塑料袋捆扎设备的制作方法
1.本实用新型涉及捆扎设备技术领域,特别是涉及塑料袋捆扎设备。
背景技术:
2.目前塑料袋生产过程中,多个成品塑料袋需要由人工卷在一起用橡皮筋捆扎,费时费力,且橡皮筋时间长了会发生变质粘结在成品塑料袋上,研发一种塑料袋自动捆扎设备及用新型捆扎材料是当今迫切的事情。
3.现有的塑料袋通常采用手工的方式进行捆扎,费时费力,效率较低,因此亟需一种塑料袋捆扎设备来解决上述问题。
技术实现要素:
4.为了克服现有技术的不足,本实用新型提供塑料袋捆扎设备。
5.为解决上述技术问题,本实用新型提供如下技术方案:塑料袋捆扎设备,包括操作台以及安装在操作台上的卷塑料袋电机,所述操作台上固定安装有捆扎机,所述捆扎机上设置有夹紧块,所述操作台上设置有同步带,所述操作台上固定安装有用来驱动同步带运行的同步带电机,所述操作台上固定安装有升降气缸,所述卷塑料袋电机的输出端上设置有夹手,所述升降气缸的伸缩杆上安装有用来翻转夹手转动的反转电机,所述操作台上分别设置有下层接料杆和上层接料杆,所述操作台上设置有用来驱动下层接料杆和上层接料杆停前后移动的滚珠丝杠,所述操作台上设置有用来理顺塑料袋的理袋杆。
6.作为本实用新型的一种优选技术方案,所述操作台上设置有废品卸料杆。
7.作为本实用新型的一种优选技术方案,所述捆扎机上设置有定位杆,所述下层接料杆安装在定位杆上。
8.作为本实用新型的一种优选技术方案,所述升降气缸设置在捆扎机与下层接料杆之间,所述捆扎机设置在操作台的右侧,所述下层接料杆和上层接料杆设置在操作台的左侧。
9.作为本实用新型的一种优选技术方案,所述捆扎机上设置有opp捆扎带。
10.与现有技术相比,本实用新型能达到的有益效果是:
11.其一,珠丝杠电机带动上层和下层接料杆不停前后移动让每个塑料袋的拉块前后错位,这样堆积的塑料袋可以堆积整齐有序,便于后续对塑料袋进行捆扎处理,操作更加方便。
12.其二,升降气缸带动夹手上移捋平塑料袋后,卷塑料袋电机开始带动夹手卷塑料袋,塑料袋卷好后反转电机带动夹手及塑料袋反转度,在同步带电机的带动下右移送入捆扎机捆扎,夹紧块主要负责捆扎前夹紧塑料袋及夹手从塑料袋抽出时夹住塑料袋,通过设备代替人工对塑料袋进行捆扎处理,结构设计合理,省事省力,提高了捆扎效率,实用性高。
附图说明
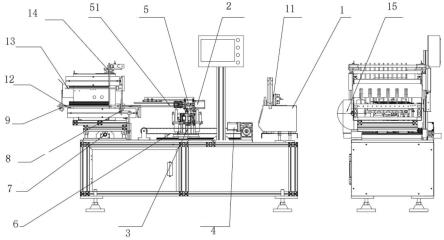
13.图1为本实用新型塑料袋捆扎设备的结构示意图。
14.其中:1、捆扎机;11、夹紧块;12、下层接料杆;13、上层接料杆;14、理袋杆;15、opp捆扎带;2、卷塑料袋电机;3、升降气缸;4、同步带电机;5、反转电机;51、夹手;6、同步带;7、滚珠丝杠;8、废品卸料杆;9、定位杆。
具体实施方式
15.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施例,进一步阐述本实用新型,但下述实施例仅仅为本实用新型的优选实施例,并非全部。基于实施方式中的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得其它实施例,都属于本实用新型的保护范围。下述实施例中的实验方法,如无特殊说明,均为常规方法,下述实施例中所用的材料、试剂等,如无特殊说明,均可从商业途径得到。
16.如图1所示,塑料袋捆扎设备,包括操作台以及安装在操作台上的卷塑料袋电机2,操作台上固定安装有捆扎机1,捆扎机1上设置有夹紧块11,操作台上设置有同步带6,操作台上固定安装有用来驱动同步带6运行的同步带电机4,操作台上固定安装有升降气缸3,卷塑料袋电机2的输出端上设置有夹手51,升降气缸3的伸缩杆上安装有用来翻转夹手51转动的反转电机5,操作台上分别设置有下层接料杆12和上层接料杆13,操作台上设置有用来驱动下层接料杆12和上层接料杆13停前后移动的滚珠丝杠7,操作台上设置有用来理顺塑料袋的理袋杆14,操作台上设置有废品卸料杆8,捆扎机1上设置有定位杆9,下层接料杆12安装在定位杆9上,上层接料杆13主要负责接入塑料袋生产线过来的成品塑料袋,定位杆9主要负责左部定位塑料袋,理袋杆14主要负责在右部不停把过来的塑料袋理顺平齐,当上层接料杆13上面的塑料袋达到一定数量后上层接料杆13收缩,塑料袋向下落入下层接料杆12上,当下层接料杆12上的塑料袋达到预定捆扎数量,上层接料杆13伸长代替下层接料杆12重新开始接入生产线过来的塑料袋,由于有的塑料袋上面带有小拉块,塑料袋堆积时拉块容易垫高塑料袋,造成塑料袋上下不平齐,滚珠丝杠7电机带动上层和下层接料杆12不停前后移动让每个塑料袋的拉块前后错位,这样堆积的塑料袋可以堆积整齐有序,下层接料杆12向右移动送出塑料袋,同时夹手51在同步带电机4的带动下左移插入塑料袋,升降气缸3带动夹手51上移捋平塑料袋后,卷塑料袋电机2开始带动夹手51卷塑料袋,塑料袋卷好后反转电机5带动夹手51及塑料袋反转180度,在同步带电机4的带动下右移送入捆扎机1捆扎,夹紧块11主要负责捆扎前夹紧塑料袋及夹手51从塑料袋抽出时夹住塑料袋,塑料袋生产线有时会生产出不合格的塑料袋,传感器发现不合格塑料袋时,捆扎设备会自动剔除不合格产品不捆扎,下层接料杆12向右移动送出不合格塑料袋后,废品卸料杆8上升挡住塑料袋左侧,下层接料杆12向左移动废品塑料袋掉落在桌面收纳盒,同时设备会报警提醒工作人员及时拿出不合格的塑料袋,捆扎机1采用opp捆扎带15代替橡皮筋,opp捆扎带15主要材料聚丙烯不易腐烂,是捆扎塑料袋的最佳材料,升降气缸3设置在捆扎机1与下层接料杆12之间,捆扎机1设置在操作台的右侧,下层接料杆12和上层接料杆13设置在操作台的左侧,捆扎机1上设置有opp捆扎带15。
17.使用时,上层接料杆13主要负责接入塑料袋生产线过来的成品塑料袋,定位杆9主
要负责左部定位塑料袋,理袋杆14主要负责在右部不停把过来的塑料袋理顺平齐,当上层接料杆13上面的塑料袋达到一定数量后上层接料杆13收缩,塑料袋向下落入下层接料杆12上,当下层接料杆12上的塑料袋达到预定捆扎数量,上层接料杆13伸长代替下层接料杆12重新开始接入生产线过来的塑料袋;
18.由于有的塑料袋上面带有小拉块,塑料袋堆积时拉块容易垫高塑料袋,造成塑料袋上下不平齐,滚珠丝杠7电机带动上层和下层接料杆12不停前后移动让每个塑料袋的拉块前后错位,这样堆积的塑料袋可以堆积整齐有序;
19.下层接料杆12向右移动送出塑料袋,同时夹手51在同步带电机4的带动下左移插入塑料袋,升降气缸3带动夹手51上移捋平塑料袋后,卷塑料袋电机2开始带动夹手51卷塑料袋,塑料袋卷好后反转电机5带动夹手51及塑料袋反转180度,在同步带电机4的带动下右移送入捆扎机1捆扎;
20.夹紧块11主要负责捆扎前夹紧塑料袋及夹手51从塑料袋抽出时夹住塑料袋;
21.塑料袋生产线有时会生产出不合格的塑料袋,传感器发现不合格塑料袋时,捆扎设备会自动剔除不合格产品不捆扎,下层接料杆12向右移动送出不合格塑料袋后,废品卸料杆8上升挡住塑料袋左侧,下层接料杆12向左移动废品塑料袋掉落在桌面收纳盒,同时设备会报警提醒工作人员及时拿出不合格的塑料袋;
22.捆扎机1采用opp捆扎带15代替橡皮筋,opp捆扎带15主要材料聚丙烯不易腐烂,是捆扎塑料袋的最佳材料。
23.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于此,在所属技术领域的技术人员所具备的知识范围内,在不脱离本实用新型宗旨的前提下还可以作出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1