一种自动化纱架盘装载装置的制作方法
1.本实用新型涉及一种自动化纱架盘装载装置,是对自动化装载纱架盘过程的改进,属于印染设备自动化技术领域。
背景技术:
2.在传统的纱线染色工业中, 一直以来都是以手工方法预先将绕了纱线的筒子纱叠放进纱架盘的每枝纱竹上,形成一柱柱的筒子纱来进行染色。根据不同的机型,纱架盘的高度为1至3米不等, 而直径范围亦可由半米至3米, 所以将筒子纱叠放在纱架盘的纱竹上是需要大量的人力劳动, 而且, 操作员除了要每次从低处的运送车内拾取筒子纱, 还要把筒子纱逐个放进在位于不同位置的每枝纱竹上。部分靠近纱架盘中心的纱竹, 因为受外围纱竹所阻碍, 操作员必需俯身才能把筒子纱装上纱竹,这种重复性工作会对工作者造成手部劳损或工伤意外。因此装纱过程十分耗时, 浪费时间及容易令人受伤,严重影响生产效率及成本。
3.现有技术提供了一种自动化纱架盘装载装置,在该项技术中, 空载的纱架盘首先装载在一运合移动平台上,并利用多个定位凸柱设计, 把纱架盘固定在运合移动平台上, 以便进行自动化筒子纱装载。由于纱架盘的直径可有半米至3米的范围,所以需要使用多枝定位凸柱来涵盖大小不同的纱架盘, 然而使用多枝定位凸柱不但增加制造定位凸柱的成本,也增加了纱架盘所需的定位时间,同时仍需人手来辨识纱架盘,并将纱架盘上的筒子纱的有关生产资料,以人手方法输入自动化控制系统内,不利全面无人化染厂的发展。
技术实现要素:
4.本实用新型的目的在于提供一种自动化纱架盘装载装置,是对自动化装载筒子纱纱架盘的改进。
5.本实用新型所述的自动化纱架盘装载装置,所述的筒子纱是在运作过程中可以被沾上染液的任何输入物,包括但不局限于任何布料、纺筒子纱、化学纤维。
6.本实用新型所述的自动化纱架盘装载装置,是用于在生产过程中,将纱架盘于规定的范围内移动或转动的装置,包括但不局限于筒子纱的纱架盘移动或转动。与现有技术不同,本实用新型所述的装载装置能简单、稳固、快速、准确地自动把纱架盘装载在线向和转向移动平台上。
7.具体来说,本实用新型提供的自动化纱架盘装载装置,包括机座、纱架盘、线向移动平台和转向移动平台,所述的线向移动平台设置在机座上并且可相对机座作直线往复运动,所述的转向移动平台设置在所述线向移动平台上,并且可相对线向移动平台作旋转运动,所述的纱架盘装载在转向移动平台上。
8.所述的机座、纱架盘、线向移动平台和转向移动平台的大小尺寸、形状不限,用料亦不限,以能配合纱线染色生产实质要求作考虑。
9.进一步的,所述的自动化纱架盘装载装置中,所述的转向移动平台顶部设有定位
柱和第一定位齿。所述的定位柱和环形定位齿的大小尺寸、用料亦不限,以能覆盖所使用的纱架盘尺寸和配合实质生产要求作考虑。
10.更进一步的,本实用新型所提供的自动化纱架盘装载装置,所述的纱架盘底部设有第二定位齿,以及与转向移动平台的定位柱配合的定位孔。在纱架盘装载时,此环形定位齿和转向移动平台顶面的环形定位齿形成扣合状态,令纱架盘和转向移动平台函接在一起而防止产生转向角度移位,亦不需加装锁紧的装置。换言之,在使用时,所述纱架盘和转向移动平台联成一体, 可同步作线向和转向移动。所述的环形定位齿用料不限,但大小尺寸以能配合移动平台表面的同心环形定位齿来考虑。
11.更进一步的,所述的第一定位齿和第二定位齿均为同心环形定位齿。
12.进一步的,所述的自动化纱架盘装载装置中,所述的线向移动平台和转向移动平台,由马达驱动,令纱架盘可达到所需的位置和角度。所述的转向移动平台设在所述线向移动平台上,转向移动平台旋转移动时,线向移动平台可同步作线向往复移动。
13.本实用新型所提供的自动化纱架盘装载装置, 当线向移动平台和转向移动平台互相配合运动时,纱架盘上的各支纱竹位置即同步被移动,而有效的控制移动可将纱架盘上的每一支纱竹递送到工作平台上的指定位置。
14.进一步的,所述的自动化纱架盘装载装置包括装贴在沙架盘上的二维码标签,在线向移动平台上设有二维码扫描器。
15.为配合全面无人化染厂的发展,本实用新型所提供的自动化纱架盘装载装置应用二维码标签 (qr code label)来识别每一个纱架盘。二维码标签可装贴在纱架盘的周边表面,当纱架盘完成装载在转向移动平台时,自动化控制程式会首先驱动转向移动平台,令纱架盘以慢速转动,这是让安装在线向移动平台上的二维码扫描器可以与二维码标签对位吻合, 以便读取二维码标签内的资料,并把资料传送到中央控制系统。根据标签资料,中央控制系统继而可取得贮存在系统内有关该纱架盘的详细生产资料, 例如每枝纱竹的筒子纱数量、纱线物料种类、筒子纱含水量、颜料和染色要求等等。中央控制系统便可以按照这些详细生产资料数据来启动染色机,施行全面无人化智能染色操作。
16.本实用新型所提供的自动化纱架盘装载装置,改用了定位柱和环形定位齿设计,结构简单、实用可靠,大大改善了先前使用多枝定位凸柱的方法。可根据厂内所使用纱架盘的大小, 设计一套标准的定位柱、圆孔和环形定位齿, 很容易便可加装在纱架盘底部和转向移动平台顶部,本实用新型所提供的自动化纱架盘装载装置便可覆盖厂内全部纱架盘来操作,可被广泛接受和应用。
附图说明
17.图1是本实用新型所述的自动化纱架盘装载装置的结构示意图;
18.图2是本实用新型所述的纱架盘的结构示意图;
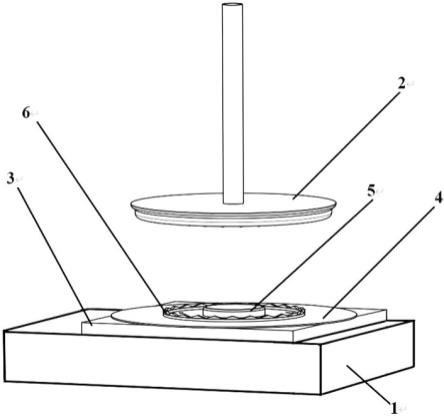
19.图3表示纱架盘下降到转向移动平台上的状态图;
20.图4表示纱架盘与转向移动平台扣合的状态图;
21.图5表示纱架盘装贴有二维码标签的示意图;
22.其中,1为机座、2为纱架盘、3为线向移动平台、4为转向移动平台、5为定位柱、6为第一定位齿、 7为定位孔、 8为第二定位齿、 9为二维码标签。
具体实施方式
23.以下结合附图对本实用新型所述的技术方案进行非限制性的说明,目的是为公众更好的理解本实用新型的内容。
24.如图1所示,本实用新型所述的自动化纱架盘装载装置包括有机座1、纱架盘2 (不显示纱竹)、线向移动平台3和转向移动平台4。线向移动平台3设置在机座1上,并且可相对机座1作直线往复运动。转向移动平台4设置在线向移动平台3上,并且可相对线向移动平台3作顺逆旋转运动。转向移动平台4顶部中心设有定位柱5和第一定位齿6,为同心环状定位齿。
25.如图2所示,所述纱架盘2底部中心设有一个定位孔7。在纱架盘2装载时,定位孔7套入转向移动平台4的定位柱5,令纱架盘2和转向移动平台4能函接在同一中轴线上而防止产生平面线向移位。纱架盘2底部亦设有第二定位齿8。在纱架盘2装载时,第人定位齿8和转向移动平台第一定位齿6形成扣合状态,令纱架盘2和转向移动平台4函接在一起而不会产生转向角度移位。
26.如图3所示,一般会由高空起重吊机将纱架盘2以垂直起吊方式吊送至转向移动平台4上。当纱架盘2吊送至转向移动平台4的上方时,吊送会转为垂直慢速下降,让纱架盘2的底面与转向移动平台4的顶面拼合。
27.如图4所示,转向移动平台4顶面的定位柱5套入纱架盘2底部的定位孔7,令纱架盘2和转向移动平台4函接在同一中轴线上而不会产生平面线向移位。而第二定位齿8和转向移动平台的第一定位齿6形成扣合状态,令纱架盘2和转向移动平台4函接在一起而不会产生转向角度移位。由于纱架盘装载了筒子纱时是有相当重量, 所以亦不需加装锁紧装置。当装载装置执行转向移动或线向移动时,与其紧扣联系之纱架盘2即可同步移动。
28.如图5所示,为配合全面无人化染厂的发展,本实用新型所提供的自动化纱架盘装载装置应用二维码标签 (qr code label)来识别每一个纱架盘。二维码标签可装贴在纱架盘的周边表面,根据标签资料,中央控制系统可取得贮存在系统内有关纱架盘的详细生产资料, 便可以按照这些详细生产资料数据来启动染色机,施行全面无人化智能染色操作。在此情况下,本实用新型成功地把不同大小筒子纱纱架盘上的筒子纱自动移送到所需的位置进行筒子纱自动装缷,过程间单、稳固、快
㨗
和准确,实现自动化提升移动筒子纱工序。
29.应该理解的是, 上述内容包括附图均非对所述技术方案的限制, 事实上, 凡以相同或近似原理对所述技术方案进行的改进, 包括结构的尺寸、形状的改变, 以及功能相似组件的替换, 都在本实用新型所要求保护的技术方案之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1