一种O圈上料工装的制作方法
一种o圈上料工装
技术领域
1.本实用新型涉及一种上料工装,尤其是涉及一种结构设计合理的o圈上料工装,它属于o圈上料领域。
背景技术:
2.现有的o圈上料,基本都是采用人工进行上料,工作效率不高,增加操作者的劳动强度和人工成本,装配不准确,易漏装,且自动化程度低,不能满足现有的自动化生产要求;还有些采用o圈夹爪的方式,该方式增加了成本。
3.因此,提供一种结构设计合理,安全可靠,工作效率高,自动化程度高的o圈上料工装,显得尤为必要。
技术实现要素:
4.本实用新型的目的在于克服现有技术中存在的上述不足,而提供一种结构设计合理,安全可靠,省时省力,o圈上料效率高,自动化程度高,成本低的o圈上料工装。
5.本实用新型解决上述问题所采用的技术方案是:该o圈上料工装,包括o圈振动盘,其特征在于:还包括o圈切料工装、o圈中间涨大工装和o圈取放工装,所述o圈振动盘、o圈切料工装、o圈中间涨大工装和o圈取放工装相互配合;o圈切料工装包括气缸一、o圈切料块、固定块、光轴、固定底板、压板和浮动接头,该气缸一与浮动接头相连,该浮动接头与o圈切料块相连,压板与固定块相连,固定块通过光轴与固定底板相连;o圈取放工装包括左侧x轴气缸、固定总板、x轴直线导轨、左侧撸o圈工装、z轴气缸、z轴移动板、右侧撸o圈工装、右侧x轴气缸、z轴直线导轨和x轴移动板,该左侧x轴气缸和右侧x轴气缸安装在固定总板上,x轴直线导轨设置在固定总板上,x轴移动板通过x轴直线导轨左右移动,z轴气缸和z轴直线导轨固定在x轴移动板上,z轴移动板通过z轴直线导轨在x轴移动板上移动,以实现左侧撸o圈工装和右侧撸o圈工装同步上下。
6.作为优选,本实用新型所述o圈中间涨大工装包括中间对接头、中间o圈撸套、固定板、连接光轴、气缸二和固定光轴,该中间对接头与固定板相连,气缸二通过固定光轴和固定板相连,中间o圈撸套通过连接光轴与气缸二相连。
7.作为优选,本实用新型所述左侧撸o圈工装包括气缸三、光轴一、固定板一、o圈撸套和对接头,该对接头与固定板一相连,o圈撸套通过光轴一与气缸三相连,以实现上气缸三带动o圈撸套将o圈从对接头上推出。
8.作为优选,本实用新型所述o圈切料工装还包括对射光纤一和对射光纤二,所述压板上设置有对射光纤一和对射光纤二。
9.作为优选,本实用新型所述o圈切料块设置有多个用于支撑及拾取o圈的避让槽,该避让槽的数量为4-6个。
10.作为优选,本实用新型所述o圈中间涨大工装还包括吸尘罩和静电消除器,该吸尘罩和静电消除器设置在固定板的两侧。
11.本实用新型与现有技术相比,具有以下优点和效果:1)整体结构设计合理,安全可靠,o圈上料效率高,装配效率高,省时省力,全自动装配,操作方便,和一般的使用o圈夹爪的方式相比,大大节约了成本;2)为实现o圈由小尺寸变大,通过2步涨大,节拍节约较快;3)o圈切料块2,中间对接头10和对接头30均有6瓣(不限于6瓣),用于彼此对接,避免o圈磨损变形严重。
附图说明
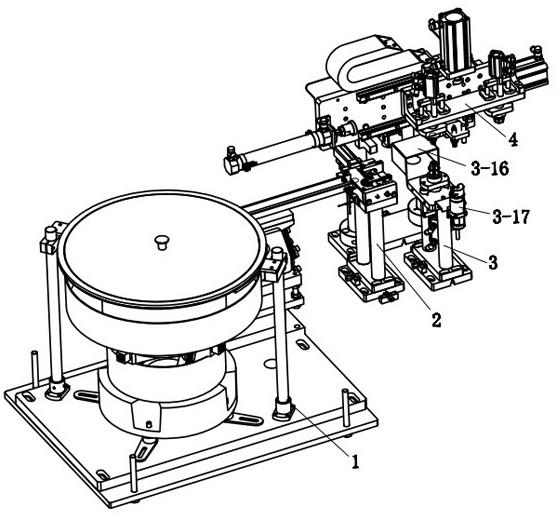
12.图1是本实用新型实施例的整体结构示意图。
13.图2是本实用新型实施例中o圈切料工装的结构示意图。
14.图3是本实用新型实施例中o圈中间涨大工装的结构示意图。
15.图4是本实用新型实施例中o圈取放工装的结构示意图。
16.图5是本实用新型实施例中左侧撸o圈工装的结构示意图。
17.图中:o圈振动盘1,o圈切料工装2,o圈中间涨大工装3,o圈取放工装4,o圈5;
18.o圈切料工装2:气缸一2-1,o圈切料块2-2,限位缓冲器2-3,固定块2-5,光轴2-6,固定底板2-7,压板2-8,浮动接头2-9,对射光纤一2-10,对射光纤二2-11;
19.o圈中间涨大工装3:中间对接头3-10,中间o圈撸套3-11,固定板3-12,连接光轴3-13,气缸二3-14,固定光轴3-15,吸尘罩3-16,静电消除器3-17;
20.o圈取放工装4:左侧x轴气缸4-16,固定总板4-17,x轴直线导轨4-18,左侧撸o圈工装4-19,z轴气缸4-20,z轴移动板4-21,右侧撸o圈工装4-22,右侧x轴气缸4-23,z轴直线导轨4-24,x轴移动板4-25;
21.左侧撸o圈工装4-19:气缸三26,光轴一27,固定板一28,o圈撸套29,对接头30。
具体实施方式
22.下面结合附图并通过实施例对本实用新型作进一步的详细说明,以下实施例是对本实用新型的解释而本实用新型并不局限于以下实施例。
23.实施例。
24.参见图1至图5,本实施例o圈上料工装包括o圈振动盘1、o圈切料工装2、o圈中间涨大工装3和o圈取放工装4;该o圈振动盘1、o圈切料工装2、o圈中间涨大工装3和o圈取放工装4共同组成整个o圈上料工装。
25.参见图2所示,本实施例中的o圈切料工装2包括气缸一2-1、o圈切料块2-2、限位缓冲器2-3、固定块2-5、光轴2-6、固定底板2-7、压板2-8、浮动接头2-9、对射光纤一2-10和对射光纤二2-11,该气缸一2-1与浮动接头2-9相连,浮动接头2-9与o圈切料块2-2相连,固定块2-5与光轴2-6和固定底板2-7相连,压板2-8与固定块2-5相连,以上实现o圈切料块2-2在工装中顺畅滑动,同时保证每次只切出一个o圈5。
26.本实施例中的限位缓冲区2-3与固定块2-5相连,以上实现对o圈5切出位置进行调节。
27.本实施例中的压板2-8上设置有对射光纤一2-10和对射光纤二2-11。
28.本实施例中的o圈切料块2-2设置有多个避让槽;用于支撑及拾取o圈;避让槽的数量为4-6个,根据实际情况进行数量的选择。
29.本实施例中o圈切料工装2的工作过程如下:压板2-8上设有用于o圈进料的槽,通过该槽放置至o圈切料块2-2内,通过对射光纤一2-10检测o圈是否到位;气缸一2-1工作,带动o圈切料块2-2对o圈进行切料分料,然后对射光纤二2-11检测o圈是否存在。
30.参见图3所示,本实施例中的o圈中间涨大工装3包括中间对接头3-10、中间o圈撸套3-11、固定板3-12、连接光轴3-13、气缸二3-14、固定光轴3-15、吸尘罩3-16和静电消除器3-17,该中间对接头3-10与固定板3-12相连,气缸二3-14通过固定光轴3-15和固定板3-12相连;中间o圈撸套3-11通过连接光轴3-13与气缸二3-14相连,以实现上气缸二3-14带动中间o圈撸套3-11将o圈5从中间对接头3-10上推出。
31.气缸二3-14动作,使得连接光轴3-13、中间o圈撸套3-11相对于中间对接头3-10相对动作,固定板3-12的两侧设置有吸尘罩3-16、静电消除器3-17。
32.参见图4所示,本实施例中的o圈取放工装4包括左侧x轴气缸4-16、固定总板4-17、x轴直线导轨4-18、左侧撸o圈工装4-19、z轴气缸4-20、z轴移动板4-21、右侧撸o圈工装4-22、右侧x轴气缸4-23、z轴直线导轨4-24和x轴移动板4-25,该左侧x轴气缸4-16和右侧x轴气缸4-23固定在固定总板4-17上,x轴直线导轨4-18固定在固定总板4-17上,x轴移动板4-25通过x轴直线导轨4-18在工装上左右移动。
33.本实施例中的左侧x轴气缸4-16行程比右侧x轴气缸4-23长,以实现x轴移动板4-25可以停留3个位置;z轴气缸4-20和z轴直线导轨4-24固定在x轴移动板4-25上,z轴移动板4-21通过z轴直线导轨4-24在x轴移动板4-25上移动,以实现左侧撸o圈工装4-19和右侧撸o圈工装4-22同步上下。
34.参见图5所示,本实施例中的左侧撸o圈工装4-19包括气缸三26、光轴一27,固定板一28,o圈撸套29,对接头30,该对接头30与固定板一28相连,o圈撸套29通过光轴一27与气缸三26相连,以实现上气缸三26带动o圈撸套29将o圈5从对接头30上推出。
35.本实施例的动作流程:左侧撸o圈工装4-19从o圈切料块2-2中取出o圈5,然后左侧撸o圈工装4-19将o圈5放置到中间对接头3-10上,然后中间o圈撸套3-11将中间对接头3-10上的o圈5推到右侧撸o圈工装4-22上,最后右侧撸o圈工装4-22将o圈5推到客户产品上。
36.本实施例o圈上料工装的过程如下:
37.(s1)o圈振动盘1出料至o圈切料工装2进行切料;
38.(s2)切料完成后,o圈取放工装4工作,左侧x轴气缸4-16将x轴移动板4-25移动;
39.z轴气缸4-20带动左侧撸o圈工装4-19、右侧撸o圈工装4-22同步下移,同时将o圈中间涨大工装 3上的o圈一并拾取;
40.z轴气缸4-20上移,然后左侧x轴气缸4-16移动,z轴气缸4-20下移,将左侧撸o圈工装4-19上的一个o圈放置在o圈中间涨大工装 3进行涨大,另一个o圈已涨大的放置于产品上;z轴气缸4-20上移,完成o圈装配。
41.通过上述阐述,本领域的技术人员已能实施。
42.此外,需要说明的是,本说明书中所描述的具体实施例,其零、部件的形状、所取名称等可以不同,本说明书中所描述的以上内容仅仅是对本实用新型结构所作的举例说明。凡依据本实用新型专利构思所述的构造、特征及原理所做的等效变化或者简单变化,均包括于本实用新型专利的保护范围内。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本实用新型的结
构或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1