一种汽车防冻液生产用包装输送装置的制作方法
1.本实用新型涉及防冻液生产技术领域,尤其涉及一种汽车防冻液生产用包装输送装置。
背景技术:
2.汽车防冻液是一种含有特殊添加剂的冷却液,主要用于液冷式发动机冷却系统,汽车防冻液具有冬天防冻,夏天防沸,全年防水垢,防腐蚀等优良性能,汽车防冻液的种类很多,像无机物中的氯化钙(cacl2)、有机物中的甲醇(ch3oh)、乙醇(c2h5oh,俗名酒精)、乙二醇(c2h4(oh)2,俗名甜醇)、丙三醇(c3h5(oh)3,俗名甘油)、润滑油以及我们日常生活中常见的砂糖、蜂蜜等,都可作为防冻液的母液,在加入适量纯净软水(不含或少量含有钙、镁离子的水,如蒸馏水、未受污染的雨水、雪水等,其水质的总硬度成分浓度在0-30ppm之间)后,即可成为一般意义上的防冻液;
3.汽车防冻液在混合步骤完成后,需要将生产出的防冻液进行包装,包装完成后才能算作完成生产,在包装过程中需要用到输送装置对防冻液的包装桶(即防冻液桶)进行输送,而目前市面上的输送装置只具备最基础的输送功能,功能较为单一,无法在输送过程中排除防冻液桶的次品,后续还需要人工筛查,增加了人力成本,因此,为了解决此类问题,我们提出了一种汽车防冻液生产用包装输送装置。
技术实现要素:
4.本实用新型提出的一种汽车防冻液生产用包装输送装置,解决了目前市面上的防冻液包装输送装置功能较为单一,无法在输送过程中排除防冻液桶的次品,后续还需要人工筛查,增加了人力成本的问题。
5.为了实现上述目的,本实用新型采用了如下技术方案:
6.一种汽车防冻液生产用包装输送装置,包括工作台,所述工作台的顶面两侧设置有一对挡板,且所述挡板的其中一个一侧固定安装有红外线射线灯,所述挡板的另一个一侧固定安装有红外线接收器,所述工作台的内部安装有第一输送装置,且所述工作台的顶面一侧固定安装有支撑柱,所述支撑柱的顶部安装有第二电机,且所述第二电机的上方连接有转动杆,所述转动杆的另一端安装有自转机构,且所述自转机构的底部安装有夹持横板,所述夹持横板包括传感器,且所述夹持横板的内部底面设置有红外测距仪,所述工作台的一侧固定安装有第二输送装置,且所述工作台的另一侧面设置有次品托盘。
7.优选的,所述工作台的内部设置有一对安装槽。
8.优选的,所述第一输送装置包括第一电机,所述第一电机的输出端连接有第一传动轴,且所述第一传动轴的另一端连接有第一主动辊,所述第一主动辊的侧面外围设置有第一输送带。
9.优选的,所述支撑柱的底部设置有底座,且所述支撑柱的上半段外围设置有抱箍,所述抱箍的外侧面固定安装有多个支撑杆。
10.优选的,所述第二电机的输出端连接有第二传动轴,且所述第二传动轴的外弧面设置有第一凹槽,所述第二传动轴的外围设置有第一安装件,且所述第一安装件的内弧面设置有第二凹槽,所述第二凹槽与第一凹槽之间设置有多个第一钢珠形成轴承式结构。
11.优选的,所述转动杆的一端与第二传动轴的顶面固定连接,且所述转动杆的另一端与自转机构的顶面固定连接。
12.优选的,所述自转机构包括第三电机,所述第三电机的输出端连接有第三传动轴,且所述第三传动轴的外围设置有第二安装件,所述第三传动轴与第二安装件之间设置有多个第二钢珠,且所述第三传动轴的底部固定连接有气缸。
13.优选的,所述夹持横板的两端内部设置有电动推杆,且所述电动推杆的伸长端连接有夹板,所述夹板的一侧表面设置有传感器,所述夹持横板的内部设置有活动槽。
14.优选的,所述第二输送装置包括输送台,所述输送台的一侧设置有一对第四电机,且所述第四电机的输出端连接有第四传动轴,所述第四传动轴的另一端连接有第二主动辊,且所述第二主动辊的外围设置有第二输送带。
15.优选的,所述次品托盘的一侧固定安装有手推杆,且所述次品托盘的底部安装有多个万向轮。
16.本实用新型的有益效果为:
17.1、本实用新型通过设置了传感器、红外测距仪,使得本装置在对包装桶进行夹持转运的过程中,能够自动测量包装桶的长度与厚度是否合格,若包装桶因其它工序导致出现凹瘪的次品,则传感器与红外测距仪会自动测量得出此包装桶为次品,进而本装置自动将次品放入次品托盘中,完成分拣,等待回收。
18.2、本实用新型通过设置了红外线射线灯、红外线接收器,使得当包装桶被输送至两者之间时,红外线接收器接收不到红外线射线灯发出的射线,第一输送装置自动停止并自动开启下一步骤,装置的整体运转均由机械结构自动完成,无需人工看守操作,使用更加方便。
19.综上所述,该装置在具备最基本的输送功能的同时,能够自动完成对于包装桶次品的分拣操作,并且装置运转的全过程均无需人工操作,使用更加方便。
附图说明
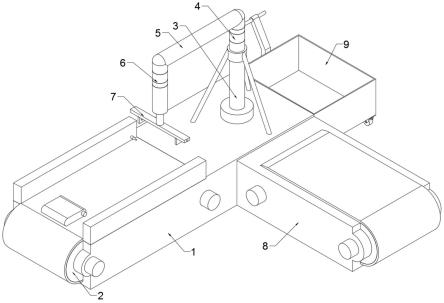
20.图1为本实用新型的结构示意图。
21.图2为本实用新型的分解示意图。
22.图3为本实用新型工作台的剖面示意图。
23.图4为本实用新型支撑柱的结构示意图。
24.图5为本实用新型第二电机及其组件的分解示意图。
25.图6为本实用新型自转机构的剖面示意图。
26.图7为本实用新型夹持横板的剖面示意图。
27.图8为本实用新型次品托盘的结构示意图。
28.图9为本实用新型图2中a处的放大图。
29.图中标号:1、工作台;101、挡板;102、红外线射线灯;103、红外线接收器;104、安装槽;2、第一输送装置;201、第一电机;202、第一传动轴;203、第一主动辊;204、第一输送带;
3、支撑柱;301、底座;302、抱箍;303、支撑杆;4、第二电机;401、第二传动轴;402、第一凹槽;403、第一安装件;404、第二凹槽;405、第一钢珠;5、转动杆;6、自转机构;601、第三电机;602、第三传动轴;603、第二安装件;604、第二钢珠;605、气缸;7、夹持横板;701、电动推杆;702、夹板;703、传感器;704、活动槽;705、红外测距仪;8、第二输送装置;801、输送台;802、第四电机;803、第四传动轴;804、第二主动辊;805、第二输送带;9、次品托盘;901、手推杆;902、万向轮。
具体实施方式
30.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
31.参照图1-图9,一种汽车防冻液生产用包装输送装置,包括工作台1,工作台1的顶面两侧设置有一对挡板101,且挡板101的其中一个一侧固定安装有红外线射线灯102,挡板101的另一个一侧固定安装有红外线接收器103,工作台1的内部安装有第一输送装置2,且工作台1的顶面一侧固定安装有支撑柱3,支撑柱3的底部设置有底座301,提供稳定支撑,且支撑柱3的上半段外围设置有抱箍302,抱箍302的外侧面固定安装有多个支撑杆303,使得支撑柱3的工作环境更加稳定,支撑柱3的顶部安装有第二电机4,且第二电机4的上方连接有转动杆5,转动杆5的另一端安装有自转机构6,且自转机构6的底部安装有夹持横板7,夹持横板7包括传感器703,且夹持横板7的内部底面设置有红外测距仪705,工作台1的一侧固定安装有第二输送装置8,且工作台1的另一侧面设置有次品托盘9。
32.如图2、图9所示,第一输送装置2包括第一电机201,提供动力,第一电机201的输出端连接有第一传动轴202,传递动能,且第一传动轴202的另一端连接有第一主动辊203,带动第一输送带204移动,第一主动辊203的侧面外围设置有第一输送带204,带动包装桶前进,工作台1的内部设置有一对安装槽104,用于安装第一主动辊203,供其运行。
33.如图5所示,第二电机4的输出端连接有第二传动轴401,且第二传动轴401的外弧面设置有第一凹槽402,第二传动轴401的外围设置有第一安装件403,且第一安装件403的内弧面设置有第二凹槽404,第二凹槽404与第一凹槽402之间设置有多个第一钢珠405形成轴承式结构,第一安装件403使得第二传动轴401在转动过程中更加稳定,转动杆5的一端与第二传动轴401的顶面固定连接,且转动杆5的另一端与自转机构6的顶面固定连接。
34.如图6、图7所示,自转机构6包括第三电机601,第三电机601的输出端连接有第三传动轴602,且第三传动轴602的外围设置有第二安装件603,第三传动轴602与第二安装件603之间设置有多个第二钢珠604,且第三传动轴602的底部固定连接有气缸605;夹持横板7的两端内部设置有电动推杆701,提供夹持的力,且电动推杆701的伸长端连接有夹板702,夹板702的一侧表面设置有传感器703,感应是否夹稳包装桶,夹持横板7的内部设置有活动槽704,为夹板702的移动提供空间。
35.如图2所示,第二输送装置8包括输送台801,输送台801的一侧设置有一对第四电机802,且第四电机802的输出端连接有第四传动轴803,第四传动轴803的另一端连接有第二主动辊804,且第二主动辊804的外围设置有第二输送带805,负责将完成挑选后的包装桶继续输送至下一流程,次品托盘9的一侧固定安装有手推杆901,且次品托盘9的底部安装有
多个万向轮902,使得次品托盘9具有移动能力。
36.工作原理:该装置在使用时,先将本装置安装至合适的位置,通入外部电源,开启红外线射线灯102、红外线接收器103、第一电机201、传感器703、红外测距仪705、第四电机802,将包装桶放在第一输送带204的上表面,第一输送带204带动着包装桶移动至红外线射线灯102及红外线接收器103之间的位置,此时红外线接收器103接收不到红外线射线灯102发出的射线,第一电机201停止运转,气缸605伸至最长,电动推杆701开始伸长,直到传感器703与包装桶直接接触并感受到一定数值的压力后,电动推杆701停止伸长,此时,两个电动推杆701的初始位置距离减去两个电动推杆701的伸长量总和即为包装桶的长度,红外测距仪705自动开启测量出包装桶的厚度;
37.若包装桶的长度与厚度均在误差范围内,则气缸605开始缩短,第二电机4转动90
°
,随后,夹持横板7夹持着包装桶到达第二输送装置8的上方,气缸605伸长,电动推杆701缩短,包装桶被放置在第二输送装置8的上表面,在第四电机802的运转作用下,包装桶被输送至下一流程,气缸605、第二电机4、第三电机601、电动推杆701重新恢复初始状态,待夹持横板7重新回到第一输送装置2的上方后,第一电机201再次开始运转,继续下一次工作;
38.若包装桶的长度或厚度存在误差较大的情况,则装置自动判定该包装桶为次品,气缸605开始缩短,第二电机4转动180
°
,使得夹持横板7夹着包装桶到达次品托盘9的上方,电动推杆701缩短,包装桶落入次品托盘9的内部,随后各机构恢复至初始状态,第一电机201再次开始运转,继续下一次工作,待所有包装桶均完成输送后,由工作人员手握手推杆901将次品托盘9推至包装桶生产流程区,将次品托盘9中的次品包装桶回收再利用即可。
39.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1