一种卷烟空箱防堆叠输送线的制作方法
1.本实用新型涉及烟草运输领域,具体涉及一种卷烟空箱防堆叠输送线。
背景技术:
2.卷烟分拣中,会实时补烟进入烟仓,空的卷烟包装箱也需要实时处理。在规模庞大的卷烟分拣中,产生空烟箱的点较为分散,造成了回收不便。所以,在产线设计之初,一般会考虑布置一条或者多条空烟箱输送线,将空烟箱集中输送到特定回收点。空箱输送线一般位于钢平台下方。然而,多条空箱输送线的存在,必然会有一个或者多个汇聚点。在汇聚点位置,如果多个空箱同时到达汇聚,那么就会产生堆叠,进而发生拥堵,甚至造成堵停。因此,一般会在每个汇聚点安排一个人工,在即将发生拥堵时,手动处理这些空烟箱。这种人工处理的方式不仅浪费人力资源,而且人工的工作量不够饱和,更多的属于无效劳动时间。
技术实现要素:
3.为解决背景技术中人工处理空箱的方式造成人力资源浪费的问题,本实用新型提供了一种卷烟空箱防堆叠输送线,具体技术方案如下。
4.一种卷烟空箱防堆叠输送线,包括第一空箱输送线、第二空箱输送线、第三空箱输送线和回收站台;所述第一空箱输送线与第二空箱输送线首尾相接且第一空箱输送线位于第二空箱输送线的上游,所述回收站台位于所述第二空箱输送线的下游;所述第三空箱输送线与所述第二空箱输送线垂直且相交于第二空箱输送线的上游端;所述第一空箱输送线上设有用于使空箱向远离第三空箱输送线一侧贴靠的斜靠式动力滚筒输送线;所述第三空箱输送线上设有用于使空箱向靠近回收站台一侧贴靠的斜靠式动力滚筒输送线。
5.由于空箱输送线宽度一般有1.5米,这个宽度足够两个并排通过,因此通过斜靠式动力滚筒输送线使得第一空箱输送线和第三空箱输送线上的空箱分别向两边贴靠,这样一来当第一空箱输送线上的空箱与第三空箱输送线上的空箱在第二空箱输送线的上游端汇集时,两个空箱可以并排通过而不会发生堆叠和堵塞。斜靠式动力滚筒输送线为现有技术,可参考公告号为cn203229197u的中国实用新型专利《斜靠式动力滚筒》。
6.优选地,所述第二空箱输送线为传送带输送线。
7.为了使第三空箱输送线上的空箱到达汇集处时更容易转弯,优选地,所述第三空箱输送线与所述第二空箱输送线的相交处的内角为圆弧形。
8.优选地,所述第一空箱输送线的上半游部分为所述斜靠式动力滚筒输送线,下半游部分为传送带输送线;所述第三空箱输送线的上半游部分为所述斜靠式动力滚筒输送线,下半游部分为传送带输送线。
9.优选地,所述第一空箱输送线的上半游部分为传送带输送线,下半游部分为所述斜靠式动力滚筒输送线;所述第三空箱输送线的上半游部分为传送带输送线,下半游部分为所述斜靠式动力滚筒输送线。
10.优选地,所述第一空箱输送线和所述第三空箱输送线全程均为所述斜靠式动力滚
筒输送线。
11.由于采用了以上技术方案,与现有技术相比较,本实用新型通过斜靠式动力滚筒输送线使得第一空箱输送线和第三空箱输送线上的空箱分别向两边贴靠,这样一来当第一空箱输送线上的空箱与第三空箱输送线上的空箱在第二空箱输送线的上游端汇集时,两个空箱可以并排通过而不会发生堆叠和堵塞。
附图说明
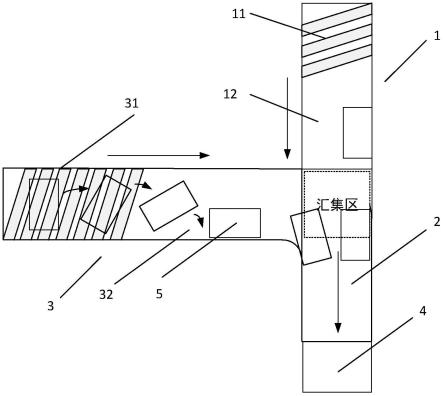
12.图1为本实用新型实施例1的结构示意图;
13.图2为空箱的受力分析示意图;
14.图3为本实用新型实施例2的结构示意图。
具体实施方式
15.下面结合附图对本实用新型作进一步详细描述。
16.实施例1
17.参见图1,一种卷烟空箱防堆叠输送线,包括第一空箱输送1线、第二空箱输送线2、第三空箱输送线3和回收站台4。所述第一空箱输送线1与第二空箱输送线2首尾相接且第一空箱输送线1位于第二空箱输送线2的上游,所述回收站台4位于所述第二空箱输送线2的下游。所述第三空箱输送线3与所述第二空箱输送线2垂直且相交于第二空箱输送线2的上游端(图中汇集区)。
18.所述第一空箱输送线1的上半游部分为用于使空箱5向远离第三空箱输送线3一侧贴靠的斜靠式动力滚筒输送线11,下半游部分为传送带输送线12。所述第二空箱输送线2为传送带输送线。所述第三空箱输送线3的上半游部分为用于使空箱5向靠近回收站台4一侧贴靠的斜靠式动力滚筒输送线31,下半游部分为传送带输送线32。所述第三空箱输送线3与所述第二空箱输送线2的相交处的内角为圆弧形。
19.如图2所示,通过受力分析可知,位于第三空箱输送线3上斜靠式动力滚筒输送线11上的空箱5受到水平方向和垂直方向两个分力,其中水平方向的分力使空箱5沿输送方向运动,而垂直方向的分力则使空箱5向靠近回收站台4一侧贴靠。
20.工作时,如图1所示,位于第一空箱输送线1的上半游部分的斜靠式动力滚筒输送线11使第一空箱输送线1上的空箱5向远离第三空箱输送线3一侧贴靠,位于第三空箱输送线3的上半游部分的斜靠式动力滚筒输送线31使空箱5向靠近回收站台4一侧贴靠,当第三空箱输送线3上的空箱5运动至汇集区时,由于空箱5的箱头刚入交汇处时,因为进入的区域不多,汇集区输送皮带对空箱5产生的摩擦力较小。这时,以水平输送的力量为主。当空箱5进入汇集区差不多一般烟箱长度的时候,由于汇集区皮带的摩擦力是阻止汇集区水平进入的,相较于空箱5刚进入汇集区的时候,水平速度有所减少。这时垂直的摩擦力较大,可以使汇集区迅速实现转弯。当空箱5的尾部进入汇集区时,水平速度将更小,空箱5垂直速度可以使空箱5尾部拖尾进入汇集区,以此实现垂直转弯。转弯后的空箱5与第一空箱输送线1输送过来的空箱5并排经第二空箱输送线2被运送至回收站台4,不会发生堆叠和堵塞。
21.实施例2
22.参见图3,一种卷烟空箱防堆叠输送线,本实施例与实施例1基本一致,区别仅在于
第一空箱输送线1的全程均为所述斜靠式动力滚筒输送线11,第三空箱输送线3全程均为斜靠式动力滚筒输送线31。
23.当然,也可以是第一空箱输送线的上半游部分为传送带输送线,下半游部分为所述斜靠式动力滚筒输送线,所述第三空箱输送线的上半游部分为传送带输送线,下半游部分为所述斜靠式动力滚筒输送线。
24.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
技术特征:
1.一种卷烟空箱防堆叠输送线,包括第一空箱输送线、第二空箱输送线、第三空箱输送线和回收站台;所述第一空箱输送线与第二空箱输送线首尾相接且第一空箱输送线位于第二空箱输送线的上游,所述回收站台位于所述第二空箱输送线的下游;所述第三空箱输送线与所述第二空箱输送线垂直且相交于第二空箱输送线的上游端;其特征在于:所述第一空箱输送线上设有用于使空箱向远离第三空箱输送线一侧贴靠的斜靠式动力滚筒输送线;所述第三空箱输送线上设有用于使空箱向靠近回收站台一侧贴靠的斜靠式动力滚筒输送线。2.根据权利要求1所述的卷烟空箱防堆叠输送线,其特征在于:所述第二空箱输送线为传送带输送线。3.根据权利要求2所述的卷烟空箱防堆叠输送线,其特征在于:所述第三空箱输送线与所述第二空箱输送线的相交处的内角为圆弧形。4.根据权利要求1-3任一项所述的卷烟空箱防堆叠输送线,其特征在于:所述第一空箱输送线的上半游部分为所述斜靠式动力滚筒输送线,下半游部分为传送带输送线;所述第三空箱输送线的上半游部分为所述斜靠式动力滚筒输送线,下半游部分为传送带输送线。5.根据权利要求1-3任一项所述的卷烟空箱防堆叠输送线,其特征在于:所述第一空箱输送线的上半游部分为传送带输送线,下半游部分为所述斜靠式动力滚筒输送线;所述第三空箱输送线的上半游部分为传送带输送线,下半游部分为所述斜靠式动力滚筒输送线。6.根据权利要求1-3任一项所述的卷烟空箱防堆叠输送线,其特征在于:所述第一空箱输送线和所述第三空箱输送线全程均为所述斜靠式动力滚筒输送线。
技术总结
本实用新型公开了一种卷烟空箱防堆叠输送线,包括第一空箱输送线、第二空箱输送线、第三空箱输送线和回收站台;第三空箱输送线与第二空箱输送线垂直且相交于第二空箱输送线的上游端;第一空箱输送线上设有用于使空箱向远离第三空箱输送线一侧贴靠的斜靠式动力滚筒输送线;第三空箱输送线上设有用于使空箱向靠近回收站台一侧贴靠的斜靠式动力滚筒输送线。由于采用了上述技术方案,与现有技术相比,本实用新型通过斜靠式动力滚筒输送线使得第一空箱输送线和第三空箱输送线上的空箱分别向两边贴靠,这样一来当第一空箱输送线上的空箱与第三空箱输送线上的空箱在第二空箱输送线的上游端汇集时,两个空箱可以并排通过而不会发生堆叠和堵塞。发生堆叠和堵塞。发生堆叠和堵塞。
技术研发人员:钟亮 陈超艳 彭云俊 母婷婷
受保护的技术使用者:湖南省烟草公司衡阳市公司
技术研发日:2022.04.13
技术公布日:2022/8/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1