一种送丝装置的制作方法
本发明涉及拉丝装置,具体为一种送丝装置。
背景技术:
1、黄丝是以盘条为原料通过拉丝设备,经过多次拉拔,加工成的不同直径的钢线,且表面镀有黄铜,是具有特殊用途的极细规格的钢丝。
2、送丝装置是黄丝在生产过程中的重要设备,用以控制走线速度,目前在黄丝生产中,采用的放线装置大多为皮带式张力装置,通过张紧器调整张力,但在实际运行过程中,皮带式张力装置在调节时,操作维修人员只能根据自身经验调整固定式张紧装置,张力全程不稳定,忽高忽低,这种方式具有一定的盲目性,影响良品率,应用在线径≥1.0mm的黄丝上影响不大,但用在线径1mm以下的黄丝上,就极易使得黄丝产生拉伸延伸,从而使黄丝直径被物理拉细,直接影响到产成品的质量,极大降低了企业的生产效率。
技术实现思路
1、本发明的目的在于提供一种送丝装置,以解决上述背景技术中提出的问题。
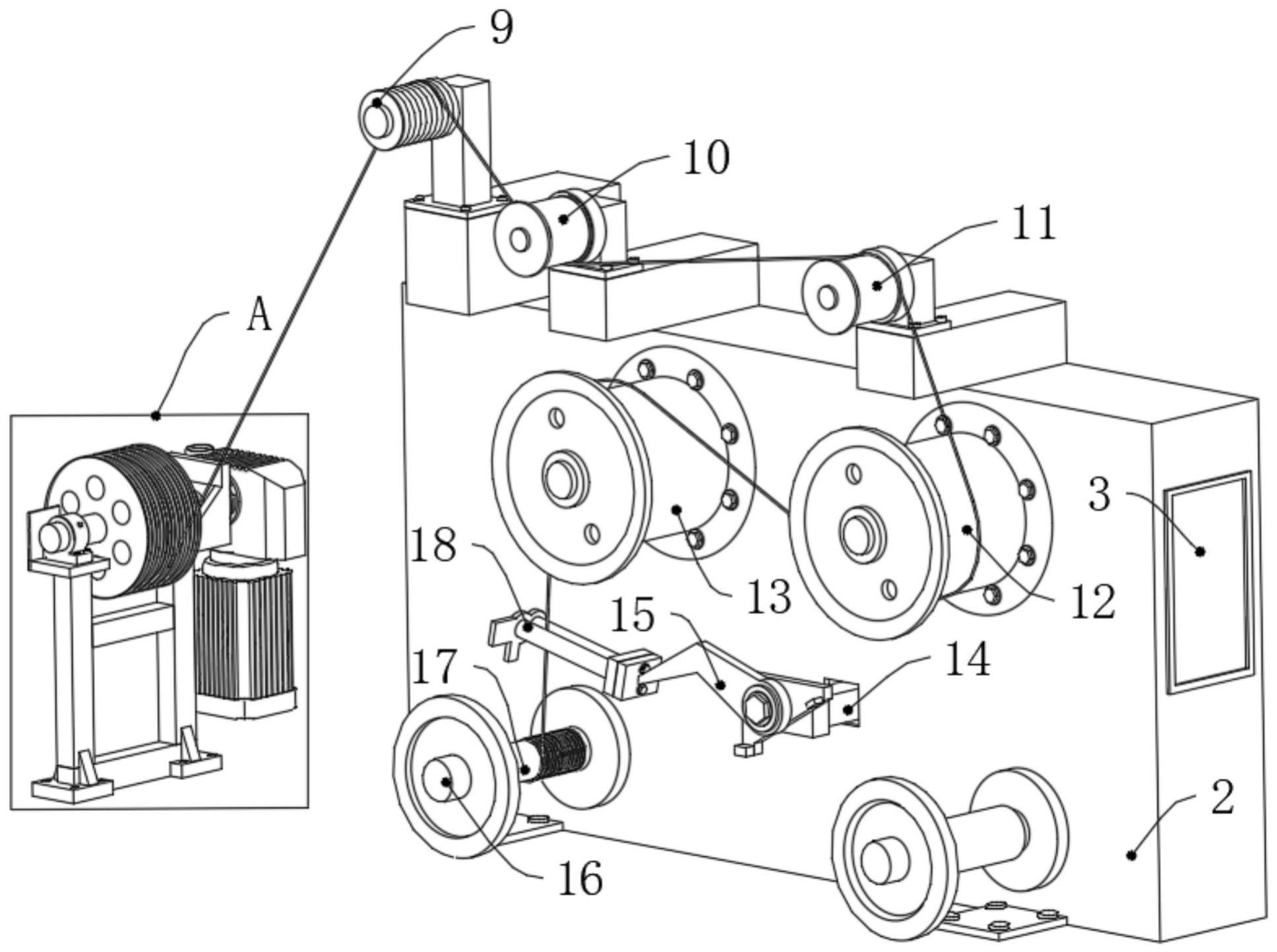
2、为了解决上述技术问题,本发明提供如下技术方案:一种送丝装置,包括第一支架,所述第一支架的右侧安装有第二支架,所述第二支架的一侧安装有控制器,所述第二支架上端由左至右安装有第一测轮、第二测轮、第三测轮,所述第一测轮和第三测轮略高于第二测轮,所述第一支架的后侧安装有放线电机。
3、本发明进一步说明,所述第一支架上端的前后两侧均安装有轴架,一组所述轴架上安装有放线轴,所述放线轴的中间安装有放线牵引轮,所述放线轴的后端与放线电机的输出端相连接。
4、本发明进一步说明,所述第二测轮的下方安装有第一导轮和第二导轮,所述第一导轮和第二导轮的左下方安装有收线轴。
5、本发明进一步说明,所述第二支架上还安装有伸缩杆,所述伸缩杆位于第二导轮和收线轴之间,所述伸缩杆的输出端安装有导线器,所述导线器的左侧安装有一组导轴,一组导轴位于收线轴的上方。
6、本发明进一步说明,所述轴架的上方安装有帽盖。
7、本发明进一步说明,所述一种送丝装置的具体步骤如下:
8、第一步,在控制器上设置好黄丝收卷时的张力区间值,设置好放线电机和收线电机的转速,使放线电机的送线速度为收线轴收线速度的99.9%,利用0.1%的速度差形成的张力对黄丝进行收卷;
9、第二步,控制器控制伸缩杆前后移动,使伸缩杆带动导轴,将黄丝前后拨动在收卷轮上,使收卷轮在收卷过程中收卷的更加均匀;
10、第三步,第二测轮实时检测经过第二测轮的黄丝的张力,并将数据传送至控制器,控制器根据收到的数据以及预设的张力区间值判断收卷张力是否合格,若收卷张力大于预设区间值,则控制器控制减小放线电机和收线电机的转速差,若收卷张力小于预设区间值,则控制器控制增加放线电机和收线电机的转速差,实现自动监测,实时调整。
11、与现有技术相比,本发明所达到的有益效果是:本发明,采用收线电机、收线轴、第二测轮,控制器3控制放线牵引轮8和收线轴16同时转动,并且使放线电机4的送线速度为收线轴16收线速度的99.9%,通过放线同步送丝装置,使得放线送丝牵引轮的速度恒定的为收线速度的99.9%,利用0.1%的速度差,形成恒定的张力,并通过第二测轮实时检测经过第二测轮的黄丝的张力,进行自动监测,实时调整,保证了送丝收卷过程中张力的恒定,以保证成品黄丝的直径及其力学性能的稳定。
技术特征:
1.一种送丝装置,包括第一支架(1),所述第一支架(1)上安装有送丝装置,所述第一支架(1)的右侧安装有第二支架(2),所述第二支架(2)的一侧安装有控制器(3),其特征在于:所述第二支架(2)上安装有张力测试装置,送丝张力测试装置包括:第一测轮(9)、第二测轮(10)、第三测轮(11);
2.根据权利要求1所述的一种送丝装置,其特征在于:所述送丝装置还包括:一组轴架(6)、放线轴(5)、放线牵引轮(8);
3.根据权利要求1所述的一种送丝装置,其特征在于:所述第二支架(2)上还安装有:第一导轮(12)、第二导轮(13)、收线轴(16);
4.根据权利要求3所述的一种送丝装置,其特征在于:所述第二支架(2)上还安装有伸缩杆(14),所述伸缩杆(14)位于第二导轮(13)和收线轴(16)之间,所述伸缩杆(14)的输出端安装有导线器(15),所述导线器(15)的左侧安装有一组导轴(18),一组导轴(18)位于收线轴(16)的上方。
5.根据权利要求2所述的一种送丝装置,其特征在于:所述轴架(6)的上方安装有帽盖(7)。
6.根据权利要求5所述的一种送丝装置的具体步骤如下:
技术总结
本发明公开了一种送丝装置,包括第一支架,所述第一支架的右侧安装有第二支架,所述第二支架的一侧安装有控制器,所述第二支架上端由左至右安装有第一测轮、第二测轮、第三测轮,所述第一测轮和第三测轮略高于第二测轮,所述第一支架的后侧安装有放线电机,所述第一支架上端的前后两侧均安装有轴架,一组所述轴架上安装有放线轴,所述放线轴的中间安装有放线牵引轮,所述放线轴的后端与放线电机的输出端相连接,所述第二测轮的下方安装有第一导轮和第二导轮,所述第一导轮和第二导轮的左下方安装有收线轴,所述第二支架上还安装有伸缩杆,该装置解决了当前张力不稳定的问题。
技术研发人员:黄磊,马劲峰
受保护的技术使用者:强芯科技(南通)有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!