棉卷自动包装线的端口扎带机的制作方法
1.本实用新型属于玻璃纤维棉卷打包领域,涉及一种棉卷自动包装线的端口扎带机。
背景技术:
2.玻璃纤维棉毡是施加了树脂粘结剂的玻璃纤维在空间无序交错穿插,加温固化成型后纤维呈无定向三维结构排布的毡状材料,具有良好的保温和隔音性能,被广泛应用于建筑、石油、交通、航空航天等保温隔音领域。玻璃纤维棉毡出厂前,需要经过卷毡机成卷、胶带机缠胶带、套袋机套袋及端口扎带机封口等工序。
3.现有对包装袋的端口进行扎带时,一般通过工人对包装袋进行收口,再由另一个工人用扎带将包装袋的端口扎紧,需要两个人协同工作,效率低下,造成人力资源浪费;通过人工无法有效将包装袋有效理顺,导致收口不紧,有可能造成扎带脱落。
技术实现要素:
4.本实用新型的目的是针对现有的技术存在上述问题,提出了一种能自动对包装袋进行收口的棉卷自动包装线的端口扎带机。
5.本实用新型的目的可通过下列技术方案来实现:
6.棉卷自动包装线的端口扎带机,包括机架、设于机架上的输送轨、用于将输送轨上的棉卷向前推送的侧推单元、设于输送轨前方的收口结构和扎带器,所述收口结构用于将包装袋的端口部聚拢,所述扎带器用于将扎带束紧到聚拢的端口部上,所述机架上还设有收口前用于将包装袋的端口部理顺的吹气结构。
7.用于包装棉卷的包装袋呈筒状,其深度大于棉卷的长度,当棉卷装入到包装袋内后,包装袋的前端多出棉卷前端一段距离,多出的部分为包装袋的端口部。其中,扎带器可选用日本海尔曼太通生产的型号为at2000的全自动扎带枪,能实现将扎带自动捆扎到端口部上。当套有包装袋的棉卷进入输送轨时,侧推单元将棉卷向前推送至包装袋的端口部完全脱离输送轨,随后吹气结构吹气,将端口部理顺,然后在收口结构的作用下使端口部聚拢,最后在扎带器的作用下完成扎带的捆扎。
8.在上述棉卷自动包装线的端口扎带机中,所述收口结构包括由第一动力单元驱动其上下升降的下横杆、设于下横杆上方的由第二动力单元驱动其上下升降的上横杆以及两个分别由不同的第三动力单元驱动其水平运动的侧压杆,所述上横杆与下横杆沿垂直于棉卷的轴线方向水平延伸,所述侧压杆沿竖直方向延伸,所述侧压杆的运动方向与下横杆的延伸方向相同。
9.当吹气结构将包装袋的端口部理顺后,下横杆在第一动力单元的作用下上升,上横杆在第二动力单元的作用下下降,在上下方向上将位于两者之间的端口部聚拢,随后保持上横杆与下横杆不动,在第三动力单元的作用下使两侧压杆相对靠近运动,在水平方向上将位于两者之间的端口部聚拢。保持两个侧压杆不动,通过扎带器将扎带捆扎到聚拢的
端口部上。为了使棉卷充满包装袋,扎带器应设置在棉卷与收口结构之间。
10.在上述棉卷自动包装线的端口扎带机中,所述下横杆上滑动设有两个滑块,每个所述滑块上均设有两个侧压杆,位于同一滑块上的两侧压杆之间形成让位槽,所述上横杆位于让位槽的正上方,两个所述滑块分别由不同的第三动力单元驱动。
11.为了防止滑块转动,可设置多个下横杆,滑块同时滑动套设在多个下横杆上。上横杆位于让位槽的正上方,且让位槽的宽度大于上横杆的宽度,当上横杆下降时,可进入让位槽,使上横杆与下横杆之间的距离缩至最小,能有效将端口部聚拢。
12.在上述棉卷自动包装线的端口扎带机中,所述吹气结构包括设于输送轨上方且呈c字型的第一吹气管,c字型结构的开口朝下,所述第一吹气管的前侧设有若干向前吹气的第一吹气孔。
13.棉卷在侧推单元的作用下运动到位时,第一吹气管刚好套在棉卷上,第一吹气管与气源(如空压机)连接,打开气源的开关后,气体进入第一吹气管,并由第一吹气孔吹出,一方面能将端口部向前吹送,另一方面可带走端口部内侧的空气,使端口部内缩。
14.在上述棉卷自动包装线的端口扎带机中,所述机架上设有支撑架,所述支撑架上设有用于驱动第一吹气管上下升降的第四动力单元,所述第四动力单元位于第一吹气管的上方。
15.为了防止第一吹气管阻挡棉卷向前运动,在第一吹气管的上方设置了第四动力单元,当棉卷向前运动到位后,第四动力单元才带动第一吹气管向下运动。为了防止第一吹气管扎破包装袋,第一吹气管为软管,第一吹气管下降时可自动适应棉卷的形状。
16.在上述棉卷自动包装线的端口扎带机中,所述输送轨的下方设有垂直于棉卷的轴线水平延伸的第二吹气管,所述第二吹气管上设有能倾斜向前上方吹气的第二吹气孔。
17.第二吹气管用于将端口部的下部分向前上方吹起,配合第一吹气管共同将端口部理顺。第二吹气管与气源(如空压机)连接。
18.在上述棉卷自动包装线的端口扎带机中,所述机架上还设有当收口结构将端口部收口后用于使棉卷回退一段距离的回退单元。当收口结构将端口部收口后,保持收口结构不动,回退单元使棉卷向后运动一小段距离,收口部被绷直,有利于扎带器的捆扎。
19.与现有技术相比,本棉卷自动包装线的端口扎带机具有以下优点:棉卷在侧推单元的作用下自动运动到位,随后通过第一吹气管和第二吹气管将端口部理顺,再在上横杆、下横杆和侧压杆的作用下将其收口,最后通过扎带器将扎带捆扎到收口的端口部上,自动化程度高,对端口部捆扎效果好,能有效节约人力成本。
附图说明
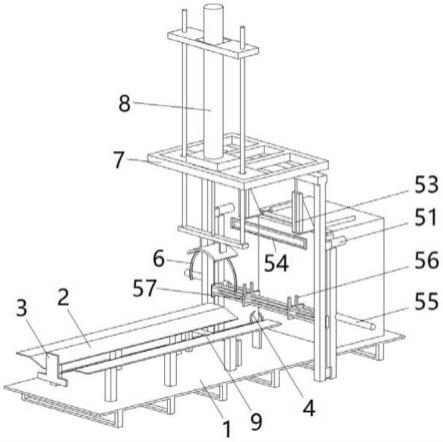
20.图1是本实用新型提供的较佳实施例的结构示意图。
21.图2是本实用新型提供的较佳实施例的又一结构示意图。
22.图3是本实用新型提供的较佳实施例的部分结构示意图。
23.图中,1、机架;2、输送轨;3、侧推单元;4、扎带器;51、第一动力单元;52、下横杆;53、第二动力单元;54、上横杆;55、第三动力单元;56、侧压杆;57、滑块;6、第一吹气管;7、支撑架;8、第四动力单元;9、第二吹气管。
具体实施方式
24.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
25.如图1所示的棉卷自动包装线的端口扎带机,包括呈板状且水平铺设的机架1,该机架1上设有沿水平延伸的输送轨2,输送轨2沿其宽度方向的纵截面呈v字型,进入输送轨2的棉卷沿输送轨2长度方向延伸,且被输送轨2的v字内侧面支撑。棉卷进入到输送轨2上时,棉卷外套设的包装袋与输送轨2光滑接触。
26.为了使棉卷能在输送轨2上自动前进,如图1所示,在机架1上设有将棉卷向前推送的侧推单元3。推送单元设在棉卷的后方,当棉卷进入输送轨2时,能推动棉卷向前运动。其中,侧推单元3可以是气缸、液压缸、电推杆、丝杆螺母副等,气缸的活塞杆、液压缸的活塞杆、电推杆抵靠在棉卷的后端,且沿棉卷轴向延伸。丝杆螺母副中的丝杆沿棉卷轴向延伸,丝杆只能转动,丝杆转动时螺母沿丝杆长度方向轴向运动,在螺母上固定有抵靠在棉卷后端的推板。
27.为了实现包装袋的端口部收口聚拢及捆扎,在机架1上设置位于输送轨2前方的收口结构和扎带器4,收口结构用于将包装袋的端口部聚拢,扎带器4用于将扎带束紧到聚拢的端口部上。
28.本实施例中,扎带器4选用日本海尔曼太通生产的型号为at2000的全自动扎带枪,能实现将扎带自动捆扎到端口部上。当套有包装袋的棉卷进入输送轨2时,侧推单元3将棉卷向前推送至包装袋的端口部完全脱离输送轨2,随后在收口结构的作用下使端口部聚拢,最后在扎带器4的作用下完成扎带的捆扎。
29.如图1-3所示,收口结构包括由第一动力单元51驱动其上下升降的下横杆52、设于下横杆52上方的由第二动力单元53驱动其上下升降的上横杆54以及两个分别由不同的第三动力单元55驱动其水平运动的侧压杆56,上横杆54与下横杆52沿垂直于棉卷的轴线方向水平延伸,侧压杆56沿竖直方向延伸,侧压杆56的运动方向与下横杆52的延伸方向相同。本实施例中,第一动力单元51、第二动力单元53、第三动力单元55为气缸、液压缸或电推杆中的其中一种。
30.工作时,下横杆52在第一动力单元51的作用下上升,上横杆54在第二动力单元53的作用下下降,在上下方向上将位于两者之间的端口部聚拢,随后保持上横杆54与下横杆52不动,在第三动力单元55的作用下使两侧压杆56相对靠近运动,在水平方向上将位于两者之间的端口部聚拢。保持两个侧压杆56不动,通过扎带器4将扎带捆扎到聚拢的端口部上。为了使棉卷充满包装袋,扎带器4应设置在棉卷与收口结构之间。
31.为了实现更好的收口,如图1-3所示,下横杆52上滑动设有两个滑块57,每个滑块57上均设有两个侧压杆56,位于同一滑块57上的两侧压杆56之间形成让位槽,上横杆54位于让位槽的正上方,两个滑块57分别由不同的第三动力单元55驱动。
32.为了防止滑块57转动,可设置多个下横杆52,滑块57同时滑动套设在多个下横杆52上。上横杆54位于让位槽的正上方,且让位槽的宽度大于上横杆54的宽度,当上横杆54下降时,可进入让位槽,使上横杆54与下横杆52之间的距离缩至最小,能有效将端口部聚拢。
33.在收口前,方便将端口部理顺,如图1-3所示,在机架1上还设有收口前用于将包装袋的端口部理顺的吹气结构。
34.如图1-3所示,吹气结构包括设于输送轨2上方且呈c字型的第一吹气管6,c字型结构的开口朝下,第一吹气管6的前侧设有若干向前吹气的第一吹气孔。棉卷在侧推单元3的作用下运动到位时,第一吹气管6刚好套在棉卷上,第一吹气管6与气源(如空压机)连接,打开气源的开关后,气体进入第一吹气管6,并由第一吹气孔吹出,一方面能将端口部向前吹送,另一方面可带走端口部内侧的空气,使端口部内缩。
35.如图1-3所示,机架1上设有支撑架7,支撑架7上设有用于驱动第一吹气管6上下升降的第四动力单元8,第四动力单元8位于第一吹气管6的上方。为了防止第一吹气管6阻挡棉卷向前运动,在第一吹气管6的上方设置了第四动力单元8,当棉卷向前运动到位后,第四动力单元8才带动第一吹气管6向下运动。为了防止第一吹气管6扎破包装袋,第一吹气管6为软管,第一吹气管6下降时可自动适应棉卷的形状。
36.如图1-2所示,输送轨2的下方设有垂直于棉卷的轴线水平延伸的第二吹气管9,第二吹气管9上设有能倾斜向前上方吹气的第二吹气孔。第二吹气管9用于将端口部的下部分向前上方吹起,配合第一吹气管6共同将端口部理顺。第二吹气管9与气源(如空压机)连接。
37.本实施例中,机架1上还设有当收口结构将端口部收口后用于使棉卷回退一段距离的回退单元(图中未示出)。当收口结构将端口部收口后,保持收口结构不动,回退单元使棉卷向后运动一小段距离,收口部被绷直,有利于扎带器4的捆扎。
38.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1