一种大型调压柜内调压器维修装拆用起吊装置的制作方法
1.本实用新型涉及一种起吊装置,具体为一种大型调压柜内调压器维修装拆用起吊装置。
背景技术:
2.目前的调压柜一般没有配置吊具,一般只是在柜体上设置了耳吊。所以目前调压柜的拆装一般通过柜体上的吊耳,采用手拉葫芦人工拉扯起吊。随着城市天然气的发展,次高压调压柜设计流量越来越大,目前有投入的设计流量达6万立方的大型高中压调压柜使用的轴流式调压器自重可达800公斤,人力搬运显然是无法做到。由于调压柜分布在城市的各个位置,受用地、安全等因素影响,调压柜设计通常都是紧凑的一体式设计,在日常维护维修过程中无法使用起重设备,给柜体内调压器的维护维修带来了困难。
技术实现要素:
3.本实用新型的目的在于提供一种能灵活调整位置的起吊装置,可安全便捷的起吊大型调压柜内调压器进行维修。
4.本实用新型提供的这种大型调压柜内调压器维修装拆用起吊装置,包括龙门架和平行正对布置的上工字钢和下工字钢,两工字钢与龙门架的工字钢轨道垂直布置,下工字钢通过其连接的滑行小车沿上工字钢移动,上工字钢通过其连接的滑行小车沿工字钢轨道滑行,上工字钢和下工字钢的一端端部设置有将两者锁定的安全机构,下工字钢上安装超低净空葫芦吊起吊柜体内的调压器,葫芦吊可触发安全机构解锁两工字钢的锁定。
5.上述装置的一种实施方式中,所述滑行小车包括滑轮和安装座,安装座为u型体,其内腔中的两侧对称连接两组滑轮,每组至少设置前后两个滑轮,滑轮下沿与安装座底面之间有间隙。
6.上述装置的一种实施方式中,所述滑行小车在所述上工字钢和下工字钢上分别设置至少两组。
7.上述装置的一种实施方式中,所述滑行小车的安装座底面同向固定于下工字钢的上翼板顶面,滑轮以上工字钢的下翼板上表面作为滑行面;滑行小车的安装座底面垂直固定于上工字钢的上翼板顶面,滑轮以所述工字钢轨道的下翼板上表面作为滑行面。
8.上述装置的一种实施方式中,所述超低净空葫芦吊安装于所述下工字钢的下翼板上。
9.上述装置的一种实施方式中,所述上工字钢和下工字钢的下翼板两端分别设置用于使所述滑行小车限位的挡板。
10.上述装置的一种实施方式中,所述安全机构包括销杆、内套筒、移动杆、弹簧和外套筒,移动杆的下部有凸环,下端面为球面,弹簧套于移动杆上对应凸环的上方,移动杆的上端插入内套筒中,弹簧的上端通过内套筒下端限位,外套筒固定于内套筒和移动杆外,移动杆上的凸环通过外套筒的底板限位;销杆为t形杆,正对布置于移动杆的上方。
11.上述装置的一种实施方式中,所述内套筒固定于下工字钢的上翼板下侧,上翼板上对应内套筒处设置贯穿孔,所述销杆固定于上工字钢的下翼板上,小径段穿过上工字钢的下翼板和下工字钢的上翼板与所述移动杆上端接触。
12.上述装置的一种实施方式中,所述超低净空葫芦吊的本体前侧设置用于推动所述移动杆下端的触发块。
13.本实用新型可通过上工字钢沿龙门架位于调压柜体上方的工字钢轨道的滑行调整葫芦吊的纵向位置,通过葫芦吊沿下工字钢的滑行调整葫芦吊的横向位置,使葫芦吊的吊钩可与柜体内调压器上挂钩的位置对应。葫芦吊采用超低净空葫芦吊,将调压器起吊后,通过葫芦吊沿下工字钢横向滑行至上下工字钢端部的安全机构处,并触发安全机构使两工字钢解锁,再使下工字钢通过滑行小车沿上工字钢移动,使下工字钢的一段伸出,最后使葫芦吊沿下工字钢滑出柜体外,操作安全、方便快捷。
附图说明
14.图1为本实用新型一个实施例的主视结构示意图(未示出,龙门架)。
15.图2为图1中安全机构的剖视放大示意图。
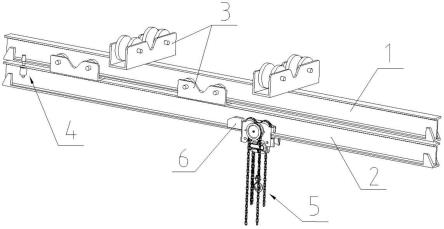
16.图3本实施例的轴测结构示意图。
具体实施方式
17.如图1所示,本实施例公开的这种用于大型调压柜内调压器维修拆装辅助吊具,包括龙门架(图中未示出)、上工字钢1、下工字钢2、滑行小车3、安全机构4、超低净空葫芦吊5(以下简称葫芦吊4)、触发块6。
18.上工字钢1和下工字钢2平行正对布置,下工字钢2的上翼板顶面同向连接有两组滑行小车3,上工字钢1的上翼板顶面垂直连接有两组滑行小车3,下工字钢2的下翼板上安装葫芦吊4。
19.滑行小车3包括滑轮和安装座,安装座为u型体,其内腔中的两侧对称连接两组滑轮,每组至少设置前后两个滑轮,滑轮下沿与安装座底面之间有间隙。
20.滑行小车3的安装座底面同向固定于下工字钢2的上翼板顶面。滑行小车3的安装座底面垂直固定于上工字钢1的上翼板顶面。
21.上工字钢1和下工字钢2的下翼板两端分别设置可使滑行小车限位的挡板db。
22.上工字钢1与龙门架装配时,上工字钢上滑行小车两侧的滑轮分别位于龙门架工字钢轨道的下翼板上,使上工字钢可沿工字钢轨道前后移动。
23.下工字钢2与上工字钢1装配时,下工字钢上滑行小车两侧的滑轮分别位于上工字钢下翼板的两侧,使下工字钢2通过滑行小车可沿上工字钢1左右行走。
24.上、下工字钢之间设置有安全机构4,安全机构包括销杆41、内套筒42、移动杆43、弹簧44和外套筒45。
25.移动杆43的下部有凸环,下端面为球面,弹簧44套于移动杆上对应凸环的上方。
26.移动杆43的上端插入内套筒42中,外套筒45固定于内套筒42和移动杆43外,移动杆上的凸环通过外套筒的底板限位。
27.安全机构4安装时,销杆41垂直固定于上工字钢1下翼板的端部,内套筒42固定于
下工字钢2上翼板上对应销杆处,销杆下端穿过下工字钢2的上翼板与移动杆43的上端接触。
28.即安全机构4安装完成后,两工字钢锁定了,下工字钢2不能相对上工字钢1左右移动。
29.葫芦吊5安装于下工字钢2的下翼板上,可沿下工字钢左右移动。
30.葫芦吊为厂家定制的外购件,在其本体前侧加装用于推动安全机构移动杆的触发块6。
31.本装置的工作过程如下:
32.当调压柜内的调压器需要维修维护时,将本吊具通过龙门架移动至调压柜处,并使龙门架的工字钢轨道位于柜体上方。
33.使上工字钢上的滑行小车沿工字钢轨道的前后移动调整葫芦吊的前后位置,再使葫芦吊沿下工字钢左右移动调整位置,使葫芦吊停留在调压器的正上方;
34.将葫芦吊的吊钩钩挂住调压器上的挂环,拉动使葫芦吊升降的链条至葫芦吊处于拉紧状态;
35.拧开调压器与管道连接法兰螺栓,再次拉动使葫芦吊升降的链条,将调压器上升到适当高度;
36.上工字钢上的滑行小车沿工字钢轨道滑行,使调压器移动到对应柜门的中间位置,拉动链条将葫芦吊沿下工字钢移动到安全机构处,通过触发块碰触安全机构的移动杆,使移动杆上移将销杆往上顶,使上下工字钢解锁;
37.使下工字钢通过滑行小车沿上工字钢移动,使下工字钢的一端伸出调压柜柜门外;
38.再次拉动链条将葫芦吊移动到调压柜门外,再次拉动使葫芦吊升降的链条,使调压器降落到门外小推车上。
39.从本装置的上述结构及起吊调压器的过程可以看出,本装置可灵活调整葫芦吊的前后左右位置,使其挂钩方便的钩住调压器上的挂环将调压器起吊,起吊后通过灵活调整位置移动,再通过解锁两工字钢,使下工字钢伸出,使葫芦吊的滑行轨道延长至柜体外将调压器卸下,操作安全、方便快捷。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1