一种方形钢管码垛生产线的制作方法
1.本实用新型属于钢管生产,尤其是涉及一种方形钢管码垛生产线。
背景技术:
2.申请人为一家大型钢管生产企业,前期生产的均为圆管,为满足客户要求及开拓市场,自主研制了一条方形钢管生产线及其配套设备。前期圆管采用自主研发的专利产品进行码垛,专利号为:201720205754x,专利名称为:一种用于镀锌钢管整理的码垛机。
3.但方形钢管不同于圆管,多根圆管放在一起后积压、滚动,便于后期码垛,而方形钢管不会自动滚动,因此给码垛带来一定不便,如果通过人工的话,钢管本身就几十米,因此工作量大,浪费人力,因此通过本技术来解决此问题。
技术实现要素:
4.为了解决上述问题,本实用新型提供一种节省人力、能实现方形钢管码垛的生产线。
5.本实用新型的技术方案是:
6.一种方形钢管码垛生产线,包括码垛模块;
7.所述码垛模块包括用于接收钢管的接收平台、用于支撑所述接收平台且带动接收平台上下活动的两个驱动装置、位于所述接收平台一侧,与所述接收平台连接,用于限制所述接收平台上钢管接收数量且限制钢管位置的调节装置;
8.进一步,上述所述驱动装置优选为两个液压缸ⅰ,且两个所述液压缸ⅰ设置在地面以下;
9.进一步,所述调节装置包括设置在接收平台一侧,与所述接收平台一端连接的固定板、与所述固定板通过两根螺纹柱ⅰ连接的限位板ⅰ、与所述螺纹柱ⅰ通过螺纹连接且分别设置在固定板两侧的多个螺母,所述限位板ⅰ为一根具有一定长度的板,所述螺纹柱ⅰ一端与限位板ⅰ连接,另一端穿出所述固定板一段距离,通过拧动多个所述螺母可调节限位板ⅰ与固定板之间的间距进一步调节限位板ⅰ至供料模块之间的间距,进一步所述限定接收平台上一排钢管的数量;
10.助推装置设置在接收平台另一端,通过所述助推装置可推动接收平台上的钢管,使所述钢管的一侧与调节装置中限位板ⅰ的一侧紧密贴近;
11.进一步,所述螺纹柱ⅰ一端与限位板ⅰ的连接方式可以为焊接或螺纹连接;
12.进一步,所述固定板与接收平台一侧的连接方式为固定连接或转动连接,所述转动连接方式可采用传动销连接,当为转动连接时,所述调节装置还包括与固定板固定连接且二者组成的夹角为直角或钝角的调节块、用于驱动所述调节块且固定在接收平台一侧的液压缸ⅱ,进一步,所述固定板与调节块之间的夹角优选为钝角,所述固定板的长度长于调节块的长度,当所述液压缸ⅱ的液压柱伸长时抵在调节块的底部,此时所述液压柱支撑调节块及固定板且限位板ⅰ的底部抵在接收平台上;当所述液压缸ⅱ的液压柱收缩后,所述调
节块没有了支撑力且由于重力作用,所述调节块及限位板ⅰ均绕着传动销向下垂;
13.进一步,所述码垛模块还包括固定在接收平台上,位于接收平台另一端,用于限制所述钢管位置限位板ⅱ;
14.进一步,所述限位板ⅱ的高度低于传送带上、下之间的距离;
15.本方形钢管码垛生产线还包括传送模块;所述码垛模块及传送模块有多组且在同一条生产线上间隔设置,所述传送模块包括传送棍,所述电机带动传送管旋转,两个所述驱动装置带动接收平台下降到接收平台顶面低于传送棍顶面时,所有所述钢管都落在传送棍上,多组所述传送棍带动钢管向打包机方向传送,经过打包机时被打包;
16.进一步,所述传送模块还包括限位装置,所述限位装置包括支撑架、设置在所述支撑架的支撑面上,与所述支撑面固定连接的匡型支架ⅰ、设置在所述支撑面上的滑道、匡型支架ⅱ,匡型支架ⅰ、匡型支架ⅱ内均转动连接传动轮,所述传动轮凸出于匡型支架的一侧,两个所述传动轮凸出的部分相对设置,且两者之间用于所述钢管的通过;所述匡型支架ⅱ底部固定连接两块滑块,两块所述滑块插入滑道内,两块所述滑块底部均固定连接有螺纹柱ⅱ,所述螺纹柱ⅱ穿出支撑面底部一段距离,所述锁紧螺母通过螺纹与螺纹柱ⅱ连接,通过拧动所述锁紧螺母,使所述锁紧螺母不与支撑面底面紧密贴合此时可推动匡型支架ⅱ,所述匡型支架ⅱ带动滑块在滑道内滑动,通过拧紧所述锁紧螺母使锁紧螺母顶面与支撑面底面紧密贴合则限制匡型支架ⅱ无法活动,进一步,所有所述钢管都从两个传动轮之间通过,通过调节所述匡型支架ⅱ的位置使两个传动轮之间的间距与待打包的所有钢管横向长度相匹配,即:两个所述传动轮之间的间距略大于所有钢管横向长度之和;
17.所述传送带设置在供料架上,所述助推装置包括固定在供料架一侧的支撑板、固定在所述支撑板上,顶面低于所述供料架上传送带顶面的液压缸ⅲ、固定在所述液压缸ⅲ的液压轴前端且顶面低于供料架上传送带顶面的助推板,通过控制所述液压缸ⅲ使液压轴带动助推板推动接收平台上的钢管;
18.本装置还包括与所述驱动装置、液压缸ⅱ、液压缸ⅲ、电机电连接且用于控制上述装置的终端控制器;
19.本实用新型的有益效果为:
20.本实用新型能实现方形钢管的码垛,其自动化程度高、节省人力。
21.本实用新型能实现多种规格的方管码垛,实现方法是:通过调节固定板与限位板ⅰ的距离进一步调节接收平台横向上能放置钢管的数量;
22.通过调节匡型支架ⅰ及匡型支架ⅱ之间的距离进一步限定接收平台横向上能放置钢管的数量,由于匡型支架ⅰ及匡型支架ⅱ内均设有传动轮,因此在传送棍传送钢管前进时减少摩擦。
23.助推装置的设置使每排钢管都紧密贴合在一起,有利于钢管码垛整齐。
附图说明
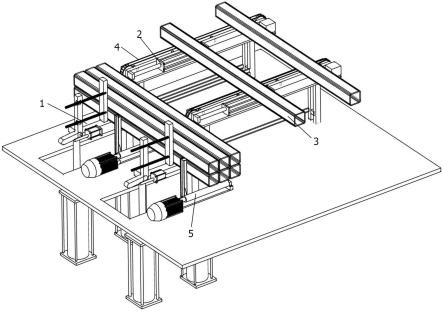
24.图1是本实用新型方形钢管码垛生产线示意图;
25.图2是调节装置示意图;
26.图3是限位装置示意图;
27.图4是助推装置示意图;
28.图5是调节装置侧视图;
29.图6是本实用新型方形钢管码垛生产线俯视图;
30.图中:
31.1、码垛模块
ꢀꢀꢀꢀꢀꢀꢀ
1-1、接收平台
ꢀꢀꢀꢀꢀꢀꢀꢀ
1-2、驱动装置
32.1-3、调节装置
ꢀꢀꢀꢀꢀ
1-3-1、固定板
ꢀꢀꢀꢀꢀꢀꢀꢀ
1-3-2、限位板ⅰ33.1-3-3、螺纹柱
ⅰꢀꢀꢀ
1-3-4、螺母
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2、助推装置
34.3、钢管
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1-3-5、调节块
ꢀꢀꢀꢀꢀꢀꢀꢀ
1-3-6、液压缸ⅱ35.1-4、限位板
ⅱꢀꢀꢀꢀꢀ
4、传送带
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5、传送模块
36.5-1、传送棍
ꢀꢀꢀꢀꢀꢀꢀ
5-2、电机
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5-3、限位装置
37.5-3-1、支撑面
ꢀꢀꢀꢀꢀ
5-3-2、匡型支架
ⅰꢀꢀꢀꢀ
5-3-3、匡型支架ⅱ38.5-3-4、传动轮
ꢀꢀꢀꢀꢀ
5-3-5、螺纹柱
ⅱꢀꢀꢀꢀꢀꢀ
5-3-6、锁紧螺母
39.2-1、支撑板
ꢀꢀꢀꢀꢀꢀ
2-2、液压缸
ⅲꢀꢀꢀꢀꢀꢀꢀꢀ
2-3、助推板
40.5-3-7、滑道
ꢀꢀꢀꢀꢀꢀ
5-3-8、滑块
具体实施方式
41.本实施例,一种方形钢管3码垛生产线,包括码垛模块1;
42.所述码垛模块1包括用于接收钢管3的接收平台1-1、用于支撑所述接收平台1-1且带动接收平台1-1上下活动的两个驱动装置1-2、位于所述接收平台1-1一侧,与所述接收平台1-1连接,用于限制所述接收平台1-1上钢管3接收数量且限制钢管3位置的调节装置1-3;
43.进一步,上述所述驱动装置1-2优选为两个液压缸ⅰ,且两个所述液压缸ⅰ设置在地面以下;
44.进一步,所述调节装置1-3包括设置在接收平台1-1一侧,与所述接收平台1-1一端连接的固定板1-3-1、与所述固定板1-3-1通过两根螺纹柱ⅰ1-3-3 连接的限位板ⅰ1-3-2、与所述螺纹柱ⅰ1-3-3通过螺纹连接且分别设置在固定板1-3-1两侧的多个螺母1-3-4,所述限位板ⅰ1-3-2为一根具有一定长度的板,所述螺纹柱ⅰ1-3-3一端与限位板ⅰ1-3-2连接,另一端穿出所述固定板1-3-1一段距离,通过拧动多个所述螺母1-3-4可调节限位板ⅰ1-3-2与固定板1-3-1之间的间距进一步调节限位板ⅰ1-3-2至供料模块之间的间距,进一步所述限定接收平台1-1上一排钢管3的数量;
45.助推装置2设置在接收平台1-1另一端,通过所述助推装置2可推动接收平台1-1上的钢管3,使所述钢管3的一侧与调节装置1-3中限位板ⅰ1-3-2的一侧紧密贴近;
46.进一步,所述螺纹柱ⅰ1-3-3一端与限位板ⅰ1-3-2的连接方式可以为焊接或螺纹连接;
47.进一步,所述固定板1-3-1与接收平台1-1一侧的连接方式为固定连接或转动连接,所述转动连接方式可采用传动销连接,当为转动连接时,所述调节装置1-3还包括与固定板1-3-1固定连接且二者组成的夹角为直角或钝角的调节块1-3-5、用于驱动所述调节块1-3-5且固定在接收平台1-1一侧的液压缸ⅱ1-3-6,进一步,所述固定板1-3-1与调节块1-3-5之间的夹角优选为钝角,所述固定板1-3-1的长度长于调节块1-3-5的长度,当所述液压缸
ⅱꢀ
1-3-6的液压柱伸长时抵在调节块1-3-5的底部,此时所述液压柱支撑调节块 1-3-5及固定板1-3-1且限位板ⅰ1-3-2的底部抵在接收平台1-1上;当所述液压缸ⅱ1-3-6的液压
柱收缩后,所述调节块1-3-5没有了支撑力且由于重力作用,所述调节块1-3-5及限位板ⅰ1-3-2均绕着传动销向下垂;
48.进一步,所述码垛模块1还包括固定在接收平台1-1上,位于接收平台1-1 另一端,用于限制所述钢管3位置限位板ⅱ1-4;
49.进一步,所述限位板ⅱ1-4的高度低于传送带4上、下之间的距离;
50.本方形钢管3码垛生产线还包括传送模块5;所述码垛模块1及传送模块5 有多组且在同一条生产线上间隔设置,所述传送模块5包括传送棍5-1,所述电机5-2带动传送管旋转,两个所述驱动装置1-2带动接收平台1-1下降到接收平台1-1顶面低于传送棍5-1顶面时,所有所述钢管3都落在传送棍5-1上,多组所述传送棍5-1带动钢管3向打包机方向传送,经过打包机时被打包;
51.进一步,所述传送模块5还包括限位装置5-3,所述限位装置5-3包括支撑架、设置在所述支撑架的支撑面5-3-1上,与所述支撑面5-3-1固定连接的匡型支架ⅰ5-3-2、设置在所述支撑面5-3-1上的滑道5-3-7、匡型支架
ⅱꢀ
5-3-3,匡型支架ⅰ5-3-2、匡型支架ⅱ5-3-3内均转动连接传动轮5-3-4,所述传动轮5-3-4凸出于匡型支架的一侧,两个所述传动轮5-3-4凸出的部分相对设置,且两者之间用于所述钢管3的通过;所述匡型支架ⅱ5-3-3底部固定连接两块滑块5-3-8,两块所述滑块5-3-8插入滑道5-3-7内,两块所述滑块5-3-8底部均固定连接有螺纹柱ⅱ5-3-5,所述螺纹柱ⅱ5-3-5穿出支撑面 5-3-1底部一段距离,所述锁紧螺母5-3-6通过螺纹与螺纹柱ⅱ5-3-5连接,通过拧动所述锁紧螺母5-3-6,使所述锁紧螺母5-3-6不与支撑面5-3-1底面紧密贴合此时可推动匡型支架ⅱ5-3-3,所述匡型支架ⅱ5-3-3带动滑块 5-3-8在滑道5-3-7内滑动,通过拧紧所述锁紧螺母5-3-6使锁紧螺母5-3-6顶面与支撑面5-3-1底面紧密贴合则限制匡型支架ⅱ5-3-3无法活动,进一步,所有所述钢管3都从两个传动轮5-3-4之间通过,通过调节所述匡型支架
ⅱꢀ
5-3-3的位置使两个传动轮5-3-4之间的间距与待打包的所有钢管3横向长度相匹配,即:两个所述传动轮5-3-4之间的间距略大于所有钢管3横向长度之和;
52.所述传送带4设置在供料架上,所述助推装置2包括固定在供料架一侧的支撑板2-1、固定在所述支撑板2-1上,顶面低于所述供料架上传送带4顶面的液压缸ⅲ2-2、固定在所述液压缸ⅲ2-2的液压轴前端且顶面低于供料架上传送带4顶面的助推板2-3,通过控制所述液压缸ⅲ2-2使液压轴带动助推板 2-3推动接收平台1-1上的钢管3;
53.本装置还包括与所述驱动装置1-2、液压缸ⅱ1-3-6、液压缸ⅲ2-2、电机5-2电连接且用于控制上述装置的终端控制器;
54.实施例1,一种方形钢管3码垛生产线,包括所述码垛模块1、助推装置2、传送模块5,将要码垛的为方形钢管3,所述方形钢管3的四角为圆弧角,所述码垛模块1及传送模块5有多组且在同一条生产线上间隔设置(本实用新型只画了2组),传送带4也有多条且在另一条生产线上(本实用新型只画了2 组),根据所述钢管3的长度对使用数量进行调节,需要多组所述码垛模块1、传送模块5、传送带4配合且同步使用,多条所述传送带4共同传送一根根的钢管3,所述传送带4的前端对准接收平台1-1,即从所述传送带4传送过来的钢管3落入到接收平台1-1上;
55.本次需对3排3列共9根所述钢管3进行打包,所述固定板1-3-1与接收平台1-1一侧的连接方式为固定连接时,工作过程如下:
56.根据需求,调整所述调节装置1-3使限位板ⅰ1-3-2与限位板ⅱ1-4之间的距离略大于3根钢管3并排紧密排列的距离,调节方法是拧动多个所述螺母 1-3-4调整限位板ⅰ1-3-2到固定板1-3-1之间的间距,使所述限位板ⅰ1-3-2 与限位板ⅱ1-4之间的距离变大或缩小。
57.进一步,调节所述匡型支架ⅰ5-3-2、匡型支架ⅱ5-3-3上两个传动轮 5-3-4之间的间距,使两个所述传动轮5-3-4之间的间距略大于一排3根钢管3 横向长度之和,调节方法如下:首先通过拧动所述锁紧螺母5-3-6,使所述锁紧螺母5-3-6不与支撑面5-3-1底面紧密贴合此时可推动匡型支架
ⅱꢀ
5-3-3,匡型支架ⅱ5-3-3带动滑块5-3-8在滑道5-3-7内活动,当调试到合适距离后,通过拧紧所述锁紧螺母5-3-6使锁紧螺母5-3-6顶面与支撑面5-3-1 底面紧密贴合则限制匡型支架ⅱ5-3-3无法活动;
58.通过控制两个所述液压缸ⅰ使接收平台1-1的顶面低于传送带4的顶面,优选为所述接收平台1-1的顶面低于传送带4顶面一根钢管3的距离,从所述传送带4传送过来的钢管3落在接收平台1-1上,启动所述支撑板2-1上的液压缸ⅲ2-2,所述液压缸ⅲ2-2驱动液压轴带动助推板2-3推动接收平台1-1上的钢管3,直至所述钢管3一侧与限位板ⅰ1-3-2一侧紧密贴近后恢复原位;然后从所述传送带4又传来一根钢管3,此时再次启动液压缸ⅲ2-2,所述液压缸ⅲ2-2驱动液压轴带动助推板2-3推动接收平台1-1上的钢管3,直至所述钢管3一侧与前一根钢管3一侧紧密贴近后恢复原位,此时传来第三根钢管3,则所述第三根钢管3落入第二根钢管3与限位板ⅱ1-4之间的空隙内;
59.启动两个所述液压缸ⅰ使接收平台1-1下降,进一步,上述三根所述钢管3的顶面低于传送带4的顶面,优选为低于所述传送带4顶面一根钢管3的距离,此时传送第四根钢管3,所述第四根钢管3落入到下部的钢管3上,启动所述液压缸ⅲ2-2,所述液压缸ⅲ2-2驱动液压轴带动助推板2-3推动第三、第二根钢管3上的第四根钢管3直至钢管3一侧与限位板ⅰ1-3-2一侧紧密贴近后恢复原位;第五、第六根钢管3的码垛方式同上。
60.当第二排所述钢管3码垛完成后,启动两个所述液压缸ⅰ使接收平台1-1 再次下降,上述六根所述钢管3的顶面低于传送带4顶面一根钢管3的距离,进一步,第二排所述钢管3的顶面低于匡型支架ⅰ5-3-2、匡型支架ⅱ5-3-3 的顶面,匡型支架ⅰ5-3-2、匡型支架ⅱ5-3-3限制钢管不从限位板ⅱ的顶面滑落,此时传送第七根钢管3,码垛方式同上。
61.当9根所述钢管3全部码垛完成后,启动两个所述液压缸ⅰ使接收平台 1-1再次下降到接收平台1-1顶面低于传送棍5-1顶面时,所有所述钢管3都落在传送棍5-1上,多组传送棍5-1带动所述钢管3向打包机方向传送,经过打包机时被打包。
62.实施例2,一种方形钢管3码垛生产线,所述固定板1-3-1与接收平台1-1 一侧的连接方式为采用传动销转动连接,其余设置与实施例1一致,所述调节块1-3-5与固定板1-3-1之间组成的夹角为钝角,此时所述固定板1-3-1的长度长于调节块1-3-5的长度,当所述液压缸ⅱ1-3-6的液压柱伸长时抵在调节块1-3-5的底部,此时所述液压柱支撑调节块1-3-5及固定板1-3-1且限位板ⅰ1-3-2的底部抵在接收平台1-1上,此时便可以向所述接收平台1-1上传输钢管3。当打包完成后,可使所述液压缸ⅱ1-3-6的液压柱收缩后,所述调节块1-3-5没有了支撑力且由于重力作用,所述调节块1-3-5及限位板
ⅰꢀ
1-3-2均绕着传动销向下垂。
63.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图1所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定
的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
64.以上对本实用新型的一个实施例进行了详细说明,但所述内容仅为本实用新型的较佳实施例,不能被认为用于限定本实用新型的实施范围。凡依本实用新型申请范围所作的均等变化与改进等,均应仍归属于本实用新型的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1