一种工件翻转输送机构的制作方法
1.本实用新型涉及工件输送机构技术领域,特别涉及一种工件翻转输送机构。
背景技术:
2.对于需要双面加工的工件,往往需要通过两个独立的加工设备分别对工件的正反两面进行加工,即工件需要分别在两个加工设备的工件台上分别定位装夹,为了保证工件装夹的精度,通常需要这对两个加工设备分别设置独立的输送机构,即工件经过单面加工后,需要重新通过振动盘整理,使反面朝上在输送带上一字排列输送至第二个加工设备,导致工件在两个加工设备之间的中转效率较低,且导致生产成本的增加,因此,通过工件翻转输送实现两个加工设备之间的中转是一种高效的方案,但是,如何巧妙地设计工件翻转输送机构,以保证工件翻转后准确地在第二个加工设备的工件台上精确地装夹,成为亟需解决的技术问题。
技术实现要素:
3.本实用新型所要解决的技术问题是:提供一种工件翻转输送机构,以兼顾工件中转输送的精度以及工件中转输送的效率。
4.为了解决上述技术问题,本实用新型采用的技术方案为:
5.一种工件翻转输送机构,包括:
6.基座;
7.旋转气缸,所述旋转气缸连接于基座,所述旋转轴的轴向为水平方向;
8.连接臂,所述连接臂一端连接于旋转气缸;
9.限位夹持组件,所述限位夹持组件设置于连接臂的另一端,所述限位夹持组件包括定位支撑平面、固定夹持件和活动夹持组件,所述定位支撑平面用于支撑工件的底面,所述活动夹持组件包括活动夹持部,所述固定夹持件和活动夹持部分别分布于定位支撑平面的两侧,所述固定夹持件和活动夹持部用于夹持工件的两侧面。
10.进一步,上述工件翻转输送机构中,所述所述活动夹持组件包括驱动气缸、第一连杆和第二连杆,所述驱动气缸的缸体连接于连接臂,所述第一连杆的一端连接于驱动气缸的活塞杆,所述第二连杆的一端连接于第一连杆的另一端,所述第二连杆的中部枢接于连接臂背离旋转气缸的一端,所述第二连杆背离第一连杆的一端设有活动夹持部。
11.进一步,上述工件翻转输送机构中,所述固定夹持件为设置于连接臂中部的凸起,所述凸起朝向活动夹持部的一侧为一平面,所述平面垂直于定位支撑平面。
12.进一步,上述工件翻转输送机构中,所述连接臂设有避让孔,所述第二连杆穿过所述避让孔,所述避让孔的两侧穿设有枢接轴,所述第二连杆的中部枢接于所述枢接轴。
13.进一步,上述工件翻转输送机构中,所述第一连杆的一端与所述驱动气缸的活塞杆固定连接。
14.进一步,上述工件翻转输送机构中,还包括第一输送带和第二输送带,所述第一输
送带的末端靠近旋转气缸的一侧,所述第二输送带的始端靠近旋转气缸的另一侧。
15.进一步,上述工件翻转输送机构中,还包括第一工件台和第二工件台,所述第一工件台靠近于第一输送带的末端,所述第二工件台靠近于第二输送带的末端。
16.进一步,上述工件翻转输送机构中,所述驱动气缸的活塞杆移动方向垂直于所述旋转气缸的轴向。
17.本实用新型的有益效果在于:本实用新型涉及的工件翻转输送机构中,通过设计特定结构及位置关系的旋转气缸、连接臂和限位夹持组件的结构,可实现工件自动翻转输送作业,通过设计定位支撑平面支撑工件,而活动夹持部和固定夹持件仅夹持工件的两侧,在连接臂翻转后,可保证工件精准地落入到需要转移的位置,避免工件卡在限位夹持组件上而造成故障,以上结构可兼顾工件中转输送的精度以及工件中转输送的效率。
附图说明
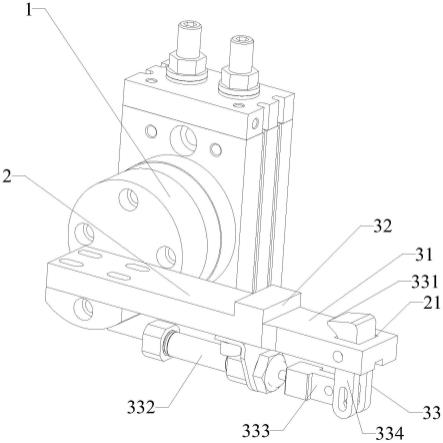
18.图1为本实用新型具体实施方式的一种工件翻转输送机构的结构示意图;
19.图2为本实用新型具体实施方式的一种工件翻转输送机构的局部结构示意图;
20.标号说明:
21.1、旋转气缸;2、连接臂;21、避让孔;3、限位夹持组件;31、定位支撑平面;32、固定夹持件;33、活动夹持组件;331、活动夹持部;332、驱动气缸;333、第一连杆;334、第二连杆;4、第一输送带;5、第二输送带。
具体实施方式
22.为详细说明本实用新型的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
23.实施例1
24.请参照图1至图2,一种工件翻转输送机构,包括:
25.基座;
26.旋转气缸1,所述旋转气缸1连接于基座,所述旋转轴的轴向为水平方向;
27.连接臂2,所述连接臂2一端连接于旋转气缸1;
28.限位夹持组件3,所述限位夹持组件3设置于连接臂2的另一端,所述限位夹持组件3包括定位支撑平面31、固定夹持件32和活动夹持组件33,所述定位支撑平面31用于支撑工件的底面,所述活动夹持组件33包括活动夹持部331,所述固定夹持件32和活动夹持部331分别分布于定位支撑平面31的两侧,所述固定夹持件32和活动夹持部331用于夹持工件的两侧面。
29.以上机构的工作原理如下:控制旋转气缸1旋转至第一角度,此时定位支撑平面31水平向上,通过机械臂或其他转移机构将工件定位放置在定位支撑平面31上,通过控制活动夹持部331向固定夹持件32方向移动,使工件夹紧,通过控制旋转气缸1旋转180度,使定位支撑平面31旋转至水平向下,此时工件正好位于需要转移到的位置上方,例如,可以是输送带始端的上方,此时控制活动夹持部331松开对工件的夹持,使工件精确落向需要转移的位置,从而实现工件的翻转输送。
30.需要说明的是,以上工作原理可通过plc设计相应的控制程序来实现。
31.以上结构中,通过设计特定结构及位置关系的旋转气缸1、连接臂2和限位夹持组件3的结构,可实现工件自动翻转输送作业,通过设计定位支撑平面31支撑工件,而活动夹持部331和固定夹持件32仅夹持工件的两侧,在连接臂2翻转后,可保证工件精准地落入到需要转移的位置,避免工件卡在限位夹持组件3上而造成故障,以上结构可兼顾工件中转输送的精度以及工件中转输送的效率。
32.实施例2
33.实施例1所述的工件翻转输送机构,其中,所述所述活动夹持组件33包括驱动气缸332、第一连杆333和第二连杆334,所述驱动气缸332的缸体连接于连接臂2,所述第一连杆333的一端连接于驱动气缸332的活塞杆,所述第二连杆334的一端连接于第一连杆333的另一端,所述第二连杆334的中部枢接于连接臂2背离旋转气缸1的一端,所述第二连杆334背离第一连杆333的一端设有活动夹持部331。
34.以上结构中,请参照图2,通过控制活动夹持部331向固定夹持件32方向移动的步骤具体为:控制驱动气缸332的活塞杆伸长,通过第一连杆333带动第二连杆334摆动,使活动夹持部331向固定夹持件32方向移动,从而夹紧工件。
35.优选的,第二连杆334与连接臂2之间的枢接点可以设置在靠近第二连杆334的上端处,可通过杠杆原理增加活动夹持部331对工件的夹紧力,避免工件在翻转过程中滑脱掉落。
36.实施例3
37.实施例1所述的工件翻转输送机构,其中,所述固定夹持件32为设置于连接臂2中部的凸起,所述凸起朝向活动夹持部331的一侧为一平面,所述平面垂直于定位支撑平面31。
38.以上结构中,固定夹持件32的凸起朝向活动夹持部331的一侧的平面与定位支撑平面31共同起到工件的在夹持前的预先定位作用。
39.实施例4
40.实施例2所述的工件翻转输送机构,其中,所述连接臂2设有避让孔21,所述第二连杆334穿过所述避让孔21,所述避让孔21的两侧穿设有枢接轴,所述第二连杆334的中部枢接于所述枢接轴。
41.实施例5
42.实施例2所述的工件翻转输送机构,其中,所述第一连杆333的一端与所述驱动气缸332的活塞杆固定连接。
43.实施例6
44.实施例1所述的工件翻转输送机构,其中,还包括第一输送带4和第二输送带5,所述第一输送带4的末端靠近旋转气缸1的一侧,所述第二输送带5的始端靠近旋转气缸1的另一侧。
45.实施例7
46.实施例6所述的工件翻转输送机构,其中,还包括第一工件台和第二工件台,所述第一工件台靠近于第一输送带4的末端,所述第二工件台靠近于第二输送带5的末端。
47.实施例8
48.实施例2所述的工件翻转输送机构,其中,所述驱动气缸332的活塞杆移动方向垂
直于所述旋转气缸1的轴向。
49.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1