实时检测放卷机构放卷时的极片料带的第一位置信息;
4、将检测到的第一位置信息与第一纠偏检测机构的设定值进行比较,当检测到的第一位置信息与第一纠偏检测机构的设定值之间的偏差值超出第一稳定区时,第一纠偏控制器推动安装放卷机构的导料板前后运动,以实现对放卷时的极片料带进行位置纠偏;
5、第二纠偏检测机构实时检测行进过程中的极片料带的第二位置信息;
6、将检测到的第二位置信息与第二纠偏检测机构的设定值进行比较,当检测到的第二位置信息与第二纠偏检测机构的设定值之间的偏差值超出第二稳定区时,第二纠偏控制器推动安装极片料带穿过的导料辊的导料架前后运动,以实现对行进过程中的极片料带进行角度纠偏。
7、进一步的,作为优选技术方案,所述第一纠偏控制器包括第一伺服电机和第一丝杆组件,所述第一伺服电机的输出轴与所述第一丝杆组件固定连接,所述第一丝杆组件与所述导料板水平连接,所述第一丝杆组件在所述第一伺服电机的驱动下旋转,以驱动所述导料板带动所述放卷机构在水平方向前后运动,实现对放卷时的极片料带进行位置纠偏。
8、进一步的,作为优选技术方案,对放卷时的极片料带进行位置纠偏具体包括:
9、将检测到的第一位置信息与第一纠偏检测机构的设定值进行比较,当检测到的第一位置信息与第一纠偏检测机构的设定值之间的偏差值大于第一稳定区,或者当检测到的第一位置信息与第一纠偏检测机构的设定值之间的偏差值小于第一稳定区时,发送第一纠偏信号至所述第一伺服电机,所述第一伺服电机根据第一纠偏信号带动所述第一丝杆组件旋转,以推动所述导料板带动所述放卷机构向前或向后运动。
10、进一步的,作为优选技术方案,所述第一纠偏信号包括第一正速度纠偏信号或第一负速度纠偏信号;
11、所述第一纠偏信号根据第一位置信息、所述第一纠偏检测机构的设置位置以及第一丝杆组件的螺纹方向确定;
12、所述第一纠偏检测机构的设置位置包括设置在所述放卷机构放卷时的极片料带的左侧或右侧。
13、进一步的,作为优选技术方案,所述第二纠偏控制器包括第二伺服电机和第二丝杆组件,所述第二伺服电机的输出轴与所述第二丝杆组件固定连接,所述第二丝杆组件与所述导料架呈一定角度连接,所述丝杆组件在所述伺服电机的驱动下旋转,以驱动所述导料架带动所述导料辊沿所述第二丝杆组件前后运动,实现对行进过程中的极片料带进行角度纠偏。
14、进一步的,作为优选技术方案,对行进过程中的极片料带进行角度纠偏具体包括:
15、将检测到的第二位置信息与第二纠偏检测机构的设定值进行比较,当检测到的第二位置信息与第二纠偏检测机构的设定值之间的偏差值大于第二稳定区,或者当检测到的第二位置信息与第二纠偏检测机构的设定值之间的偏差值小于第二稳定区时,发送第二纠偏信号至所述第二伺服电机,所述第二伺服电机根据第二纠偏信号带动所述第二丝杆组件旋转,以推动所述导料架带动所述导料辊呈一定角度向前或向后运动。
16、进一步的,作为优选技术方案,所述第二纠偏信号包括第二正速度纠偏信号或第二负速度纠偏信号;
17、所述第二偏信号根据第二位置信息、所述第二纠偏检测机构的设置位置以及第二丝杆组件的螺纹方向确定;
18、所述第二纠偏检测机构的设置位置包括设置在所述导料架上的导料辊导出的极片料带的左侧或右侧。
19、进一步的,作为优选技术方案,所述第一纠偏检测机构为第一纠偏传感器,所述第一位置信息为所述第一纠偏传感器检测到的所述放卷机构放卷时的极片料带的边缘位置;
20、所述第二纠偏检测机构为第二纠偏传感器,所述第二位置信息为所述第二纠偏传感器检测到的所述导料架上的导料辊导出的极片料带的边缘位置。
21、一种智能放卷纠偏系统,包括第一纠偏检测机构、第一纠偏控制器、放卷机构、固定安装所述放卷机构的导料板、第二纠偏检测机构、第二纠偏控制器、导料辊、固定安装所述导料辊的导料架以及控制系统;
22、所述第一纠偏检测机构、第一纠偏控制器、第二纠偏检测机构以及第二纠偏控制器分别与所述控制系统连接;
23、所述第一纠偏控制器与所述导料板连接,所述第二纠偏控制器与所述导料架连接。
24、所述第一纠偏检测机构设置在所述放卷机构放卷时的极片料带的左侧或右侧,以检测所述放卷机构放卷时的极片料带的第一边缘位置信息,发送至控制系统;
25、所述第二纠偏检测机构设置在所述导料架上的导料辊导出的极片料带的左侧或右侧;以检测所述导料架上的导料辊导出的极片料带的第二边缘位置信息,发送至控制系统;
26、所述控制系统用于根据所述第一边缘位置和第一纠偏检测机构的设定值判断第一边缘位置和第一纠偏检测机构的设定值之间的偏差值是否超出第一稳定区,若是,发送第一纠偏信号至所述第一纠偏控制器,所述第一纠偏控制器推动所述导料板带动所述放卷机构向前或向后运动,实现对放卷时的极片料带进行位置纠偏;根据所述第二边缘位置和第二纠偏检测机构的设定值判断第二边缘位置和第二纠偏检测机构的设定值之间的偏差值是否超出第二稳定区,若是,发送第二纠偏信号至所述第二纠偏控制器,所述第二纠偏控制器推动所述导料架带动所述导料辊向前或向后运动,实现对行进过程中的极片料带进行角度纠偏。
27、进一步的,作为优选技术方案,所述第一纠偏控制器包括第一伺服电机和第一丝杆组件,所述第一伺服电机的输出轴与所述第一丝杆组件固定连接,所述第一丝杆组件与所述导料板水平连接,所述第一丝杆组件在所述第一伺服电机的驱动下旋转,以驱动所述导料板带动所述放卷机构在水平方向前后运动,实现对放卷时的极片料带进行位置纠偏;
28、所述第二纠偏控制器包括第二伺服电机和第二丝杆组件,所述第二伺服电机的输出轴与所述第二丝杆组件固定连接,所述第二丝杆组件与所述导料架呈一定角度连接,所述第二丝杆组件在所述第二伺服电机的驱动下旋转,以驱动所述导料架带动所述导料辊沿所述第二丝杆组件前后运动,实现对行进过程中的极片料带进行角度纠偏;
29、所述第一伺服电机和第二伺服电机与所述控制系统连接。
30、与现有技术相比,本发明技术方案的有益效果是:
31、本发明的通过设置的第一纠偏检测机构配合第一纠偏控制器实现对放卷时的极片料带进行位置纠偏,同时,通过设置的第二纠偏检测机构和第二纠偏控制器对行进过程中的极片料带进行角度纠偏,从而保证了裁切后的极耳位置和极片尺寸精度,保证了极片尺寸的一致性,进一步保证了锂电池的性能一致性,提升了产品的良品率。
- 还没有人留言评论。精彩留言会获得点赞!