一种高速包装机条盒透明纸折叠装置的制作方法
1.本实用新型涉及烟草机械设备技术领域,具体涉及一种高速包装机条盒透明纸折叠装置。
背景技术:
2.zb47包装机型是目前国产主力高速包装设备,生产速度达到了550包/分钟。 yb917型条盒透明纸包装机作为zb47机组最后一道工序,主要完成条盒透明纸的包裹成型以及成品条盒的输出。现有设备条盒透明纸端部短边和底部长边折叠装置是将端部折叠块安装在透明纸长边折叠板上,条透明纸的成型过程中底部长边折叠板和端部短边折叠块同时完成对条盒透明纸底部长边和端部短边的折叠,由于端部短边折叠前缺乏底部长边预折叠,折叠前透明纸端部折角的棱边位置不能完全定位,导致在折叠过程中容易出现条盒透明纸端部尖角褶皱质量缺陷,产生质量不合格产品。
技术实现要素:
3.本实用新型要克服现有技术的上述缺点,提供一种高速包装机条盒透明纸折叠装置。
4.本实用新型采用以下技术方案:
5.一种高速包装机条盒透明纸折叠装置,包括底部长边折叠板1和固定于底部长边折叠板1两端的端部短边折叠机构。底部长边折叠板1通过往复前后运动来实现条盒11的托平和透明纸底部长边的提平折叠。将底部长边折叠板1趋向条盒11的方向定义为前,反之为后。
6.端部短边折叠机构包括相对设置的第一折叠部件和第二折叠部件;第一折叠部件包括第一端部短边折叠块7、第一气缸51,第二折叠部件包括第二端部短边折叠块8、第二气缸52,第一端部短边折叠块7与第二端部短边折叠块8 的工作面相对,第一气缸51带动第一端部短边折叠块7,第二气缸52带动第二端部短边折叠块8,向前运动,紧贴条盒11的两短边侧,对条盒11的透明纸端部短边进行折叠。
7.第一气缸51、第二气缸52的电磁阀连接传感器的输出端,所述的传感器检测底部长边折叠板1和输送条盒11的横向推送器10的位置,向所述的电磁阀发出动作信号。
8.优选地,第一折叠部件包括第一端部短边折叠块7、第一气缸51、气缸连接垫片2、第一气缸底板3、固定垫片4和气缸连接板6。第一气缸51通过气缸连接垫片2与第一气缸底板3连接,第一气缸底板3通过固定垫片4安装在底部长边折叠板1的一端,第一气缸51的活塞杆上装有气缸连接板6,气缸连接板 6上安装有第一端部短边折叠块7。
9.第二折叠部件包括第二端部短边折叠块8、第二气缸52、气缸连接垫片2、第二气缸底板9、固定垫片4和气缸连接板6。第二气缸52通过气缸连接垫片2 与第二气缸底板9连接,第二气缸底板9通过固定垫片4安装在底部长边折叠板1的另一端,第二气缸52的活塞杆上装有气缸连接板6,气缸连接板6上安装有第二端部短边折叠块8。
10.本实用新型的工作原理如下:当第一提升器将条盒提升至顶端位置时,完成透明纸“∩”形折叠的条盒被运行至水平通道处,此时长边折叠板向前移动在超过条盒直面的位置将其托平并对条盒透明纸底部长边进行提平折叠,底部长边折叠板移动到预先设置的距离后,传感器接收到信号,电磁阀开始驱动气缸动作,安装在活塞杆上的气缸连接板带动端部短边折叠块向前运动,对条盒透明纸端部短边进行折叠;当横向推送器将条盒推送至水平横向输送通道时,电磁阀换向,气缸开始退回,同时长边折叠板也往后移动,完成一次折叠工作。
11.本实用新型的有益效果是:本实用新型将现有设备条盒透明纸的成型过程中底部长边折叠板和端部短边折叠块同时完成对条盒透明纸底部长边和端部短边的折叠,改进为条透明纸的成型过程中底部长边折叠板先于端部短边折叠块完成透明纸折叠,将一步完成的动作分成了两步来完成,使得端部短边折叠前已完成底部长边预折叠,透明纸端部短边折叠前透明纸端部折角的棱边位置能够完全定位,避免了折叠过程中端部尖角褶皱的质量缺陷,结构简单紧凑,设计合理,运行稳定性高。
附图说明
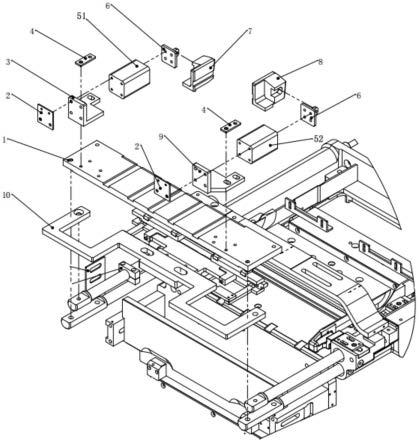
12.图1是本实用新型的结构示意图;
13.图2a~图2c是本实用新型的工作过程示意图,其中图2a显示本实用新型的底部长边进行提平折叠;图2b显示本实用新型的气缸带动端部短边折叠机构向前运动,对条盒11的透明纸端部短边进行折叠;图2c显示气缸带动端部短边折叠机构后退,同时长边折叠板1也往后移动,完成一次折叠工作。
14.图中,1-底部长边折叠板、2-气缸连接垫片、3-第一气缸底板、4-固定垫片、 51-第一气缸、52-第二气缸、6-气缸连接板、7-端部短边折叠块、8-端部短边折叠块、9-第二气缸底板、10-横向推送器、11-条盒。
具体实施方式
15.下面结合附图与实施例对本实用新型作进一步描述。
16.一种高速包装机条盒透明纸折叠装置,包括底部长边折叠板1和固定于底部长边折叠板1两端的端部短边折叠机构。底部长边折叠板1通过往复前后运动来实现条盒11的托平和透明纸底部长边的提平折叠。将底部长边折叠板1趋向条盒11的方向定义为前,反之为后。
17.端部短边折叠机构包括相对设置的第一折叠部件和第二折叠部件;第一折叠部件包括第一端部短边折叠块7、第一气缸51,第二折叠部件包括第二端部短边折叠块8、第二气缸52,第一端部短边折叠块7与第二端部短边折叠块8 的工作面相对,第一气缸51带动第一端部短边折叠块7,第二气缸52带动第二端部短边折叠块8,向前运动,紧贴条盒11的两短边侧,对条盒11的透明纸端部短边进行折叠。
18.第一气缸51、第二气缸52的电磁阀连接传感器的输出端,所述的传感器检测底部长边折叠板1和输送条盒11的横向推送器10的位置,向所述的电磁阀发出动作信号。
19.第一折叠部件包括第一端部短边折叠块7、第一气缸51、气缸连接垫片2、第一气缸底板3、固定垫片4和气缸连接板6。第一气缸51通过气缸连接垫片2 与第一气缸底板3连接,
第一气缸底板3通过固定垫片4安装在底部长边折叠板1的一端,第一气缸51的活塞杆上装有气缸连接板6,气缸连接板6上安装有第一端部短边折叠块7。
20.第二折叠部件包括第二端部短边折叠块8、第二气缸52、气缸连接垫片2、第二气缸底板9、固定垫片4和气缸连接板6。第二气缸52通过气缸连接垫片2 与第二气缸底板9连接,第二气缸底板9通过固定垫片4安装在底部长边折叠板1的另一端,第二气缸52的活塞杆上装有气缸连接板6,气缸连接板6上安装有第二端部短边折叠块8。
21.两个端部短边折叠块7、8的工作面相对,通过气缸5驱动端部短边折叠块7、8伸缩运动,实现对条盒透明纸的端部短边折叠。
22.本实用新型的工作原理如下:当第一提升器将条盒提升至顶端位置时,完成透明纸“∩”形折叠的条盒被运行至水平通道处,此时长边折叠板1向前移动在超过条盒直面的位置将其托平并对条盒透明纸底部长边进行提平折叠,底部长边折叠板1移动到预先设置的距离后,传感器接收到信号,电磁阀开始驱动第一气缸51和第二气缸52动作,安装在气缸活塞杆上的气缸连接板6带动端部短边折叠块7、8向前运动,对条盒11的透明纸端部短边进行折叠;当横向推送器10将条盒11推送至水平横向输送通道时,电磁阀换向,第一气缸51 和第二气缸52开始后退,同时长边折叠板1也往后移动,完成一次折叠工作。
23.改进现有设备透明纸底部长边和端部短边折叠装置,使得条透明纸的成型过程中底部长边折叠板先于端部短边折叠块完成透明纸折叠,使得端部短边折叠前已完成底部长边预折叠,透明纸端部短边折叠前透明纸端部折角的棱边位置能够完全定位,减少折叠过程中端部尖角褶皱的质量缺陷。
24.本说明书实施例所述的内容仅仅是对发明构思的实现形式的列举,本发明的保护范围不应当被视为仅限于实施例所陈述的具体形式,本发明的保护范围也及于本领域技术人员根据本发明构思所能够想到的等同技术手段。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1