自动贴屏机的制作方法
1.本实用新型涉及贴屏设备技术领域,尤其是涉及一种自动贴屏机。
背景技术:
2.随着科技的发展,车辆的应用越来越广泛,车载屏幕的尺寸也越来越大。车载屏幕通常配合旋转支架或旋转轴,通过折叠方式内嵌于车辆中控中,这样车载屏幕的底壳通常会带有旋转轴等不规则部件,并且尺寸较大,组装难度较大。
3.在现有技术中,通过人工和治具对屏幕和底壳进行定位贴合,这样无法精确控制屏幕和底壳边缘之间的间隙,车载屏幕的品质一致性也无法得到保证。
技术实现要素:
4.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出了一种自动贴屏机,该自动贴屏机可以使屏幕和底壳之间对位更加精确,可靠性更高。
5.根据本实用新型实施例的自动贴屏机,包括:机体;载具,所述载具可滑动地设置于所述机体且包括底壳固定部和屏幕固定部,所述屏幕固定部设置于所述底壳固定部上,所述底壳固定部用于安装产品底壳且所述屏幕固定部用于安装屏幕;屏幕吸附组件,所述屏幕吸附组件可活动地设置于所述机体且与所述屏幕固定部相对应,以用于吸附所述屏幕;相机组件,所述相机组件设置于所述机体,所述相机组件位于所述载具的上方且包括底壳打光件和对位相机件,所述底壳打光件设置于所述对位相机件,所述底壳打光件选择性地与所述底壳固定部的端角相对应;以及屏幕打光组件,所述屏幕打光组件设置于所述机体且位于所述相机组件和所述载具之间,所述屏幕打光组件与所述屏幕固定部的端角选择性地相对应。
6.由此,通过设置载具分别固定产品底壳和屏幕,并带动产品底壳和屏幕移动至自动贴屏机的贴合位,使屏幕打光组件对屏幕进行打光,这样可以提升相机组件抓取屏幕边缘的准确性,控制屏幕和产品底壳边缘的间隙,可以使屏幕和产品底壳贴合地更加精确,可以提升产品品质的一致性。
7.根据本实用新型的一些实施例,所述屏幕打光组件包括多个屏幕打光件,多个所述屏幕打光件与所述屏幕的多个端角一一对应设置。
8.根据本实用新型的一些实施例,所述屏幕固定部和所述底壳固定部均呈矩形,所述屏幕打光件为四个,四个所述屏幕打光件与所述屏幕固定部的四个端角相对应。
9.根据本实用新型的一些实施例,多个所述屏幕打光件之间形成有避让平面,所述避让平面与所述屏幕固定部相互对应,所述避让平面避让所述屏幕吸附组件。
10.根据本实用新型的一些实施例,所述屏幕打光件包括支架和打光件,所述支架对应设置于所述屏幕固定部端角的外侧,所述打光件可伸缩地设置于所述支架,所述打光件从所述支架伸出时,所述打光件朝向上方出光且与所述相机组件相对应。
11.根据本实用新型的一些实施例,所述支架上设置有安装座,所述安装座上设置有
第一驱动件,所述第一驱动件与所述打光件传动连接。
12.根据本实用新型的一些实施例,所述屏幕吸附组件包括升降器和吸附件,所述升降器可升降地设置于所述机体,所述吸附件设置于所述升降器,所述吸附件包括吸盘部和转轴部,所述转轴部可转动地设置于所述升降器,所述吸盘部设置于所述转轴部,所述吸盘部用于吸附所述屏幕,以使所述屏幕的端角和所述产品底壳的端角相互错位。
13.根据本实用新型的一些实施例,所述载具包括固定座和固定夹,所述底壳固定部设置于所述固定座,所述屏幕固定部设置于所述固定夹,所述固定夹可移动地设置于所述固定座的两侧,以使所述屏幕固定部选择性地固定所述屏幕。
14.根据本实用新型的一些实施例,所述固定座和所述固定夹中的一个设置有第一滑动部,另一个设置有第二滑动部,所述第一滑动部和所述第二滑动部滑动配合,所述固定座内设置有第二驱动件,所述第二驱动件驱动所述固定座两侧的所述固定夹移动。
15.根据本实用新型的一些实施例,所述机体上设置有第一滑轨和第二滑轨,所述第一滑轨在第一方向上延伸设置,所述第二滑轨设置于所述第一滑轨的上方且在第二方向上延伸设置,所述相机组件和所述屏幕吸附组件可滑动地设置于所述第二滑轨,所述第一滑轨、所述载具和所述屏幕打光组件均为多个,多个所述第一滑轨在第二方向上间隔设置,多个所述载具和多个所述第一滑轨一一对应设置,多个所述屏幕打光组件与多个所述第一滑轨一一对应设置,所述第一方向和所述第二方向相互垂直。
16.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
17.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
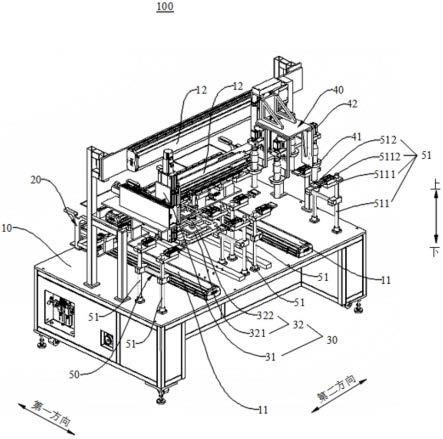
18.图1是根据本实用新型实施例的自动贴屏机的示意图;
19.图2是根据本实用新型实施例的自动贴屏机的示意图;
20.图3是根据本实用新型实施例的自动贴屏机的局部示意图;
21.图4是根据本实用新型实施例的自动贴屏机的局部示意图;
22.图5是根据本实用新型实施例的载具的示意图。
23.附图标记:
24.100、自动贴屏机;
25.10、机体;11、第一滑轨;12、第二滑轨;
26.20、载具;21、固定座;211、底壳固定部;212、第一滑动部;213、第二驱动件;22、固定夹;221、屏幕固定部;222、第二滑动部;
27.30、屏幕吸附组件;31、升降器;32、吸附件;321、吸盘部;322、转轴部;
28.40、相机组件;41、底壳打光件;42、对位相机件;
29.50、屏幕打光组件;51、屏幕打光件;511、支架;5111、安装座;5112、第一驱动件;512、打光件;
30.200、屏幕;300、产品底壳。
具体实施方式
31.下面详细描述本实用新型的实施例,参考附图描述的实施例是示例性的,下面详细描述本实用新型的实施例。
32.下面参考图1-图5描述根据本实用新型实施例的自动贴屏机100。
33.结合图1-图4所示,根据本实用新型实施例的自动贴屏机100可以主要包括:机体10、载具20、屏幕吸附组件30、相机组件40和屏幕打光组件50。其中,载具20可滑动地设置于机体10,并且可以主要包括底壳固定部211和屏幕固定部221,屏幕固定部221设置于底壳固定部211上,底壳固定部211用于安装产品底壳300,并且屏幕固定部221用于安装屏幕200,屏幕吸附组件30可活动地设置于机体10,并且与屏幕固定部221相对应,以用于吸附屏幕200。
34.具体地,当用户使用自动贴屏机100以将屏幕200贴设于产品底壳300上时,首先可以将产品底壳300设置于载具20的底壳固定部211上,将屏幕200设置于载具20的屏幕固定部221上,通过将载具20可滑动地设置于机体10上,载具20可以带动产品底壳300和屏幕200移动至自动贴屏机100的贴合位,然后使屏幕吸附组件30活动至与屏幕固定部221相对应的位置,屏幕吸附组件30可以吸附屏幕固定部221上的屏幕200,通过操作屏幕吸附组件30,使屏幕200相对产品底壳300运动,可以实现屏幕200和产品底壳300之间的贴合,保证产品的正常使用。
35.结合图1-图4所示,相机组件40设置于机体10,相机组件40位于载具20的上方,并且可以主要包括底壳打光件41和对位相机件42,底壳打光件41设置于对位相机件42,底壳打光件41选择性地与底壳固定部211的端角相对应,屏幕打光组件50设置于机体10,并且位于相机组件40和载具20之间,屏幕打光组件50与屏幕固定部221的端角选择性地相对应。
36.具体地,在屏幕吸附组件30将屏幕200吸附,并且人工撕除屏幕200的贴合面离型纸,将屏幕200上的两根排线上的插头插入产品底壳300上的主板接口后,相机组件40可以对应移动至载具20的上方,屏幕打光组件50对应位于相机组件40和载具20之间,这样屏幕打光组件50可以对被屏幕吸附组件30吸附的屏幕200进行打光,辅助对位相机件42抓取屏幕200的边缘,从而可以提升对位相机件42抓取屏幕200边缘的准确性和可靠性,并且底壳打光件41可以对产品底壳300进行打光,辅助对应相机抓取产品底壳300边缘,从而可以提升对位相机件42抓取产品底壳300边缘的准确性和可靠性,进而可以根据对位相机件42的检测数据,控制屏幕200和产品底壳300处于正确的贴合位置,控制屏幕200和产品底壳300之间边缘的间隙,提升屏幕200和产品底壳300之间贴合的精度和准确性,提升产品品质的一致性。
37.由此,通过设置载具20分别固定产品底壳300和屏幕200,并带动产品底壳300和屏幕200移动至自动贴屏机100的贴合位,使屏幕打光组件50对屏幕200进行打光,这样可以提升相机组件40抓取屏幕200边缘的准确性,控制屏幕200和产品底壳300边缘的间隙,可以使屏幕200和产品底壳300贴合地更加精确,可以提升产品品质的一致性。
38.结合图2-图5所示,屏幕打光组件50可以主要包括多个屏幕打光件51,多个屏幕打光件51与屏幕200的多个端角一一对应设置。具体地,将多个屏幕打光件51与屏幕200的多个端角一一对应设置,这样多个屏幕打光件51可以对屏幕200的多个端角对应进行打光,将屏幕打光件51的光线集中至屏幕200的多个端角处,从而辅助对位相机件42对屏幕200多个
端角的数据的采集,使对位相机件42可以根据准确地抓取屏幕200的边缘,进而可以精确控制屏幕200边缘和产品底壳300边缘之间的间隙,使屏幕200和产品底壳300之间的贴合位置更加准确,提升产品的品质,并且可以提升自动贴屏机100的可靠性。
39.结合图3-图5所示,屏幕固定部221和底壳固定部211均呈矩形,屏幕打光件51为四个,四个屏幕打光件51与屏幕固定部221的四个端角相对应。具体地,屏幕200和产品底壳300均呈矩形,通过将屏幕固定部221和底壳固定部211均设计为矩形,可以使屏幕固定部221和底壳固定部211顺应屏幕200和产品底壳300的结构,从而可以在保证屏幕固定部221和底壳固定部211可以分别将屏幕200和产品底壳300进行固定的前提下,提升屏幕固定部221和底壳固定部211的结构紧凑性,提升载具20的结构紧凑性。
40.进一步地,将屏幕打光件51设置为四个,四个屏幕打光件51与屏幕固定部221的四个端角相对应,这样可以在屏幕200被屏幕吸附组件30吸附后,四个屏幕打光件51可以分别对屏幕200的四个端角进行打光照亮,从而辅助对位相机件42对屏幕200的四个端角数据的采集,提升对位相机件42抓取屏幕200边缘的准确性和可靠性。
41.进一步地,结合图3所示,多个屏幕打光件51之间形成有避让平面,避让平面与屏幕固定部221相互对应,避让平面避让屏幕吸附组件30。具体地,在载具20带动屏幕200和产品底壳300移动至自动贴屏机100的贴合位后,多个屏幕打光件51位于载具20的上方,通过在多个屏幕打光件51之间形成避让平面,避让平面和屏幕固定部221相互对应,这样屏幕吸附组件30可以经过避让,将屏幕固定部221上的屏幕200吸附,避让平面对应避让屏幕吸附组件30的活动,从而可以防止多个屏幕打光件51阻碍屏幕吸附组件30的活动,防止屏幕打光件51和屏幕吸附组件30以及屏幕200之间发生碰撞,进而可以保证多个屏幕打光件51和屏幕吸附组件30以及屏幕200的结构稳定性,保证自动贴屏机100的正常工作,提升自动贴屏机100的可靠性。
42.结合图3和图4所示,屏幕打光件51可以包括支架511和打光件512,支架511对应设置于屏幕固定部221端角的外侧,打光件512可伸缩地设置于支架511,打光件512从支架511伸出时,打光件512朝向上方出光,并且与相机组件40相对应。具体地,在载具20将屏幕200带动至贴合位后,屏幕打光件51的支架511对应位于屏幕固定部221端角的外侧,将打光件512设置于支架511上,这样支架511可以对打光件512起到支撑作用,保证打光件512位于合适的高度。
43.进一步地,将打光件512可伸缩地设置于支架511上,首先打光件512可以缩于支架511上,对应避让屏幕吸附组件30的活动,方便屏幕吸附组件30将屏幕200吸附并移动至一定位置,然后打光件512可以从支架511伸出,打光件512朝向上方出光,这样打光件512可以从下向上对屏幕200的端角进行打光,辅助对应的相机组件40对屏幕200的端角进行数据采集,提升对位相机件42抓取屏幕200的边缘的准确性,最后打光件512可以缩回支架511,从而通过将打光件512选择性地伸出或缩回支架511,不仅可以保证打光件512对屏幕200的端角的打光,提升对位相机件42抓取屏幕200边缘的准确性,而且可以在除对屏幕200进行打光之外的其他工作下,及时缩回至支架511,防止对自动贴屏机100的其他工作造成影响,进而可以保证自动贴屏机100的正常工作。
44.结合图3所示,支架511上设置有安装座5111,安装座5111上设置有第一驱动件5112,第一驱动件5112与打光件512传动连接。具体地,在支架511上设置安装座5111,安装
座5111上设置第一驱动件5112,通过将第一驱动件5112与打光件512传动连接,可以驱动打光件512伸出或缩回支架511,从而可以实现打光件512可伸缩地设置于支架511上,使打光件512相对支架511的选择性伸缩更加简单可靠,可以优化屏幕打光件51的结构设计,可以提升自动贴屏机100的可靠性和稳定性。需要说明的是,第一驱动件5112可以为气缸。
45.结合图3和图4所示,屏幕吸附组件30可以主要包括升降器31和吸附件32,升降器31可升降地设置于机体10,吸附件32设置于升降器31,吸附件32可以主要包括吸盘部321和转轴部322,转轴部322可转动地设置于升降器31,吸盘部321设置于转轴部322,吸盘部321用于吸附屏幕200,以使屏幕200的端角和产品底壳300的端角相互错位。
46.具体地,将升降器31可升降地设置于机体10,转轴部322可转动地设置于升降器31,并且吸盘部321设置于转轴部322,这样升降器31可以带动吸盘部321靠近屏幕200,从而方便吸盘部321吸附屏幕200,以及带动屏幕200上升或下降,转轴部322可以带动吸盘部321上的屏幕200转动,从而不仅可以在对位相机件42抓取屏幕200的边缘后,使屏幕200的端角和产品底壳300的端角相互错位,使相机组件40上的底壳打光件41对产品底壳300的端角进行打光,使对位相机件42进一步地抓取产品底壳300的边缘,防止屏幕200对底壳组件造成遮挡,影响底壳打光件41对产品底壳300的打光以及对位相机件42对产品底壳300边缘的抓取,进而可以通过对位相机件42采集的屏幕200边缘和产品底壳300边缘的数据,使转轴部322带动吸盘部321上的屏幕200转动,并且控制产品底壳300和屏幕200边缘之间的间隙,使吸盘上的屏幕200和产品底壳300处于正确的贴合位,使升降器31带动吸盘部321上的屏幕200下降,完成屏幕200和产品底壳300的贴合。
47.结合图5所示,载具20可以主要包括固定座21和固定夹22,底壳固定部211设置于固定座21,屏幕固定部221设置于固定夹22,固定夹22可移动地设置于固定座21的两侧,以使屏幕固定部221选择性地固定屏幕200。具体地,底壳固定部211设置于固定座21,屏幕固定部221设置于固定夹22,通过将固定夹22可移动地设置于固定座21的两侧,不仅可以使固定夹22相互靠近,使屏幕固定部221固定屏幕200,并跟随载具20移动至贴合位,而且可以使固定夹22相互远离,在屏幕吸附组件30吸附屏幕200后接触屏幕固定部221对屏幕200的固定,使屏幕吸附组件30可以控制屏幕200的上升和下降,从而可以实现屏幕固定部221对屏幕200的选择性固定,保证自动贴屏机100的正常工作。
48.进一步地,固定座21和固定夹22中的一个设置有第一滑动部212,另一个设置有第二滑动部222,第一滑动部212和第二滑动部222滑动配合,固定座21内设置有第二驱动件213,第二驱动件213驱动固定座21两侧的固定夹22移动。具体地,在固定座21和固定夹22中的一个设置第一滑动部212,另一个设置第二滑动部222,并且在固定座21内设置第二驱动件213,这样第二驱动件213可以驱动固定座21两侧的固定夹22,使第一滑动部212相对第二滑动部222运动,从而可以实现固定夹22相对固定座21两侧的可移动设置,可以使固定夹22相对固定座21两侧的可移动设置更加简单可靠,提升自动贴屏机100的可靠性。需要说明的是,第二驱动件213可以为气缸。
49.结合图1-图4所示,机体10上设置有第一滑轨11和第二滑轨12,第一滑轨11在第一方向上延伸设置,第二滑轨12设置于第一滑轨11的上方,并且在第二方向上延伸设置,相机组件40和屏幕吸附组件30可滑动地设置于第二滑轨12,第一滑轨11、载具20和屏幕打光组件50均为多个,多个第一滑轨11在第二方向上间隔设置,多个载具20和多个第一滑轨11一
一对应设置,多个屏幕打光组件50与多个第一滑轨11一一对应设置,第一方向和第二方向相互垂直。
50.具体地,将第一滑轨11在第一方向上延伸设置,并且第一滑轨11、载具20和屏幕打光组件50均为多个,多个载具20和多个屏幕打光组件50均与多个第一滑轨11一一对应,从而可以构成多个工位,对应的载具20可以带动屏幕200和产品底壳300在第一滑轨11上滑动,并进一步地移动至贴合位,对应的屏幕打光组件50可以对屏幕200进行打光。
51.进一步地,将第二滑轨12设置于第一滑轨11的上方,第二滑轨12在第二方向上延伸设置,并且第一方向和第二方向相互垂直,这样可以通过将相机组件40和屏幕吸附组件30可滑动地设置于第二滑轨12,使相机组件40和屏幕吸附组件30可以选择性地滑动至多个第一滑轨11中的任意一个的上方,从而对该工位上的屏幕200进行吸附、对位和贴合操作,并且在将屏幕200准确贴合在产品底壳300上后,再移动至另一工位,进而可以提升自动贴屏机100的工作效率。
52.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
53.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。
54.尽管已经示出和描述了本实用新型的实施例,本领域的普通技术人员可以理解:在不脱离本实用新型的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1