一种用于自动出料系统的出料推板翻转装置的制作方法
1.本实用新型涉及一种制药设备,具体涉及一种用于自动出料系统的出料推板翻转装置。
背景技术:
2.真空冷冻干燥机即冻干机是利用冷冻干燥原理(即将含水物质进行降温冻结成固态,然后在真空的条件下使水蒸汽直接从固态中升华出来)设制出来的用于冻干含水物质的机器。
3.灌装机是药厂进行分装药水的设备,通过该设备把药水分装到每个小的西林瓶,然后再经过传输系统进入到真空冷冻干燥机的板层上进行冻干工艺处理。
4.隔离器就是利用高效过滤风机,将净化无菌空气保护整个制药生产过程的净化系统,防止药品在冻干传输过程中被外界空气等污染。
5.近几年来,伴随着国内外冻干制剂的快速发展,许多制药厂家对大型高速灌装机和大装量的冻干机需求也在不断增加,而此类冻干制剂生产线大部分都配置自动进出料系统,自动进出料系统是把来自灌装机的半压塞的西林瓶按照先后顺序以交错排列的方式自动输送至冻干机的板层上面,冻干机有自动升降小门,小门前需要通过对接系统与板层对接,对接系统在小门打开的时候能与板层自动对接,在小门关闭的时候能自动从冻干机里面撤出。
6.专利号为202122814397.6公开了一种冻干机的进出料装置,该进出料装置包括冻干机板层、支撑系统、设置在支撑系统上用于放置西林瓶的理瓶网带、用于将理瓶网带上的西林瓶一列一列整齐排布的理瓶系统、用于理瓶网带和与冻干机板层对接的对接系统、用于将理瓶网带上的西林瓶平稳地推入至冻干机板层上的进料系统以及用于将冻干机板层上的西林瓶平稳推出至理瓶网带上的出料系统。该专利的进出料装置具有以下特点:整套系统完全放置于隔离器a级区域内自动化运行,保证了药品不受外界污染;整套系统更容易清洁;更加容易对冻干机内部进行清洁;极大的降低了倒瓶的风险,节约了药厂宝贵的作业空间。为了确保进料装置中的进料推板从出料推板的下方进行短推理瓶和长推进料,出料装置中的出料推板在原始位置时的状态应为水平状态,在来到冻干机板层的前端开始出料前应由水平状态转到垂直状态。但是该专利没有解决出料推板由水平状态转到垂直状态并进行自锁的问题,以及在出料推板回到初始位置时如何由垂直状态转到水平状态并进行自锁的问题。
技术实现要素:
7.本实用新型的目的在于克服现有技术的缺陷而提供一种用于自动出料系统的出料推板翻转装置,它解决了出料推板由水平状态转到垂直状态并自锁,以及出料推板由垂直平状态复位到水平状态并自锁的问题,确保进料系统中的进料推板从出料推板的下方进行短推理瓶和长推进料。
8.本实用新型的目的是这样实现的:一种用于自动出料系统的出料推板翻转装置,所述自动出料系统包括两根内部碰撞柱、出料驱动装置、出料推板和两个出料推板复位触发装置;两根内部碰撞柱一一对应地设置在物料接收设备内的物料堆放板的前沿两侧;所述出料驱动装置包括出料伺服驱动机构和两根出料链条;两个出料推板复位触发装置均安装在底座的主底板上;所述出料推板翻转装置有两个并一一对应地转动连接在所述出料推板的两端,并且两个出料推板翻转装置一一对应地与两根出料链条的自由端固定连接;该两个出料推板翻转装置通过由所述出料伺服驱动机构驱动的两根出料链条控制移动,两个出料推板翻转装置通过两根内部碰撞柱控制所述出料推板从水平状态转到垂直状态,实现自动出料,并通过两个出料推板复位触发装置控制所述出料推板从垂直状态转到水平状态。
9.上述的用于自动出料系统的出料推板翻转装置,其中,每个出料推板翻转装置包括翻转装置本体和安装在翻转装置本体上的解除推板定位撞杆、水平状态定位机构、垂直状态定位机构、推板转向撞杆和推板转向机构,且解除推板定位撞杆的长度大于推板转向撞杆的长度;
10.当两个出料推板翻转装置被两根出料链条向前推到所述物料堆放板的前部,使两个出料推板翻转装置上的解除推板定位撞杆一一对应地撞到两根内部碰撞柱时,通过水平状态定位机构解除出料推板的水平状态的自锁,然后两个出料推板翻转装置继续向前直至推板转向撞杆一一对应地撞到两根内部碰撞柱时,通过推板转向机构先使出料推板从水平状态翻转为垂直状态,再通过垂直状态定位机构锁定垂直状态;当两个出料推板翻转装置被两根出料链条向后拉回到固定梳齿板的前部,使两个出料推板翻转装置上的解除推板定位撞杆一一对应地撞到两个出料推板复位触发装置时,通过垂直状态定位机构解除出料推板的垂直状态的自锁,然后两个出料推板翻转装置继续向后直至推板转向撞杆一一对应地撞到两个出料推板复位触发装置时,通过推板转向机构先使出料推板从垂直状态翻转为水平状态,再通过水平状态定位机构锁定水平状态。
11.上述的用于自动出料系统的出料推板翻转装置,其中,
12.所述翻转装置本体包括底板、顶板、前端板、后端板、内侧板和外侧板构成的矩形箱型结构;所述顶板与所述出料链条的自由端固定连接;
13.所述推板转向机构包括主动齿轮、推板转动齿轮、齿条和推板固定连杆;其中,
14.所述主动齿轮与推板转动齿轮啮合并一上一下地安装在所述翻转装置本体的内侧板中部和外侧板的中部之间;
15.所述齿条水平向地设在所述主动齿轮的上方并与主动齿轮啮合;
16.所述推板固定连杆的一端与所述推板转动齿轮的转轴固接,该推板固定连杆的另一端与所述出料推板的侧面固定连接;
17.所述垂直状态定位机构包括垂直定位棘齿条、垂直定位棘爪旋转块、垂直复位弹簧、解除垂直定位顶块和解除垂直方向凸轮板;
18.所述水平状态定位机构包括水平定位棘齿条、水平定位棘爪旋转块、水平复位弹簧、解除水平定位顶块、解除水平方向凸轮板;
19.所述垂直定位棘齿条和水平定位棘齿条一一对应地固定在所述齿条的前部顶面上和后部顶面上,且垂直定位棘齿条的齿向和水平定位棘齿条的齿向相反;
20.所述垂直定位棘爪旋转块的中部和水平定位棘爪旋转块的中部各自通过转轴销一前一后地且可转动地安装在所述翻转装置本体的内侧板的上部,垂直定位棘爪旋转块的中间底部向下延伸一与所述垂直定位棘齿条啮合的垂直定位棘爪;水平定位棘爪旋转块的中间底部向下延伸一与所述水平定位棘齿条啮合的水平定位棘爪;
21.所述垂直复位弹簧的一头和水平复位弹簧的一头各自通过螺钉一前一后地固定在所述翻转装置本体的顶板的底面内侧和底面外侧上,垂直复位弹簧的另一头和水平复位弹簧的另一头一一对应地与垂直定位棘爪旋转块的前部和水平定位棘爪旋转块的后部连接;
22.所述解除垂直定位顶块和解除水平定位顶块均呈竖直方向的腰形并各自通过螺钉一一对应地安装在所述垂直定位棘爪旋转块的后部和水平定位棘爪旋转块的前部;
23.所述解除垂直方向凸轮板和解除水平方向凸轮板一内一外平行设置在所述翻转装置本体的内侧板和外侧板之间并通过前下联板和后下联板连接成一体,所述解除垂直方向凸轮板的前端面与顶面之间设置抵在解除垂直定位顶块的下端的前倒角面;所述解除水平方向凸轮板的后端面与顶面之间设置抵在解除水平定位顶块的下端的后倒角面;
24.所述推板转向撞杆分成推板转向撞杆前段和推板转向撞杆后段并一一对应地连接在所述齿条的前端面和后端面上,且推板转向撞杆前段和推板转向撞杆后段一一对应地伸出所述翻转装置本体的前端板和后端板;
25.所述解除推板定位撞杆分成解除推板定位撞杆前段和解除推板定位撞杆后段并一一对应地连接在所述前下联板的前端面和后下联板的后端面上,且解除推板定位撞杆前段和解除推板定位撞杆后段一一对应地伸出所述翻转装置本体的前端板和后端板;所述解除推板定位撞杆前段的长度大于推板转向撞杆前段的长度;所述解除推板定位撞杆后段的长度大于推板转向撞杆后段的长度。
26.上述的用于自动出料系统的出料推板翻转装置,其中,每个所述出料推板翻转装置还包括一个安装在翻转装置本体的后外侧底部的行走轮和一个安装在翻转装置本体的前内侧底部的导向轮。
27.本实用新型的用于自动出料系统的出料推板翻转装置具有以下特点:
28.1)通过在出料推板的两侧端各自设置一个出料推板翻转装置,并在物料接收设备的物料堆放板的前端两侧各自设置一根内部碰撞柱,同时在底座的两侧各自设置一个出料推板复位触发装置,使出料推板在初始位置处于水平状态,在需要出料并到达物料堆放板的前端时,通过出料推板翻转装置的两根撞杆先后撞到内部碰撞柱后,通过出料推板翻转装置先解除出料推板水平状态的自锁,再由水平状态转到垂直状态并自锁,以便将物料堆放板上的物料拉回到送料带上;
29.2)出料结束后,通过出料推板翻转装置的两根撞杆先后撞到出料推板复位触发装置的复位触发块,通过出料推板翻转装置先解除出料推板的垂直状态的自锁,再由垂直平状态复位到水平状态并自锁,确保进料系统中的进料推板从出料推板的下方进行短推理料和长推进料。
附图说明
30.图1是冻干机的进出料系统中的对接系统与冻干机板层对接时的轴测图;
31.图2是冻干机的进料系统在推瓶位置、出料系统在起始位置时前轴测图;
32.图3是冻干机的出料系统的出料推板在起始位置时的后侧方向的轴测图;
33.图4是冻干机的出料系统的出料推板来到冻干机板层前端且处于水平状态时的后侧方向的轴测图;
34.图5是本实用新型的自动出料系统的出料推板(处于垂直状态)将西林瓶往回推时的前侧方向的轴测图;
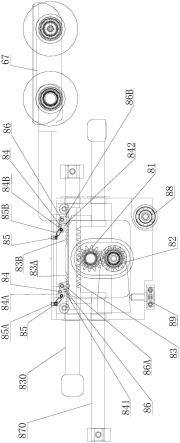
35.图6是本实用新型的出料推板翻转装置的前侧方向的轴测图;
36.图7是本实用新型的出料推板翻转装置的前侧方向的内部结构图;
37.图8是本实用新型的出料推板翻转装置的内部结构的侧视图。
具体实施方式
38.下面将以西林瓶的冻干机为例对本实用新型作进一步说明。
39.请参阅图1至图8,本实用新型的用于自动出料系统的出料推板翻转装置,适用的出料系统包括设在冻干机(物料接收设备)内的冻干机板层4(物料堆放板)、设在冻干机外的底座、用于放置西林瓶的理瓶网带1、用于将理瓶网带1上的西林瓶一列一列整齐排布的理瓶系统2、用于理瓶网带1和冻干机板层4对接的对接系统3、用于将理瓶网带1上的西林瓶20平稳推入至冻干机板层4上的自动进料系统5、用于将冻干机板层4上的西林瓶平稳推出至理瓶网带1上的自动出料系统6。冻干机板层4的两侧各自设置一根限位条41。
40.底座包括下底板12、通过若干立柱13平行地固定在下底板12上的主底板14、两对安装在下底板12的底面上的底座滚轮11和一对固定在冻干机的小门外的地面上并用于一对底座滚轮11行走的底座导轨10。通过一对底座滚轮11 带动底座和安装在底座上的所有系统沿一对底座导轨10前后移动。
41.理瓶网带1设置在主底板14上;
42.对接系统3设置在主底板14上;对接系统3包括固定在理瓶网带1的前端面上并与理瓶网带1的顶面持平的固定梳齿板35和位于固定梳齿板35的前方的活动翻板36;该活动翻板36通过对接驱动装置和安装在活动翻板36的底面上的翻转驱动装置在水平状态与垂直状态之间转换,并且在活动翻板36处于水平状态时与固定梳齿板35拼接成一整张对接板,并使活动翻板36的前端与冻干机板层4的后端对接,并且在活动翻板36处于垂直状态时与冻干机板层4脱开。
43.自动进料系统5设在理瓶网带1的后方并包括进料驱动装置和进料推板 50;其中,进料驱动装置包括通过主支撑架安装在底座的主底板14上并依次传动连接的进料伺服电机和进料减速机、通过联轴器连接在进料减速机的输出轴上并架设在两对轴承座上的进料水平传动轴和两个一一对应地安装在进料水平传动轴的两头的进料链轮;两个进料链轮处各自设置一个进料链条导向槽,两个进料链轮的下方各自对应地固定一个进料链条回收盘59;两个进料链条回收盘59上各自缠绕一根进料链条57;两根进料链条57的自由端一一对应地绕过两个进料链轮后与进料推板50的两侧端的背面连接。
44.自动出料系统6包括设在自动进料系统5的上方的出料驱动装置、出料推板60、还包括两根内部碰撞柱40、两个出料推板复位触发装置7和两个出料推板翻转装置8;其中,
45.两根内部碰撞柱40一一对应地设在冻干机板层4的前端两侧;
46.出料驱动装置包括通过电机支架16安装在底座的主底板14上并依次传动连接的出料伺服电机61、出料减速机62、出料水平传动轴63、两个齿轮传动机构64和两个出料链轮65;两个出料链轮65处各自设置一个出料链条导向槽 66;两个出料链轮65的下方各自对应地固定一个出料链条回收盘68;两个出料链条回收盘68上各自缠绕一根出料链条67;两根出料链条67的自由端一一对应地绕过两个出料链轮65后各自通过一个出料推板翻转装置8与出料推板 60的两侧端面连接。
47.两个出料推板复位触发装置7安装在底座的主底板14上并一一对应地位于固定梳齿板35的中部两侧;每个出料推板复位触发装置7包括触发块驱动装置和呈倒l形的复位触发块70。
48.当两个出料推板翻转装置8被两根出料链条67向前推到冻干机板层4的前部,使两个出料推板翻转装置8上的解除推板定位撞杆870先一一对应地撞到两根内部碰撞柱40时,通过水平状态定位机构解除出料推板60的水平状态的自锁,然后两个出料推板翻转装置8继续向前直至推板转向撞杆870一一对应地撞到两根内部碰撞柱40时,通过推板转向机构先使出料推板60从水平状态翻转为垂直状态,再通过垂直状态定位机构锁定垂直状态;当两个出料推板翻转装置8被两根出料链条67向后拉回到固定梳齿板35的前部,使两个出料推板翻转装置8上的解除推板定位撞杆870一一对应地撞到两个出料推板复位触发装置7的复位触发块70时,通过垂直状态定位机构解除出料推板60的垂直状态的自锁,然后两个出料推板翻转装置8继续向后直至推板转向撞杆830 一一对应地撞到两个出料推板复位触发装置7的复位触发块70时,通过推板转向机构先使出料推板60从垂直状态翻转为水平状态再通过水平状态定位机构锁定水平状态。
49.在一个最佳的实施例中,翻转装置本体80包括底板、顶板800、前端板、后端板、内侧板和外侧板构成的矩形箱型结构;顶板800与出料链条67的自由端固定连接。
50.推板转向机构包括主动齿轮81、推板转动齿轮82、齿条83和推板固定连杆860;其中,
51.主动齿轮81与推板转动齿轮82啮合并一上一下地安装在翻转装置本体80 的内侧板中部和外侧板的中部之间;
52.齿条83水平向地设在主动齿轮81的上方并与主动齿轮81啮合;
53.推板固定连杆860的一端与推板转动齿轮82的转轴固接,该推板固定连杆860的另一端与出料推板60的侧面固定连接。
54.垂直状态定位机构包括垂直定位棘齿条83a、垂直定位棘爪旋转块84a、垂直复位弹簧85a、解除垂直定位顶块86a和解除垂直方向凸轮板87a;
55.水平状态定位机构包括水平定位棘齿条83b、水平定位棘爪旋转块84b、水平复位弹簧85b、解除水平定位顶块86b、解除水平方向凸轮板87b;
56.垂直定位棘齿条83a和水平定位棘齿条83b一一对应地固定在齿条83的前部顶面上和后部顶面上,且垂直定位棘齿条83a的齿向和水平定位棘齿条83b 的齿向相反;
57.垂直定位棘爪旋转块84a的中部和水平定位棘爪旋转块84b的中部各自通过转轴销840一前一后地且可转动地安装在翻转装置本体80的内侧板的上部,垂直定位棘爪旋转块84a的中间底部向下延伸一与垂直定位棘齿条83a啮合的垂直定位棘爪841;水平定位棘爪旋转块84b的中间底部向下延伸一与水平定位棘齿条83b啮合的水平定位棘爪842;
58.垂直复位弹簧85a的一头和水平复位弹簧85b的一头各自通过螺钉85一前一后地固定在翻转装置本体80的顶板的底面内侧和底面外侧上,垂直复位弹簧85a的另一头和水平复位弹簧85b的另一头一一对应地与垂直定位棘爪旋转块84a的前部和水平定位棘爪旋转块84b的后部连接;
59.解除垂直定位顶块86a和解除水平定位顶块86b均呈竖直方向的腰形并各自通过螺钉86一一对应地安装在垂直定位棘爪旋转块84a的后部和水平定位棘爪旋转块84b的前部;
60.解除垂直方向凸轮板87a和解除水平方向凸轮板87b一内一外平行设置在翻转装置本体80的内侧板和外侧板之间并通过前下联板871和后下联板872 连接成一体,解除垂直方向凸轮板87a的前端面与顶面之间设置抵在解除垂直定位顶块86a的下端的前倒角面;解除水平方向凸轮板87b的后端面与顶面之间设置抵在解除水平定位顶块86b的下端的后倒角面;
61.推板转向撞杆830分成推板转向撞杆前段和推板转向撞杆后段并一一对应地连接在齿条83的前端面和后端面上,且推板转向撞杆前段和推板转向撞杆后段一一对应地伸出翻转装置本体80的前端板和后端板;
62.解除推板定位撞杆870分成解除推板定位撞杆前段和解除推板定位撞杆后段并一一对应地连接在前下联板871的前端面和后下联板872的后端面上,且解除推板定位撞杆前段和解除推板定位撞杆后段一一对应地伸出翻转装置本体80的前端板和后端板;解除推板定位撞杆前段的长度大于推板转向撞杆前段的长度;解除推板定位撞杆后段的长度大于推板转向撞杆后段的长度。
63.每个出料推板翻转装置8还包括行走轮88和导向轮89;其中,
64.行走轮88安装在翻转装置本体80的后外侧底部,使翻转装置本体80能在固定梳齿板35、活动翻板36和冻干机板层4上轻松地作前后移动;
65.导向轮89安装在翻转装置本体80的前内侧底部,使翻转装置本体80沿固定梳齿板35两侧的限位条、活动翻板36两侧的限位条和冻干机板层4两侧的限位条41作前后移动。
66.冻干机的对接系统3、自动进料系统5和自动出料系统6的具体动作过程如下:
67.各系统均处于初始状态时,此时对接系统3的活动翻板36与冻干机板层4 脱离并处于垂直状态,自动进料系统5的进料推板50和自动出料系统6的出料推板60均处于原点状态,即进料推板50和出料推板60一下一上地位于理瓶网带1的后部上方,且进料推板50呈垂直状态,出料推板60呈水平状态。首先冻干机小门打开,冻干机板层4运动到等高进料位置后停止,此时冻干机控制系统发出对接信号,之后对接系统3的活动翻板36翻转至与冻干机板层4 和固定梳齿板35同一水平面上,从而实现与冻干机板层4的平稳对接。
68.对接系统3与冻干机板层4对接完成后,自动进料系统5的进料驱动装置开始工作,带动进料推板50开始理瓶。当西林瓶20经过上游网带传输至理瓶网带1时,进料驱动装置带动两根进料链条57作卷曲运动,从而驱动安装有推板支撑轮的进料推板50沿固定梳齿板35两侧的限位条和活动翻板36两侧的限位条向前移动,并将理瓶网带1上的西林瓶20经固定梳齿板和活动翻板推到冻干机板层4上,实现进料。当进料推板50向后移动时,进料链条57回收到进料链条回收盘59内,进料推板50也回到初始位置。此时对接系统3的活动翻板36与冻干机板层4脱离开并完全从冻干机的小门里面收回至垂直状态,冻干机的小门关闭,西林
瓶20开始在冻干机内冻干。
69.西林瓶20冻干结束后,冻干机的小门打开,对接系统3的活动翻板36翻转至水平对接状态,此时冻干机板层4与对接系统的活动翻板36的高度一致。自动出料系统6开始工作:两根出料链条67驱动出料推板60到达冻干机内部出料系统停车位,然后两个出料推板翻转装置8上的解除推板定位撞杆870和推板转向撞杆830先后撞到两根固定在冻干机板层4前端两侧的内部碰撞柱 40,使出料推板60先解除水平方向的自锁再从水平状态转换为垂直状态并自锁,准备拉动已冻干好的西林瓶20开始出货。
70.自动出料系统6的出料驱动装置的工作过程是:出料伺服电机61通过出料减速机62带动出料水平传动轴63转动,进而依次带动两个一一对应地安装在出料水平传动轴63两头的齿轮传动机构64和两个出料链轮65转动;两个出料链轮65的转动一一对应地带动两根与之啮合的出料链条67在出料链条压板槽66的帮助下作卷曲运动,从而驱动安装有出料推板翻转装置8的出料推板60沿固定梳齿板35两侧的限位条、活动翻板36两侧的限位条和冻干机板层4两侧的限位条作前后移动。当出料推板60向后移动时,出料链条67回收到出料链条回收盘68内。出料结束后,两个出料推板复位触发装置7的复位触发块70在触发块驱动装置的驱动下从垂直向上状态换成水平状态,当两个出料推板翻转装置8往回移动时,解除推板定位撞杆870和推板转向撞杆830 先后撞到呈水平状态的复位触发块70上,使出料推板60先解除垂直方向的自锁然后从垂直方向转换为水平方向并自锁,确保进料链条57带动进料推板50 从呈水平状态的出料推板60的下方进行短推理瓶和长推进料。
71.出料推板翻转装置8的动作原理是:当翻转装置本体80上的解除推板定位撞杆870先撞到内部碰撞柱40上,解除水平方向凸轮板87b随着解除推板定位撞杆870的向后移动顶起解除水平定位顶块86b,与解除水平定位顶块86b 通过固定螺钉86连接的水平定位棘爪旋转块84b克服了水平复位弹簧85b的弹簧力也随之顶起并绕转轴销84旋转,水平定位棘爪842也随水平定位棘爪旋转块84b的旋转脱离水平定位棘齿条83b,解除了出料推板60的水平状态定位。同时另一侧的解除垂直方向凸轮板87a也随解除推板定位撞杆870的向后移动下降解除垂直定位顶块86a,与解除垂直定位顶块86a通过固定螺钉86连接的垂直定位棘爪旋转块84a克服了垂直复位弹簧85a的弹簧力也随之顶起,并绕转轴销84旋转,垂直定位棘爪841也随垂直定位棘爪旋转块84a的旋转脱离垂直定位棘齿条83a,锁定了出料推板60的垂直状态定位。推板转向撞杆 830后撞到内部碰撞柱40上,使齿条83向后移动,进而驱动主动齿轮81旋转,并同步带动推板转动齿轮82反向旋转90
°
,由于推板固定连杆860是固定在推板转动齿轮82的转轴上,因此带动出料推板60从水平状态转换到垂直状态。
72.出料结束后,出料推板复位触发装置7的复位触发块70在触发块驱动装置的驱动下从垂直向上状态换成水平状态,然后出料推板翻转装置8上的解除推板定位撞杆870先撞到复位触发块70上,解除垂直方向凸轮板87a随解除推板定位撞杆870的移动顶起解除垂直定位顶块86a,与解除垂直定位顶块86a 通过固定螺钉86连接的垂直定位棘爪旋转块84a克服了垂直复位弹簧85a的弹簧力也随之顶起,并绕转轴销84旋转,垂直定位棘爪841也随旋转脱离垂直定位棘齿条83a,解除了出料推板60的垂直状态定位。同时另一侧的解除水平方向凸轮板87b随解除推板定位撞杆870的移动下降解除水平定位顶块86b,与解除水平定位顶块86b通过固定螺钉86连接的水平定位棘爪旋转块84b克服了水平复位弹簧85b的弹簧力也随之顶起,并绕转轴销84旋转,水平定位棘爪842也随旋转脱离水平定位棘齿条83b,锁定
了出料推板60的水平状态定位。接着推板转向撞杆830撞到复位触发块70上,使齿条83向前移动,驱动主动齿轮81旋转,同步带动推板转动齿轮82反向旋转90
°
,由于推板固定连杆860是固定在推板转动齿轮82的转轴上,因此带动出料推板60在固定梳齿板35处从垂直状态恢复到水平状态。
73.以上实施例仅供说明本实用新型之用,而非对本实用新型的限制,有关技术领域的技术人员,在不脱离本实用新型的精神和范围的情况下,还可以作出各种变换或变型,因此所有等同的技术方案也应该属于本实用新型的范畴,应由各权利要求所限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1