米字型动感平台的制作方法
1.本实用新型是米字型动感平台,属于动感平台技术领域。
背景技术:
2.现在动感平台,一般采用三组支撑结构来进行托举,并利用控制系统来使支撑结构发生运动来实现动感平台升降,而支撑结构会利用铰链件与动感平台连接,动感平台外观一般呈“米”字型、网格型等,现有技术中米字型动感平台一般会采用螺栓与螺母配合来对铰链件进行紧固安装,但是螺栓与螺母易发生滑丝等现象,致使螺栓与螺母之间拆卸较为困难,会影响维护和检修作业,因此需要设计米字型动感平台来解决上述问题。
技术实现要素:
3.针对现有技术存在的不足,本实用新型目的是提供米字型动感平台,以解决上述背景技术中提出的问题,本实用新型达到矩形框与加强架之间的便捷拆卸目的,便于维护和检修。
4.为了实现上述目的,本实用新型是通过如下的技术方案来实现:米字型动感平台,包括外框以及固定在外框内的加强架,所述加强架外观呈“米”字型,所述加强架上端等距开设呈圆形布置的多个第一凹槽,所述第一凹槽上端设置用于安装铰接件的矩形框且矩形框延伸至第一凹槽内部底端,所述加强架下端等距加工呈圆形布置的多个第二凹槽且第二凹槽设置在第一凹槽正下方,所述第二凹槽内设置直板,所述矩形框上端对称安装两个紧固螺栓的螺帽部,所述紧固螺栓的杆部穿过矩形框、加强架以及直板并与螺母螺纹连接。
5.进一步地,所述矩形框相对两个侧端下侧边缘位置均对称固定两个滑条,所述第一凹槽相对两个侧壁均对称连通两个卡槽且卡槽开设在加强架上,所述卡槽内设置滑条。
6.进一步地,所述矩形框与滑条呈一体化成型结构。
7.进一步地,所述矩形框内部中间位置安装矩形壳且矩形壳处在两个紧固螺栓之间,所述矩形壳内部长度方向的一个侧壁安装电磁铁,所述矩形壳内部长度方向的另一个侧壁设置直筒,所述直筒背离矩形壳内壁一端设置电磁铁,所述直筒内滑动连接活塞,所述活塞面向电磁铁一端中间安装磁块且磁块与电磁铁相互排斥布置,所述矩形壳远离电磁铁一端安装带单向阀的气管且气管与直筒连通布置,所述气管背离矩形壳一端延伸出矩形框朝外侧且气管出口朝向矩形框上安装的铰链件布置。
8.进一步地,所述气管背离矩形壳一端连通安装内宽外窄布置的锥形管。
9.进一步地,所述活塞背离磁块一端与矩形壳内壁之间安装弹性件且弹性件处在直筒内。
10.进一步地,所述矩形壳远离电磁铁一端安装带单向阀的辅助管且辅助管与直筒连通,所述辅助管设置在气管外侧。
11.本实用新型的有益效果:本实用新型的米字型动感平台。
12.1、先将矩形框卡入第一凹槽内,使矩形框与加强架之间定位安装,在利用紧固螺
栓将矩形框安装到加强架上,当紧固螺栓因滑丝等现象而无法拆卸时,利用矩形框的通腔可为紧固螺杆杆部提供切断空间,达到矩形框与加强架之间的便捷拆卸目的,便于维护和检修。
13.2、利用电磁铁与磁块之间的排斥力作用,使活塞沿着直筒向外移动,从而使直筒内气体进入气管内,从而进行吹灰作业,并在弹簧作用下,使活塞返回原位,并使外界气体进入直筒内,从而对直筒内进行补气作业,达到利用磁性方式来进行吹灰的目的,提升自动化,适用性高。
14.3、在活塞沿着直筒向外移动,会使直筒内气体沿着气管以及锥形管向矩形框上安装的铰链件的活动部进行吹气,达到对矩形框上铰链件的活动部进行吹灰处理的目的,提升使用寿命,有效降低噪音产生。
附图说明
15.通过阅读参照以下附图对非限制性实施例所作的详细描述,本实用新型的其它特征、目的和优点将会变得更明显:
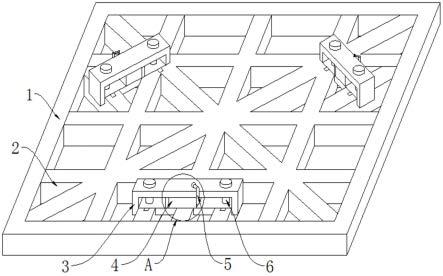
16.图1为本实用新型米字型动感平台的结构示意图;
17.图2为图1中a部放大图;
18.图3为本实用新型米字型动感平台的后视图;
19.图4为本实用新型米字型动感平台中矩形框的立体图;
20.图5为本实用新型米字型动感平台中矩形壳的剖视图。
21.图中:1-外框、2-加强架、3-矩形框、4-矩形壳、5-气管、6-紧固螺栓、7-直板、8-螺母、31-滑条、41-电磁铁、42-磁块、43-活塞、44-直筒、45-弹簧、46-辅助管、51-锥形管。
具体实施方式
22.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
23.请参阅图1和图4,本实用新型提供一种技术方案:米字型动感平台,包括外框1以及固定在外框1内的加强架2,加强架2外观呈“米”字型,外框1与加强架2会形成动感平台本体,加强架2上端等距开设呈圆形布置的多个第一凹槽,在加强架2上设置第一凹槽,使矩形框3与加强架2之间卡接,增加稳定性,第一凹槽上端设置用于安装铰接件的矩形框3且矩形框3延伸至第一凹槽内部底端,在第一凹槽上设置矩形框3,为紧固螺栓6、矩形壳4提供安装载体,矩形框3相对两个侧端下侧边缘位置均对称固定两个滑条31,第一凹槽相对两个侧壁均对称连通两个卡槽且卡槽开设在加强架2上,卡槽内设置滑条31,卡槽与滑条31配合使用,能使矩形框3与第一凹槽之间定位安装,矩形框3与滑条31呈一体化成型结构,一体化成型结构的设计,便于生产。
24.具体地,先将矩形框3卡入第一凹槽内,并使滑条31插入卡槽内,进而使矩形框3与加强架2之间定位安装,便于后续矩形框3的安装,然后利用紧固螺栓6将矩形框3安装到加强架2上,此时矩形框3的通腔会使紧固螺栓6的杆部出现一端暴露部,当紧固螺栓6因滑丝等现象而无法拆卸时,可对矩形框3内紧固螺杆的暴露部进行切断处理,达到矩形框3与加强架2之间的便捷拆卸目的,便于维护和检修。
25.如图3所示,加强架2下端等距加工呈圆形布置的多个第二凹槽且第二凹槽设置在第一凹槽正下方,在加强架2上设置第二凹槽,为直板7提供安装空间,增加直板7安装稳定性,第二凹槽内设置直板7,在第二凹槽内设置直板7,为螺母8提供安装载体,矩形框3上端对称安装两个紧固螺栓6的螺帽部,紧固螺栓6与螺母8配合使用,使矩形框3、加强架2以及直板7之间紧固安装,紧固螺栓6的杆部穿过矩形框3、加强架2以及直板7并与螺母8螺纹连接。
26.具体地,先将矩形框3安装到第一凹槽上,然后将直板7设置到第二凹槽内,然后将紧固螺栓6的杆部穿过矩形框3、加强架2以及直板7,再使紧固螺栓6与螺母8螺纹连接,从而使矩形框3、加强架2以及直板7之间紧固安装,然后将铰接件固定到矩形框3上,并使支撑结构与铰接件连接,从而对外框1与加强架2形成动感平台本体进行支撑。
27.如图1、图2和图5所示,矩形框3内部中间位置安装矩形壳4且矩形壳4处在两个紧固螺栓6之间,在矩形框3内设置矩形壳4,为直筒44、电磁铁41、气管5以及辅助管46提供安装载体,矩形壳4内部长度方向的一个侧壁安装电磁铁41,矩形壳4内部长度方向的另一个侧壁设置直筒44,在矩形壳4内设直筒44,为活塞43、磁块42以及弹性件提供安装空间,直筒44背离矩形壳4内壁一端设置电磁铁41,直筒44内滑动连接活塞43,在直筒44内设置活塞43,能向气管5内输送气体,活塞43面向电磁铁41一端中间安装磁块42且磁块42与电磁铁41相互排斥布置,磁块42与电磁铁41配合使用,能使活塞43在直筒44移动,活塞43背离磁块42一端与矩形壳4内壁之间安装弹性件且弹性件处在直筒44内,利用弹性件使活塞43返回原位,弹性件可采用弹簧45。
28.具体地,在使用时,接通电磁铁41的电路,进而使电磁铁41会产生磁场,因磁块42与电磁铁41相互排斥布置,所以电磁铁41与磁块42之间会产生排斥力,并在排斥力作用下,会使磁块42向外移动,进而使活塞43沿着直筒44向外移动,并对弹簧45进行压缩,使弹簧45产生弹性力,同时使直筒44内气体进入气管5内,从而进行吹灰作业,然后断开电磁铁41的电路,此时电磁铁41与磁块42之间排斥力消失,并在弹簧45的弹性力作用下,使活塞43返回原位,并使外界气体进入直筒44内,从而对直筒44内进行补气作业,达到利用磁性方式来进行吹灰的目的,提升自动化,适用性高。
29.如图2和图5所示,矩形壳4远离电磁铁41一端安装带单向阀的气管5且气管5与直筒44连通布置,利用气管5使直筒44内气体向矩形框3上安装的铰链件的转动部进行吹灰处理,气管5背离矩形壳4一端延伸出矩形框3朝外侧且气管5出口朝向矩形框3上安装的铰链件布置,气管5背离矩形壳4一端连通安装内宽外窄布置的锥形管51,在气管5上设置锥形管51,增加吹灰面积,矩形壳4远离电磁铁41一端安装带单向阀的辅助管46且辅助管46与直筒44连通,在矩形壳4上设置辅助管46,能使外界气体进入直筒44内,实现补气作业,辅助管46设置在气管5外侧。
30.具体地,在活塞43沿着直筒44向外移动,会使直筒44内气体进入气管5内,并使气体通过锥形管51向矩形框3上安装的铰链件的活动部进行吹气,达到对矩形框3上铰链件的活动部进行吹灰处理的目的,提升使用寿命,有效降低噪音产生。
31.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员
可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1