一种全自动双层衬纸机的制作方法
1.本实用新型涉及衬纸机技术领域,尤其涉及一种全自动双层衬纸机。
背景技术:
2.报纸在堆积机中完成高速折帖和堆帖作业后,堆折好的报捆需要经过衬纸机,在报捆的上部和下部附上衬纸,最后再经捆扎机打捆。
3.现有的衬纸机结构如图1~图4所示,包括作业台架、驱动马达、入口传送机构、出口传送机构、入口传感器、出口传感器、衬纸卷安装轴、衬纸进纸机构和衬纸裁切机构等,衬纸机由驱动马达驱动,当入口传感器检测到报捆从入口传送机构过来时,衬纸进纸机构动作,使衬纸由衬纸进纸机构牵引上行,经过衬纸裁切机构并穿入入口传送机构和出口传送机构之间,同时报捆经过入口传送机构和出口传送机构之间,衬纸被垫在报捆最下面并随报捆向出口传送机构运动,当入口传感器检测到报捆离开时,延时一段时间衬纸进纸机构动作,使衬纸不再上行,同时,衬纸裁切机构切断衬纸,报捆下部带有衬纸离开出口传感器后,一个工作循环完成,进入下一个循环。该衬纸机一次只能在报捆的下部进行衬纸,不能满足同时对报捆的上部和下部进行衬纸。
技术实现要素:
4.针对现有技术中存在的上述不足,本实用新型在现有衬纸机的基础上进行了改进,并提供了一种全自动双层衬纸机,该双层衬纸机能够同时对报捆的上部和下部进行衬纸,衬纸效率高。
5.实现本实用新型上述目的所采用的技术方案为:
6.一种全自动双层衬纸机,包括作业台架以及安装于作业台架上的驱动马达、入口传送机构、出口传送机构、衬纸卷安装轴、衬纸进纸机构、衬纸裁切机构、电箱和气箱,入口传送机构和出口传送机构沿纵向水平安装于作业台架的上部,且入口传送机构和出口传送机构之间留有衬纸出口,入口传送机构上安装有入口传感器,出口传送机构上安装有出口传感器,衬纸进纸机构沿横向水平安装于衬纸出口的下方,衬纸裁切机构安装于衬纸进纸机构和衬纸出口之间,驱动马达连接并驱动入口传送机构、出口传送机构和衬纸进纸机构;
7.所述作业台架的上部安装有上层衬纸装配,所述上层衬纸装配包括上层衬纸支撑架、横向支撑框、压纸气缸、压纸板、升降机构和上部衬纸传感器,其中横向支撑框为中心设置有矩形通孔的矩形框架结构,横向支撑框通过上层衬纸支撑架和升降机构沿横向水平安装于作业台架的上方,使矩形通孔位于衬纸出口的正上方,且横向支撑框随升降机构升降,横向支撑框的前端或后端上设置有气缸安装孔,压纸气缸固定于横向支撑框上,并使压纸气缸的活塞杆穿过气缸安装孔,压纸板安装于活塞杆的前端,且压纸板贴靠在横向支撑框的内侧,压纸气缸伸长,带动压纸板沿纵向压向横向支撑框的另一内侧,上部衬纸传感器安装于横向支撑框上并检测穿过矩形通孔上部的衬纸。
8.所述上层衬纸支撑架由两个平行的支撑壳体组成,两个支撑壳体均呈h字型,并对
称固定于作业台架上部的两侧;
9.升降机构包括微型电机、传动轴和两套同步带传动单元,两套同步带传动单元分别沿竖直方向安装于两个支撑壳体内,传动轴连接两套同步带传动单元,微型电机与传动轴连接,微型电机带动传动轴上的两套同步带传动单元同时转动,横向支撑框沿横向水平固定于两套同步带传动单元之间,从而在两套同步带传动单元的带动下升降。
10.所述同步带传动单元均包括传动轮、惰轮以及套在传动轮和惰轮上的同步带,其中传动轮安装于传动轴的两端并安装于支撑壳体的上部,惰轮安装于支撑壳体的下部,横向支撑框固定于两个同步带之间。
11.所述衬纸进纸机构包括依次设置的进纸防退轮、进纸固定轮、挡纸板a、挡纸板b、进纸活动轮和进纸气缸;其中挡纸板a和挡纸板b均竖直安装于作业台架的两个内侧面之间,挡纸板a和挡纸板b之间相互平行并靠近,两者之间形成进纸通道,进纸通道位于衬纸出口的正下方;挡纸板a和挡纸板b上分别对应设置有固定轮孔和活动轮孔,进纸固定轮沿横向水平安装于作业台架的两个内侧面之间,且进纸固定轮穿过固定轮孔进入到进纸通道内,进纸活动轮通过进纸气缸横向水平安装,且进纸活动轮穿过活动轮孔进入到进纸通道内,进纸气缸伸缩,控制进纸活动轮靠近进纸固定轮或远离进纸固定轮,从而控制衬纸在进纸通道内上行或者停止上行;进纸防退轮上下设置有两个,并均沿横向水平安装于作业台架的两个内侧面之间。
12.所述驱动马达与进纸固定轮连接,通过驱动马达驱动进纸固定轮转动,从而带动衬纸上行。
13.挡纸板a和挡纸板b的下部均相互远离弯曲,使进纸通道的下部呈八字形。
14.所述衬纸裁切机构包括裁切气缸、刀支撑和刀具,刀支撑通过裁切气缸安装于衬纸进纸机构和衬纸出口之间的侧方,刀具安装于刀支撑靠近衬纸进纸机构的一侧,且刀具垂直于经过衬纸进纸机构的衬纸,裁切气缸伸缩控制刀具靠近衬纸,从而控制衬纸的裁切。
15.所述作业台架包括下部支架和上部盖板,其中上部盖板包括前后侧盖板、操作面侧盖板和动力面侧盖板,后侧盖板、操作面侧盖板和动力面侧盖板围成一个矩形框,并将入口传送机构、出口传送机构、驱动马达、衬纸进纸机构和衬纸裁切机构封装于其内部,衬纸卷安装轴的一端沿横向水平安装于下部支架上。
16.所述衬纸卷安装轴的一端沿横向安装于下部支架上。
17.与现有技术相比,本实用新型提供的技术方案具有以下优点:本实用新型提供的全自动双层衬纸机在现有衬纸机的上部增加了上层衬纸装配,从而能够对报捆的上部和下部进行衬纸,衬纸效率高,而且上层衬纸装配结构简单,改进成本较低。
附图说明
18.图1为现有衬纸机封装后的整体结构示意图;
19.图2为现有衬纸机拆除操作面侧盖板后的结构示意图一;
20.图3为现有衬纸机拆除操作面侧盖板后的结构示意图二;
21.图4为现有衬纸机拆除操作面侧盖板后的主视图;
22.图5为本实用新型中提供的全自动双层衬纸机封装后的整体结构示意图;
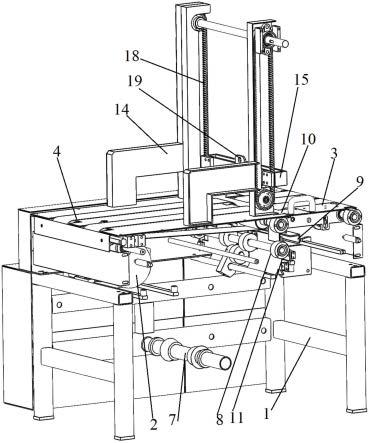
23.图6为本实用新型中提供的全自动双层衬纸机拆除部分盖板后的结构示意图;
24.图7为本实用新型中上层衬纸装配的整体结构示意图;
25.图8为本实用新型中上层衬纸装配拆除部分盖板后的结构示意图;
26.图中:1-作业台架,101-下部支架,102-前后侧盖板,103-操作面侧盖板,104-动力面侧盖板,2-驱动马达,3-入口传送机构,4-出口传送机构,5-入口传感器,6-出口传感器,7-衬纸卷安装轴,8-衬纸进纸机构,801-进纸防退轮,802-进纸固定轮,803-挡纸板a,804-挡纸板b,805-进纸活动轮,806-进纸气缸,9-衬纸裁切机构,901-裁切气缸,902-刀支撑,10-衬纸出口,11-进纸通道,12-电箱,13-气箱,14-上层衬纸支撑架,1401-支撑壳体,15-横向支撑框,16-压纸气缸,17-压纸板,18-升降机构,1801-微型电机,1802-传动轴,1803-传动轮,1804-惰轮,1805-同步带,19-上部衬纸传感器。
具体实施方式
27.下面结合附图对本实用新型做详细具体的说明。
28.现有的衬纸机结构如图1~图4所示,包括作业台架1、驱动马达2、入口传送机构3、出口传送机构4、入口传感器5、出口传感器6、衬纸卷安装轴7、衬纸进纸机构8和衬纸裁切机构9、电箱12和气箱13。
29.作业台架包括下部支架101和上部盖板,其中上部盖板包括前后侧盖板102、操作面侧盖板103和动力面侧盖板104,如图1所示。图2~图4中为拆除作业台架上操作面侧盖板后衬纸机的结构示意图。衬纸卷安装轴的一端沿横向水平安装于下部支架上,衬纸卷安装于衬纸卷安装轴上。后侧盖板、操作面侧盖板和动力面侧盖板围成一个矩形框,并将入口传送机构、出口传送机构、驱动马达、衬纸进纸机构和衬纸裁切机构封装于其内部,具体地,入口传送机构和出口传送机构安装于上部盖板的上部,驱动马达、衬纸进纸机构和衬纸裁切机构安装于上部盖板的下部。电箱和气箱均安装于下部支架靠近动力面侧盖板的一侧,电箱靠近驱动马达,为驱动马达供电,气箱靠近衬纸进纸机构和衬纸裁切机构,进行供气。
30.该衬纸机的驱动马达沿横向水平安装于上部盖板的下部。入口传送机构和出口传送机构沿纵向水平安装于作业台架的上部盖板的上部,且入口传送机构和出口传送机构之间留有衬纸出口10,入口传送机构和出口传送机构均为皮带传送结构,入口传送机构和出口传送机构均与驱动马达连接,通过驱动马达带动入口传送机构和出口传送机构传动,报捆从入口传送机构传送至出口传送机构。入口传感器安装于入口传送机构上,出口传感器安装于出口传送机构上,当报捆经过入口传感器和出口传感器时,入口传感器和出口传感器检测到报捆过来和离开的信号。
31.衬纸进纸机构沿横向水平安装于上部盖板的下部,且衬纸进纸机构位于衬纸出口的下方。具体地,衬纸进纸机构包括依次设置的进纸防退轮801、进纸固定轮802、挡纸板a803、挡纸板b804、进纸活动轮805和进纸气缸806,其中挡纸板a和挡纸板b均竖直安装于操作面侧盖板和动力面侧盖板之间,挡纸板a和挡纸板b之间相互平行并靠近,两者之间形成进纸通道11,进纸通道位于衬纸出口的正下方,挡纸板a和挡纸板b上分别对应设置有固定轮孔和活动轮孔,进纸固定轮沿横向水平安装于操作面侧盖板和动力面侧盖板之间,且进纸固定轮穿过固定轮孔进入到进纸通道内,进纸固定轮与驱动马达连接,通过驱动马达驱动进纸固定轮,进纸活动轮通过进纸气缸横向水平安装,且进纸活动轮穿过活动轮孔进入到进纸通道内,进纸气缸伸缩,控制进纸活动轮靠近进纸固定轮或远离进纸固定轮,从而控
制衬纸在进纸通道内上行或者停止上行。进纸防退轮上下设置有两个,并均沿横向水平安装于操作面侧盖板和动力面侧盖板之间,将衬纸卷上的衬纸穿过进纸防退轮并引入进纸通道,驱动马达驱动进纸固定轮,进纸气缸控制进纸活动轮压向进纸固定轮,进纸固定轮一直旋转,带动进纸通道内的衬纸上行。为了方便衬纸引入进纸通道,挡纸板a和挡纸板b的下部均相互远离弯曲,使进纸通道的下部呈八字形。
32.衬纸裁切机构位于衬纸进纸机构和衬纸出口之间,衬纸裁切机构包括裁切气缸901、刀支撑902和刀具,刀支撑通过裁切气缸安装于进纸通道和衬纸出口之间的侧方,刀具安装于刀支撑靠近进纸通道的一侧,且刀具垂直于进纸通道,裁切气缸伸缩控制刀具靠近进纸通道,从而控制衬纸的裁切。
33.现有的衬纸机工作原理为:驱动马达驱动,入口传送机构和出口传送机构传动,进纸固定轮旋转,将报捆放在入口传送机构上,当入口传感器检测到报捆从入口传送机构过来时,进纸气缸动作,使进纸气缸控制进纸活动轮压向进纸固定轮,进纸固定轮一直旋转,带动进纸通道内的衬纸上行,衬纸经过衬纸裁切机构并从衬纸出口穿入入口传送机构和出口传送机构之间,同时报捆经过入口传送机构和出口传送机构之间,衬纸被垫在报捆最下面并随报捆向出口传送机构运动,当入口传感器检测到报捆离开时,延时一段时间,进纸气缸动作,使进纸气缸控制进纸活动轮远离进纸固定轮,衬纸不再上行,同时,衬纸裁切机构的裁切气缸动作,使刀具切断衬纸,报捆下部带有衬纸离开出口传感器后,一个工作循环完成,进入下一个循环,从而将报捆下部附上衬纸。
34.本实施例中提供的全自动双层衬纸机在现有衬纸机的基础上进行了改进,即在现有衬纸机的上部增加了上层衬纸装配,上层衬纸装配包括上层衬纸支撑架14、横向支撑框15、压纸气缸16、压纸板17、升降机构18和上部衬纸传感器19,如图5~图8所示。
35.横向支撑框为中心设置有矩形通孔的矩形框架结构,横向支撑框通过上层衬纸支撑架和升降机构沿横向水平安装于作业机架的上方,且矩形通孔位于衬纸出口的正上方,横向支撑框随升降机构升降,横向支撑框的前端或后端上设置有气缸安装孔,本实施例中,气缸安装孔设置于横向支撑框的后端,压纸气缸固定于横向支撑框上,并使压纸气缸的活塞杆穿过气缸安装孔,压纸板安装于活塞杆的前端,且压纸板贴靠在横向支撑框的内侧,压纸气缸伸长,带动压纸板沿纵向压向横向支撑框的另一内侧,当衬纸上行至矩形通孔内时,压纸气缸伸长,压纸板即可压纸衬纸;上部衬纸传感器安装于横向支撑框上并检测穿过矩形通孔上部的衬纸。
36.具体地,上层衬纸支撑架由两个平行的支撑壳体1401组成,两个支撑壳体均呈h字型,并对称固定于作业台架上部的两侧,升降机构安装于上层衬纸支撑架上,对应地,升降机构包括微型电机1801(图6和图8中未画出)、传动轴1802和两套同步带传动单元,两套同步带传动单元分别沿竖直方向安装于两个支撑壳体内,传动轴连接两套同步带传动单元,微型电机与传动轴连接,微型电机带动传动轴上的两套同步带传动单元同时转动,横向支撑框沿横向水平固定于两套同步带传动单元之间,从而在两套同步带传动单元的带动下升降。
37.进一步地,同步带传动单元均包括传动轮1803、惰轮1804以及套在传动轮和惰轮上的同步带1805,其中传动轮安装于传动轴的两端并安装于支撑壳体的上部,惰轮安装于支撑壳体的下部,横向支撑框固定于两个同步带之间。
38.本实施例中提供的全自动双层衬纸机的工作原理为:系统初始化启动,升降机构带动横向支撑框下降到最底部,驱动马达驱动,入口传送机构和出口传送机构传动,进纸固定轮旋转,进纸气缸动作,使进纸气缸控制进纸活动轮压向进纸固定轮,进纸固定轮一直旋转,带动进纸通道内的衬纸上行,衬纸经过衬纸裁切机构并穿过衬纸出口和横向支撑框的矩形通孔,上部衬纸传感器检测到衬纸穿过矩形通孔的上部,压纸气缸动作,使压纸板压住衬纸,此时,升降机构带动横向支撑框上升,待上到一定高度,裁切气缸动作,切断衬纸,同时进纸气缸动作,衬纸不再上行,上部衬纸准备好,系统初始化完成。
39.将报捆放在入口传送机构上,当入口传感器检测到报捆从入口传送机构过来时,升降机构带动横向支撑框逐步下降并松开压纸气缸,同时进纸气缸动作,衬纸上行,衬纸被垫在报捆最下面并随报捆向出口传送机构运动,当入口传感器检测到报捆离开时,延时一段时间,进纸气缸动作,使进纸气缸控制进纸活动轮远离进纸固定轮,衬纸不再上行,同时,衬纸裁切机构的裁切气缸动作,使刀具切断衬纸,报捆上下部同时带有衬纸离开出口传感器后,一个工作循环完成,进入下一个循环,从而将报捆上下部均附上衬纸。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1