印刷流水线用故障监测机构的制作方法
1.本实用新型涉及一种印刷流水线监测机构,特别是一种印刷流水线用故障监测机构。
背景技术:
2.为了实现对印刷机纸张的持续输送,目前的厂家会在印刷机的一侧加装上料装置。该送料装置包括依次连接的装纸辊、输送辊、切纸刀和导向板,使用时将成卷的纸张安装在装纸辊上,并将其一端穿过输送辊送入导向板内;每次送纸时,由装纸辊和输送辊进行配合转动对纸张进行输送,当纸张伸出指定长度时,装纸辊和输送辊停止动作,然后由切纸刀将端部纸张切下,使该纸张在印刷机输送带的驱动下沿导向板进入印刷机,从而实现对印刷机的连续送纸作业。该上料装置能够对卷纸进行裁切和节拍式的连续输送,从而有效减少工作人员的纸张添加频率,并能够灵活调整纸张的输送长度。
3.但装纸辊在对卷纸进行输送时,由于装纸辊每转一圈的出纸量会随卷纸的外径差异产生变化,使得装纸辊在工作过程中需要实时调整其每次动作的转动量,进而保持每次出纸量的一致,并使纸张在送出后保持张紧状态,以保证输送辊对纸张的输送效果。针对这一问题,目前的厂家会通过plc控制器对装纸辊的转动量进行控制,使装纸辊按设定值实时变化,从而控制纸张在每次输送时的长度一致。但由于不同卷纸的外径差异,以及上料装置在每次出纸过程中的误差,导致装纸辊按照预设量进行出纸的方式也无法保证每次出纸长度的完全一致,进而会不可避免的造成纸张输送长度的误差。而该方式由于缺少了对应的反馈机制,使得纸张一旦在送纸过程中出现长度误差时,上料装置的后续动作便无法弥补该误差值,从而造成纸张在后续输送过程中会持续存在松散或过紧的问题并逐渐加剧,影响对纸张的输送稳定性。
4.因此,需要一种用于上料装置的监测机构,从而实现对装纸辊转动量的调节和消除误差。
技术实现要素:
5.本实用新型的目的在于,提供一种印刷流水线用故障监测机构。它能够实现对纸张伸出状态的监测,并提高上料装置的动作稳定性。
6.本实用新型的技术方案:印刷流水线用故障监测机构,包括位于装纸辊和输送辊之间的连接辊,连接辊和装纸辊之间沿水平方向间隔设置,连接辊的顶面和装纸辊的底面沿高度方向上下错位设置,连接辊和装纸辊之间设有监测辊,监测辊沿高度方向位于连接辊的顶面和装纸辊的底面之间,监测辊的两端经摆动杆连接有转动轴,摆动杆在转动轴和监测辊之间呈倾斜设置,转动轴的外侧转动连接有安装架,转动轴的外侧分别连接有锁紧组件和角度传感器。
7.前述的印刷流水线用故障监测机构中,所述监测辊的两端转动连接摆动杆。
8.前述的印刷流水线用故障监测机构中,所述锁紧组件包括连接安装架的电磁吸
盘,电磁吸盘位于转动轴的端部外侧,所述转动轴上连接有配合电磁吸盘的限位杆,限位杆和转动轴之间传动连接。
9.前述的印刷流水线用故障监测机构中,所述转动轴的一端设有滑槽,所述限位杆滑动连接在滑槽内,限位杆的一端延伸至转动轴外侧并设有吸板,滑槽两侧的转动轴上设有u形口,限位杆的两侧设有穿过u形口并延伸至转动轴外侧的定位销,定位销和转动轴的端部之间连接有压簧。
10.前述的印刷流水线用故障监测机构中,所述角度传感器连接在转动轴的远离锁紧组件一端。
11.与现有技术相比,本实用新型具有以下特点:
12.(1)本实用新型通过设置在连接辊和装纸辊之间的监测辊,并将监测辊经摆动杆转动连接在安装架上,使得监测辊在自然状态下能够通过重力对连接辊和装纸辊之间的纸张进行张紧,并随纸张在张紧后的状态调整监测辊的摆动角度,即当装纸辊的出纸量过多时,连接辊和装纸辊之间的纸张相对松散,监测辊对该纸张进行张紧后会朝竖直方向转动,当装纸辊的出纸量过少时,连接辊和装纸辊之间的纸张紧绷并趋近直线状态,从而带动监测辊朝水平方向转动;在上述配合下,使其能够通过转动轴和角度传感器在配合监测出此时纸张的伸出状态,从而使装纸辊在下一次动作的转动量能够根据该状态进行调整,使得监测辊处于合适的角度范围内;
13.(2)当纸张出现小幅的松紧问题时,监测辊还能够进行配合转动,从而避免纸张的松动或过度拉紧问题,提高上料装置的动作稳定性;当监测辊的转动角度达到阈值时,通过角度传感器还能够在监测后进行报警,从而提醒作业人员进行调整,进一步防止上料装置因故障造成的纸张松动或撕裂问题;
14.(3)当一次送纸动作完成后,通过锁紧组件的设置则能够对转动轴进行角度限位,从而避免摆动杆在停止状态下对纸张进行持续施压造成纸张的抽出,保证纸张的位置稳定性;
15.所以,本实用新型能够实现对纸张伸出状态的监测,并提高上料装置的动作稳定性。
附图说明
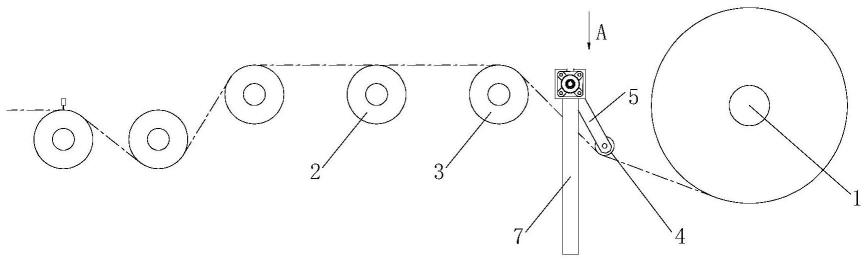
16.图1是本实用新型的结构示意图;
17.图2是图1的a向视图;
18.图3是图2的b向视图。
19.附图中的标记为:1-装纸辊,2-输送辊,3-连接辊,4-监测辊,5-摆动杆,6-转动轴,7-安装架,8-角度传感器,9-限位杆,10-滑槽,11-吸板,12-u形口,13-定位销,14-压簧,15-电磁吸盘。
具体实施方式
20.下面结合附图和实施例对本实用新型作进一步的说明,但并不作为对本实用新型限制的依据。
21.实施例。印刷流水线用故障监测机构,构成如图1所示,包括位于装纸辊1和输送辊
2之间的连接辊3,装纸辊1和输送辊2均为现有上料装置的输送部件,连接辊3和装纸辊1之间沿水平方向间隔设置,连接辊3的顶面和装纸辊1的底面沿高度方向上下错位设置,连接辊3和装纸辊1之间设有监测辊4,监测辊4的重力低于纸张在输送过程中的张力,监测辊4沿高度方向位于连接辊3的顶面和装纸辊1的底面之间,监测辊4的两端经摆动杆5连接有转动轴6,摆动杆5在转动轴6和监测辊4之间呈倾斜设置,转动轴6的外侧经轴承转动连接有安装架7,转动轴6的外侧分别连接有锁紧组件和角度传感器8,角度传感器8能够对转动轴6的转动角度进行检测,角度传感器8的外部连接装纸辊1控制器和报警器。
22.所述监测辊4的两端转动连接摆动杆5。
23.所述锁紧组件包括连接安装架7的电磁吸盘15,电磁吸盘15位于转动轴6的端部外侧,所述转动轴6上连接有配合电磁吸盘15的限位杆9,限位杆9和转动轴6之间传动连接。
24.所述转动轴6的一端设有滑槽10,所述限位杆9滑动连接在滑槽10内,限位杆9的一端延伸至转动轴6外侧并设有吸板11,滑槽10两侧的转动轴6上设有u形口12,限位杆9的两侧设有穿过u形口12并延伸至转动轴6外侧的定位销13,定位销13和转动轴6的端部之间连接有压簧14。
25.所述角度传感器8连接在转动轴6的远离锁紧组件一端。
26.本实用新型的工作原理:本实用新型在安装时,将成卷的纸张安装在装纸辊1上,并将其一端依次穿过监测辊4、连接辊3和输送辊2进入导向板内;使用时由装纸辊1和输送辊2同时旋转将纸张送出至指定长度,然后由切纸刀将纸张端部切下后通过输送带将该纸张送入印刷机内,而剩余纸张则停留在输送辊2上。装纸辊1在对纸张的输送过程中,电磁吸盘15断开使监测辊4处于自由垂落状态,从而能够对装纸辊1和输送辊2之间的纸张进行按压和张紧,并随张紧后的纸张高度进行摆动升降。
27.当装纸辊1的出纸长度大于输送辊2的输送长度时,此时装纸辊1和连接辊3之间的纸张处于相对松散状态,使得监测辊4朝竖直方向摆动并对纸张进行张紧,保证纸张的输送稳定性;同时由角度传感器8对转动轴6的转动角度进行检测,并将该转动值发送至控制模块,从而由控制模块控制装纸辊1在下一次动作时减少出纸量,保证监测辊4处于厂家限定的转动范围内。当完成一次出纸动作后,由电磁吸盘15开启并对吸板11进行吸合,使得限位杆9在克服压簧14的压力后滑动至与电磁吸盘15相互贴合。电磁吸盘15在吸合后能够经定位销13和u形口12的配合对转动轴6进行限位,使进而避免监测辊4在上料装置停止状态下对纸张进行按压造成纸张的抽出。
28.同理,当装纸辊1的出纸长度小于输送辊2的输送长度时,此时装纸辊1和连接辊3之间的纸张张紧并趋向于直线状态,进而带动监测辊4朝水平方向摆动;使得角度传感器8在检测后该转动值发送至控制模块,由控制模块控制装纸辊1在下一次动作时增加对应的出纸量,实现对装纸辊1的转动量调节。厂家可以根据需要设定摆动杆5的倾斜度基线,并基于摆动杆5在每次摆动后的偏移量对设置对应的修正值。从而在装纸辊1的下一次转动时,由预设值叠加修正值形成最终转动量控制装纸辊1进行转动送纸。
29.而在上述配合下,使得监测辊4能够保持在预设的摆动范围内,保证对纸张的输送稳定性。当监测辊4转动至超出预设摆动范围并达到阈值时,说明纸张过度松散或过度紧绷,会出现纸张垂落或开裂的情况;此时由角度传感器8通过报警器进行报警,使作业人员能够及时察觉并处理,进一步提高对上料装置的监测效果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1