厅门和电梯的制作方法
1.本实用新型涉及电梯技术领域,特别是涉及厅门和电梯。
背景技术:
2.电梯厅门是指从电梯外能够看到的,且固定在每层的门体结构。在无轿厢逗留时,厅门处于关闭状态。在有轿厢停靠且轿门开启时,厅门开启,以便乘客上下。为了保障使用安全性,厅门需要具有一定的强度和较好的整体受力能力,为此一般采用金属板件通过压制成型以及焊接工艺等加工方式获得。这种方式制造的厅门存在重量较大、制造成本较高、厅门质感不佳以及图案不多的问题。
技术实现要素:
3.本实用新型针对以上厅门重量较大,制造成本较高的问题,提出了一种厅门和电梯,以减轻厅门的重量,降低制造成本,丰富展示装饰图案。
4.一种厅门,包括树脂门板、加强组件和多个紧固件,所述加强组件和所述紧固件均一体成型在所述树脂门板内,所述加强组件的强度不同于所述树脂门板的强度;
5.所述树脂门板由混合树脂材料在注塑模具内固化而成;
6.所述厅门还包括耐磨层、装饰区和发光模块,所述耐磨层、装饰区和发光模块一体成型在所述树脂门板内。
7.在其中一个实施例中,所述树脂门板还包括耐火材料。
8.在其中一个实施例中,所述树脂门板的背面具有连续凹凸结构。
9.在其中一个实施例中,所述加强组件包括金属架,所述金属架一体成型在所述树脂门板内;
10.和/或,所述加强组件包括第一金属架、第二金属架和滤网,所述滤网连接在所述第一金属架与所述第二金属架之间,所述第一金属架、所述第二金属架和所述滤网均一体成型在所述树脂门板内,所述滤网包括由铝材滤网、或织网材料、或包装材料构成。
11.在其中一个实施例中,所述树脂门板为透明门板。
12.在其中一个实施例中,所述树脂门板包括装饰区,所述装饰区的形状与目标图案形状一致,所述装饰区分为至少两块不同颜色区域,所述装饰区内不同颜色区域之间设有隔挡;
13.和/或,所述装饰区由装饰纸、或花纹纸、或印花丝巾、或陶瓷图案、或墙纸、或饰品、或印花布料材料构成。
14.在其中一个实施例中,所述发光模块包括多个led和用于控制所述led发光的控制单元,多个所述led按照目标图案的形状排布。
15.在其中一个实施例中,所述发光模块由荧光粉、或铝材、或镀锡材料构成。
16.在其中一个实施例中,所述树脂门板的表面设有耐磨层,所述耐磨层由钢化玻璃、或印花玻璃、或有机玻璃(pmma)、或陶瓷构成;
17.和/或,所述树脂门板的背面或外缘具有耐火材料。
18.一种电梯,包括上述的厅门。
19.上述方案提供了一种厅门和电梯,在树脂门板内一体成型有所述加强组件和多个所述紧固件,从而使得所述厅门具有一定的强度。而相对于利用金属板件压制成型,结合焊接工艺制造的方式而言,本技术中利用树脂一体成型的结构,将加强组件和紧固件固定在树脂门板中,存在厅门质量较轻,制造成本较低的特点。且厅门主要采用树脂材料其质感也较佳,而所述发光模块和所述装饰区的设置使得所述树脂门板中能够显示出目标图案,提升厅门的展示效果。具体在装配时,用于固定厅门的连接件与所述紧固件紧固在一起,然后将厅门装配在门框等目标位置。
附图说明
20.构成本技术的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
21.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
22.图1为本实施例所述树脂门板的结构示意图;
23.图2为另一实施例所述树脂门板的结构示意图;
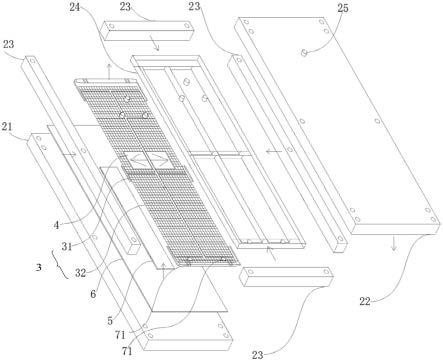
24.图3为本实施例所述树脂门板在制造过程中的示意图;
25.图4为本实施例所述加强组件的示意图;
26.图5为一例制作装饰区的示意图;
27.图6为一例发光模块的示意图;
28.图7为发光模块、发射电路之间的电路图。
29.附图标记说明:
30.树脂门板1;底板21;上盖板22;侧板23;背模板24;注塑入口25;第一色块26;第二色块27;第三色块28;第四色块29;加强组件3;金属架31;滤网32;挂钩33;凹凸结构37;发光模块4;感应天线41;led42;整流器43;电容44;自恢复保险丝45;发射电路48;振荡发生器49;装饰区5;隔挡52;耐磨层6;有机玻璃63;线槽64;螺母71;螺丝72;门锁孔73;门锁固定螺母74;连接件75。
具体实施方式
31.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型。但是本实用新型能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似改进,因此本实用新型不受下面公开的具体实施例的限制。
32.如图1和图2所示,在一个实施例中,提供了一种厅门,包括树脂门板1、加强组件3和多个紧固件,所述加强组件3强度不同于所述树脂门板1的强度,所述加强组件3一体成型
在所述树脂门板1内,多个所述紧固件均一体成型在所述树脂门板1内,用于所述厅门与外界紧固连接。图1所示树脂门板1背面还设置了“田”字形的凹凸结构37来提升门强度,减少混合树脂材料的用量。可选地,所述凹凸结构37也为“1”、“川”或“十”字形。
33.所述厅门整体质量主要取决于所述树脂门板1和所述加强组件3的质量,相对于金属板件而言,树脂门板1的单位面积所对应的质量较轻,因此相对而言本技术中厅门质量较轻。同时基于所述树脂门板1中一体成型有所述加强组件3,所以所述厅门的强度能够满足电梯领域对厅门强度的要求。而且采用金属板架压制成型的厅门,其所包含的加强筋等其他零件与金属板件之间需要进行焊接。而本技术中树脂一体成型的树脂门板1制造成本较低,且加强组件和紧固件在其中的固定方式连接,从而使得本技术中厅门的制造成本有所降低。在安装的过程中,一体成型在所述树脂门板1中的紧固件与外界连接件75装配在一起,然后通过中间传动组件将厅门紧固在门框所处位置。所述紧固件的设置为安装所述厅门提供安装位。
34.具体在制造过程中,如图3所示,将需要一体成型在所述树脂门板1中的加强组件3和多个所述紧固件放置在注塑模具中,然后向注塑模具中注入混合树脂材料,待混合树脂材料固化定型后,将其从注塑模具中取出。
35.为了厅门成型后便于从注塑模具中取出,可以在注入混合树脂材料之前在注塑模具中涂抹脱模剂。
36.如图3所示,所述注塑模具包括底板21、背模板24、上盖板22和多个侧板23,所述底板21、上盖板22、背模板24和多个侧板23围成成型空间,此成型空间与树脂门板1的形状一致。在放入加强组件3和紧固件之前,上盖板22 与底板21处于分离状态。
37.进一步地,所述厅门还包括耐磨层6、装饰区5和发光模块4。所述耐磨层 6、装饰区5和发光模块4也一体成型在所述树脂门板1中。当耐磨层6、装饰区5、发光模块4、加强组件3和紧固件的位置调整完成后,再将背模板24、上盖板22和多个侧板23安装到底板21上,使得加强组件3和紧固件被固定在所述注塑模具围成的成型空间中,最后向所述成型空间中注入混合树脂材料。具体地,如图3所示,所述上盖板22上设有与所述成型空间连通的注塑入口25,所述混合树脂材料可从此注塑入口25注入所述成型空间中。
38.图3所示的凹凸结构37设置在背模板24上,与上盖板22分离处理是为了方便更换,注塑出不同厚度和凹凸结构37的树脂门板1,且注塑模具上应设置吊环和把手,方便固化处理和脱模操作。注塑模具内部还可设置加热线圈、温度传感器,进一步提高固化效率。
39.基于所述紧固件主要用于与外界连接件75连接,所以具体所述紧固件的布置位置可以根据安装需要设定。比如,在一些实施例中,多个所述紧固件沿所述树脂门板1的边缘依次间隔布置。
40.具体地,所述紧固件包括螺母71和/或螺丝72。
41.当所述紧固件包括所述螺丝72时,所述螺丝可一部分位于所述树脂门板1 中,另一部分位于所述树脂门板1外。
42.在实施例一中,进一步地,如图2所示,所述加强组件3包括金属架31,所述金属架31一体成型在所述树脂门板1内。
43.在实施例二中,如图3所示,所述加强组件3包括第一金属架、第二金属架和滤网32。所述滤网32钩夹在所述第一金属架与所述第二金属架之间的挂钩 33上。所述第一金属
架、所述第二金属架和所述滤网32均一体成型在所述树脂门板1内。
44.在实施例三中,进一步可选地,如图2和图4所示,所述加强组件3包括金属架31和滤网32,所述金属架31与所述滤网32层叠连接布置,且两者均一体成型在所述树脂门板1中。
45.具体地,在一些实施例中,所述滤网32包括滤材滤网。所述滤网可以由铝材滤网、或织网材料、或包装材料制成,例如三色布材料。
46.如图4所示,所述加强组件包括金属架31,所述金属架31包括交错布置的横向加强筋和纵向加强筋,也可以在上下端各有一块金属角铁材料,构成所述第一金属架、所述第二金属架。
47.在实施例四中,具体地,所述树脂门板1为包括50%~90%环氧树脂、1%~30%功能粉和3%~30%固化剂的门板。其中功能粉包括能够改变所述树脂门板1的颜色、透明度、耐磨性或阻燃性的添加剂。优选的是,用于树脂门板正面的颜色应为标准色调,方便现场喷漆维修。
48.在具有观光要求,或者具有透光要求的场合,可以将所述树脂门板1设计为透明门板,混合树脂材料以pmma(polymethyl methacrylate)材料为主。
49.在实施例五中,进一步地,所述树脂门板1包括装饰区5;所述装饰区5的图案或颜色与所述树脂门板1其他区域不同,所述装饰区5分为至少两块不同颜色区域,且不同颜色区域之间设有隔挡52,所述装饰区5的形状与目标图案一致。
50.如图5所示,装饰区5包括深色隔挡52。具体地,所述隔挡52可以由塑料薄膜、dmd纸或金属丝带等构成。所述隔挡52将装饰区分为多个不同色块区的图案,不同色块区所采用的颜色不同。例如,如图5所示,所述装饰区5分为四个不同颜色区域,分别为第一色块26、第二色块27、第三色块28和第四色块29,固化成为装饰区5后,具有装饰图案艳丽和耐磨的效果。
51.所述装饰区5选用由装饰纸、或花纹纸、或印花丝巾、或陶瓷图案、或墙纸、或饰品、或印花布料材料构成。
52.在实施例六中,进一步地,所述树脂门板1中还设有发光模块4;所述发光模块包括多个led42和用于控制所述led42发光的控制单元,多个所述led42 按照目标图案的形状排布,当所述led42点亮时,呈现发光或遮光目标图案。
53.具体地,所述控制单元包括与所述led42电性连接的感应天线41和整流器 43,所述感应天线41由铝材漆包线,或镀锡铜材漆包线,或镀锡金属漆包线构成。
54.进一步地,所述发光模块4还具有指示标志,通过控制所述发光模块4切换亮/暗,从而对应指示标志显示,达到提示作用。
55.如图6和图7所示,所述发光模块4包括有机玻璃63和相互电性连接的感应天线41、整流器43、多个led42、电容44和自恢复保险丝45。所述led42 设置在所述有机玻璃63上,感应天线41缠绕在有机玻璃63的线槽64内,其它电容44、自恢复保险丝45、整流器43等电子元件贴装隐藏在图案片铝片背后,与图案片组成装饰图案。其中感应天线41由铝材漆包线,镀锡铜材漆包线,或镀锡金属漆包线构成。
56.其使用方法是,在轿门处设置发射电路48,当轿厢平层时,轿门处设置发射电路48贴近所述设置有发光模块的厅门,发射电路48的振荡发生器49产生高频电压,经过放大后
在天线发射,发光模块4的感应天线41感应电磁波产生电压,通过整流器43产生电压,驱动led42发光,由铝片遮光构成显示图案。
57.进一步地,所述发光模块4在图6基础上,假如不设置感应天线41、整流器43、led42等电子元件,也可将图案片变更为由萤光粉材料、铝材或镀锡材料构成,其中萤光粉、或铝材、或镀锡材料构成装饰图案。其使用方法是,在轿门处设置紫外线led,当轿厢平层时,轿门处设置紫外线led贴近所述设置有发光模块的厅门,紫外线led驱动萤光粉发光,使图案片显示图案。
58.在实施例七中,所述树脂门板1的表面设有耐磨层6,进一步提升所述厅门的使用寿命。所述耐磨层可以由钢化玻璃、或印花玻璃、或有机玻璃、或陶瓷构成。
59.在实施例八中,所述树脂门板1的背面或边缘具有耐火材料。
60.具体在成型过程中,所述耐磨层6、装饰区5、发光模块4和耐火材料等可以先放置在注塑模具的成型空间中内,然后在所述成型空间中注入混合树脂材料。
61.一种电梯,包括上述的厅门。
62.通过采用上述任一实施例中所述的厅门,在树脂门板1内一体成型有所述加强组件3和多个所述紧固件,从而使得所述厅门具有一定的强度,且质量较轻,降低制造成本。具体在装配时,用于固定厅门的连接件75与所述紧固件紧固在一起,然后将厅门装配在目标位置。
63.所述树脂门板1的制作方法是,确定树脂门板1内部空间结构后开模注塑。
64.具体的是,确定一对树脂门板1的性能、尺寸、装饰图案的内容和具体实施方式、安装紧固件内容和位置;设置内部加强组件3和紧固件的连接、树脂门板1厚度和凹凸结构37尺寸;确定制作装饰区5、发光模块4的方案;设置耐磨层6、装饰区5、发光模块4、加强组件3之间的相互连接方式;确定各层混合树脂材料的比例;设置边框的紧固件和门锁孔73位置;最后设置对应注塑模具,其中配套不同规格的背模板可以注塑不同型号的树脂门板。
65.预处理工序是,制作装饰区5、发光模块4、门锁孔73;耐磨层6和装饰区 5的连接;加强组件3和紧固件的连接;发光模块4的定位;其中,门锁孔73 可在树脂门板1脱模后加工处理,或在注塑前完成;
66.固定底板和四边边框内部应涂抹脱模剂,使用垫块放置顺序:耐磨层6、装饰区5、发光模块4、加强组件3和耐火材料,最后边框放置紧固件。
67.先注入树脂门板1正面不同比例的混合树脂材料,按工艺再注入树脂门板1 中层的混合树脂材料,最后加固背模板24和上盖板22。
68.注塑后,密封注塑模具抽真空加热固化,保持一定工艺条件和时间后成形脱模。
69.优选的是,树脂门板1正面含耐磨层6和装饰区5,通过清洗、干燥处理后胶粘合连接;树脂门板1上下端的加强组件3和紧固件紧密机械连接,优选用机械焊接工艺;其中发光模块4作为定位,可与加强组件3的筛网连接,也可以胶粘在装饰区5后面;耐火材料和加强组件3机械连接采用胶粘合连接工艺;垫块是对内部零件在注塑前保证空间位置的辅助件。
70.其中,在注塑模具内涂抹脱模剂、设置紧固件、抽真空、加热固化工艺、脱模等制作工序都是借鉴化工产品成熟的技术,在此不再复述。
71.进一步地,如图1所示,所述树脂门板1中还可设置门锁固定螺母74,用于固定门锁。
72.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
73.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1