弹簧上料装置的制作方法
1.本实用新型涉及物料输送技术领域,具体涉及一种弹簧上料装置。
背景技术:
2.电池是电动汽车中的关键储能部件,也是影响电动汽车安全性的最主要因素。为了避免电池工作异常时,冷却液泄漏造成电池短路失火,需要在电池壳上设置溢液阀。该阀在正常工作气压下是双向密封的,但是在内部压力过高或者遇水时开启,起到泄压与泄流作用。
3.申请人在申请号为2022105126941的名为“自动组装设备”的发明申请中提供了一种用于具有圆柱弹簧零件的溢液阀组装的设备,涉及圆柱弹簧零件的取料与安装。基于此需要设计一种适配该组装设备的弹簧上料装置。
技术实现要素:
4.为了实现现有的溢液阀组装设备的弹簧物料的上料操作,本实用新型提供一种弹簧上料装置。
5.本实用新型的技术方案提供一种弹簧上料装置,其包括能够在工作面内平移的移栽臂,还包括:
6.平行于工作面设置的u形槽;
7.固定于所述移栽臂上沿所述u形槽移动的导向块;
8.以及转动设置在u形槽所在平面内的摇杆,所述摇杆具有沿摇杆方向设置的滑槽,所述导向块穿过所述滑槽设置。
9.具体的,所述弹簧上料装置还串联设置有第一移动部件与第二移动部件,所述移栽臂设置于所述第二移动部件的移动端。
10.优选的,所述第一移动部件沿弹簧上料装置的移栽方向设置,所述第二移动部件沿所述弹簧的弹簧轴向方向设置。
11.具体的,所述移栽臂包括两对称设置的由弹性元件驱动开合的夹爪,所述夹爪用于夹持弹簧。
12.具体的,两个所述夹爪在其相对的一侧均设置有用于容置所述弹簧的凹槽。
13.优选的,所述凹槽具有仿形弹簧的外周面设置的圆弧形截面,该圆弧形截面为一劣弧;所述凹槽的深度小于所述弹簧的圆柱段的长度。
14.优选的,所述导向块的位于所述u形槽内的分段以及位于所述滑槽内的分段均设置有轴承。
15.本实用新型的弹簧上料装置通过u形槽的导向功能配合摇杆的转动驱动,实现了弹簧沿规划路径的平移上料。该弹簧上料装置仅需要摇杆一个转动设置的主动部件,即可实现对弹簧的不同移动路径的覆盖。不仅可以简化驱动机构的布置,而且由于弹簧的路径匹配是通过u形槽实现的,也不需要通过对多个驱动装置的控制来实现对弹簧的路径控制,
因此也可以简化上料的控制过程。
附图说明
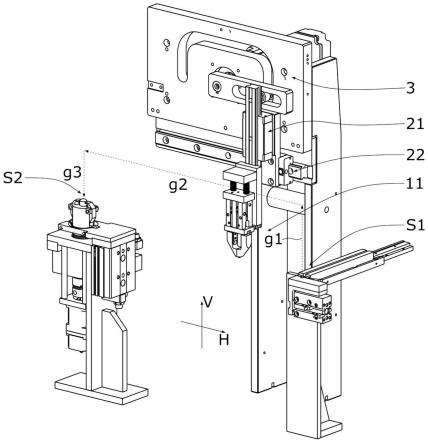
16.图1为本实用新型的整体布局示意图;
17.图2为本实用新型的弹簧上料装置的正视示意图;
18.图3为本实用新型的移栽臂的示意图;
19.图4为本弹簧上料装置的导向块安装处的剖切示意图。
20.图中,
21.11:移栽臂111:夹爪112:弹性元件1111:凹槽21:第一移动部件22:第二移动部件3:驱动机构31:导向块311:轴承32:摇杆321:滑槽33:u形槽w:弹簧s1:上料工位s2:下料工位v:弹簧轴向h:移栽方向
具体实施方式
22.以下结合附图和具体实施例,对本实用新型进行详细说明,在本说明书中,附图尺寸比例并不代表实际尺寸比例,其只用于体现各部件之间的相对位置关系与连接关系,名称相同或标号相同的部件代表相似或相同的结构,且仅限于示意的目的。
23.如图1所示的本实用新型的弹簧上料装置的整体布局示意图。该弹簧上料装置被用于申请人在先申请的溢液阀组装设备中,用于实现弹簧w从上料工位s1处移栽至下料工位s2处。在弹簧w的移动过程中,其弹簧轴向v保持不变,可以作为本技术的一个基准方向,后续所述的沿着弹簧轴向v默认指与弹簧轴向v平行的方向,而非与某一特定轴线方向共线。沿着上料工位s1与下料工位s2连线并垂直于弹簧轴向v的方向定义为移栽方向h,同样的后续中述及的沿着移栽方向h的方向默认指与移栽方向h平行的方向。
24.具体而言,上料工位s1处的弹簧w已经被处理成具有同一弹簧轴向v并依次排列在输送槽中。当弹簧w被取出时,下一弹簧w在输送槽中进入上料工位s1中(通过振动盘驱动弹簧w在输送槽中前进),在下料工位s2处弹簧w需要沿着弹簧轴向v下降以进入待组装件中。为此,弹簧w在一个上料循环中,需要经历沿着图中位于同一工作面内的g1、g2、g3构成的工作路径平移的三个阶段。
25.图2为弹簧上料装置的正视示意图。弹簧上料装置包括用于抓取弹簧w的移栽臂11,该移栽臂11设置在两串联设置的第一移动部件21与第二移动部件22上,串联即如图2所示第二移动部件22设置在第一移动部件21的移动端上,第一移动部件21设置在机架上,移栽臂11设置在第二移动部件22的移动端,则移栽臂11的运动由第一移动部件21与第二移动部件22的运动叠加得到。以此实现移栽臂11在工作面的平移。图2的实施例中,作为一个优选的技术方案,第一移动部件21与第二移动部件22分别沿移栽方向h与弹簧轴向v方向设置,可以简化机构布置,使之与驱动机构之间布置紧凑,节省空间。
26.弹簧上料装置还设置有用于驱动移栽臂11平移的驱动机构3,驱动机构3包括平行工作面设置的u形槽33,移栽臂11上固定有在u形槽33内滑行的导向块31,摇杆32转动设置在u形槽33所在平面内,摇杆32上沿杆长方向设置有滑槽321,摇杆32穿过滑槽321。滑槽321为主动件,可以由旋转气缸或者电机控制其转动。为此,当滑槽321在工作面内绕一端转动时,通过导向块31带动移栽臂11移动;又受制于u形槽33对导向块31的移动路线的规制,使
移栽臂11只能沿着u形槽33规定的路径平移;且如前所述通过第一移动部件21与第二移动部件22实现了移栽臂11在工作面内的自由平移。因此在上述各部件的协同作用下,最终保证了移栽臂11在工作面内沿着前述的工作路径平移,实现弹簧w的移栽,因此本弹簧上料装置的方案只需要摇杆32这一个转动的主动件即可实现弹簧w的三段式移动,通过合理设计u形槽33的尺寸,就可以实现对弹簧w的不同路径的匹配,相比通过多组驱动装置分别实现移栽臂11沿不同方向的设计方案,无疑简化了弹簧上料装置的驱动机构的设计,同时也简化了对驱动装置的时序控制。
27.如图3所示,就移栽臂11而言,其包括两对称设置的由弹性元件112驱动开合的夹爪111,在两夹爪111相对的一侧均设置有用于容置弹簧w的凹槽1111,即在两夹爪111闭合时,使弹簧w被限位于凹槽1111之中,不会发生倾斜或者移动,因此就夹爪111的具体截面形状而言,只要其相对于所在平面具有相对内凹的空间以部分容置弹簧w即可。优选的该凹槽1111具有仿形弹簧w的外周面设置的圆弧形截面,该圆弧形截面为一劣弧,即其长度低于一半周长,因此只能部分容置弹簧w,在夹爪111闭合时,可以使夹爪111对弹簧w的侧面产生压力,保证在下料工位s2时,组装弹簧w时,弹簧w不会发生绕弹簧轴向v的自转。
28.如图2所示,移栽臂11优选的在第二移动部件22上浮动设置,具有沿弹簧轴向v方向的移动自由度。具体的移栽臂11通过沿弹簧轴向v方向设置的弹性元件112设置在第二移动部件22上,在图2中弹性元件112为沿弹簧轴向v设置的弹簧,因此整体上,移栽臂11在第二移动部件22上是相对固定的,可以与第二移动部件22一同在工作面内受控平移。而在移栽臂11移动到下料工位s2时,完成下料的同时还要参与弹簧w的组装,即在组装时固定弹簧w的轴向角度。同时又需要弹簧w在弹簧轴向v方向具有较小的自由度。通过移栽臂11使弹簧w在待组装件上相对压缩,提供其旋入对手件的初始压力,并在旋入时具有足够的变形空间。因此,优选的,所述凹槽1111的深度小于所述弹簧w的圆柱段的长度,以保证弹簧w具有外露于移栽臂11之外的用于组装的自由段。
29.如图4所示,导向块31上位于u形槽33内的分段以及位于滑槽321内的分段均设置有轴承311,以减小导向块31与u形槽33、摇杆32之间的摩擦,同时降低接触面的磨损。
30.上述内容仅仅是对本实用新型的优选实施方式进行描述,并非对本实用新型的范围进行限定,在不脱离本实用新型设计精神的前提下,本领域普通技术人员对本实用新型的技术方案作出的各种变形和改进,均应落入本实用新型的权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1