一种锂电池气密性检测用搬运装置的制作方法
1.本实用新型涉及锂电池气密性检测技术领域,特别涉及一种锂电池气密性检测用搬运装置。
背景技术:
2.锂电池是目前电动车上最常用的电池种类之一,由于其具有能量密度高、循环使用寿命长等特点迅速占据了绝大部分电动汽车电池市场,因此,锂电池性能的优劣影响着电动汽车的整体性能。
3.在锂电池行业,如果产品密封不良会导致电池性能严重下降、电解液渗漏、电池鼓胀甚至爆炸等严重后果,严重影响锂离子电池的使用寿命以及安全性,因此,锂电池密封性的优劣至关重要。
4.现有技术中,通常采用向锂电池内部测试气孔通入一定压力气体的方式对锂电池进行气密性检测,需要将锂电池一个个放置于密闭环境中,通过检测是否漏气来评判锂电池的气密性,但一般都是单个检测,且检测中操作程序比较复杂,检测效率低。
技术实现要素:
5.为了解决上述问题,本实用新型提供一种锂电池气密性检测用搬运装置。
6.本实用新型的上述技术目的是通过以下技术方案得以实现的:一种锂电池气密性检测用搬运装置,包括机架,所述机架上沿其长度方向设置有若干工作台,所述工作台包括沿机架宽度方向依次等间隔布置的进料工位、待检工位和出料工位,所述进料工位、待检工位和出料工位用于放置电池座和电池,所述进料工位和出料工位固定设置在机架上,所述待检工位通过顶升机构活动设置在机架上,所述机架内还设置有搬运机构,所述搬运机构包括沿机架宽度方向布置在机架底部的滑轨,所述滑轨上滑动设置有底座,所述底座上通过顶升气缸活动设置有两个沿机架长度方向布置的搬运座,两个搬运座之间的间距与工作台上各工位间距相等,且两个搬运座分别位于待检工位两侧,所述搬运座上设置有若干搬运叉组,所述搬运叉组包括两个间隔布置的搬运叉,所述两个搬运叉之间的间距大于进料工位、待检工位和出料工位的长度,小于电池座的长度,两个搬运座上的搬运叉组在顶升气缸作用下上升叉起进料工位和待检工位上的电池座后,底座沿滑轨运动将电池座搬运至待检工位和出料工位。
7.通过采用上述技术方案,通过设置滑轨和顶升气缸,使得搬运机构可以在机架的宽度和高度两个方向上运动,搬运机构内设置两个间距与各工位间距相等的搬运座,且分置于待检工位两侧设置,这样每次可搬运两个工位上的电池座,即在顶升气缸作用下,两个搬运座上升,搬运叉组随之上升叉起进料工位和待检工位上的电池座,然后底座在滑轨上滑动,将两个搬运座叉起的电池座搬运到待检工位和出料工位上方,顶升气缸下降,将电池座分别放置在待检工位和出料工位上,这样进料工位上的电池座被搬运到待检工位上等待检测,待检工位上完成检测的电池座被搬运到出料工位上准备运往下一工序,一次搬运即
可实现两个工位的切换,大大提高了检测效率。
8.进一步的,位于搬运叉组两个搬运叉之间的搬运座上临近待检工位一侧设置有缺口,所述缺口用于避让顶升机构。
9.通过采用上述技术方案,通过设置缺口,可有效避让的顶升机构,使得搬运座可以无障碍的运动到待检工位下方,保证运行通畅。
10.进一步的,所述搬运叉的上端呈凹槽状,其槽宽与电池座的宽度一致。
11.通过采用上述技术方案,搬运叉的上端的凹槽用于叉起电池座,设置成凹槽状,可以利用凹槽两侧的槽边对电池座进行限位和保护,防止电池座在搬运过程中掉落。
12.进一步的,所述搬运叉槽口两端整体呈向外的楔形。
13.通过采用上述技术方案,将搬运叉槽口两端整体呈向外的楔形,即使得槽口两端开口大于槽内宽度,在槽口处形成导向,便于准确的叉住电池座。
14.进一步的,所述顶升机构包括第一推杆,所述第一推杆端部通过固定套与待检工位底部连接,第一推杆上升或下降顶推待检工位上升或下降。
15.通过采用上述技术方案,设置第一推杆,用于将待检工位上的电池座顶起,为气密性检测做准备。
16.进一步的,所述顶升机构还包括第二推杆,所述待检工位上设置有供第二推杆穿过的通孔,所述第二推杆上升或下降顶推电池上升或下降。
17.通过采用上述技术方案,设置第二推杆,在第一推杆将电池座顶起后,第二推杆从待检工位上的通孔伸出顶推电池上升,将电池顶推入气密性检测装置内。
18.进一步的,所述工作台设置有两组,每组设置四个,每组工作台下设置一组搬运机构。
19.通过采用上述技术方案,设置两组八个工作台,每组工作台共用一套搬运机构,可实现八套电池的同时搬运和同时检测,检测效率高。
20.综上所述,本实用新型具有以下有益效果:本技术中,通过设置滑轨和顶升气缸,使得搬运机构可以在机架的宽度和高度两个方向上运动,搬运机构内设置两个间距与各工位间距相等的搬运座,且分置于待检工位两侧设置,这样每次可搬运两个工位上的电池座,即在顶升气缸作用下,两个搬运座上升,搬运叉组随之上升叉起进料工位和待检工位上的电池座,然后底座在滑轨上滑动,将两个搬运座叉起的电池座搬运到待检工位和出料工位上方,顶升气缸下降,将电池座分别放置在待检工位和出料工位上,这样进料工位上的电池座被搬运到待检工位上等待检测,待检工位上完成检测的电池座被搬运到出料工位上准备运往下一工序,一次搬运即可实现两个工位的切换,大大提高了检测效率。
附图说明
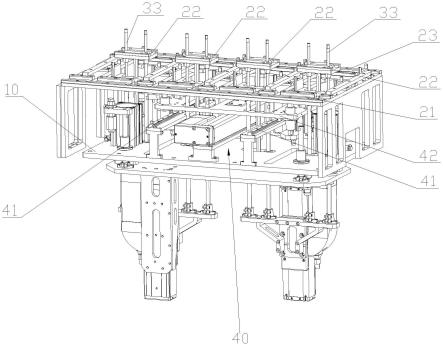
21.图1是本实用新型实施例的整体结构示意图;
22.图2是本实用新型实施例一组工作台的整体结构示意图;
23.图3是本实用新型实施例工作台的平面示意图;
24.图4是本实用新型实施例的主视图;
25.图5是本实用新型实施例的内部结构示意图;
26.图6是本实用新型实施例搬运机构的结构示意图。
27.图中:a、电池座;b、电池;10、机架;20、工作台;21、进料工位;22、待检工位;221、通孔;23、出料工位;30、顶升机构;31、第一推杆;32、固定套;33、第二推杆;40、搬运机构;41、滑轨;42、底座;43、顶升气缸;44、搬运座;441、缺口;45、搬运叉组;451、搬运叉。
具体实施方式
28.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例,基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
29.如图1-6所示,本技术实施例公开一种锂电池气密性检测用搬运装置,包括机架10,机架10上沿其长度方向设置有若干工作台20,工作台20共有八个,每四个构成一组,总共分为两组,每组工作台20下设置一组搬运机构40。这样就可一次性完成八个工位的搬运和检测,检测效率大大提高。
30.工作台20包括沿机架10宽度方向依次等间隔布置的进料工位21、待检工位22和出料工位23,进料工位21、待检工位22和出料工位23用于放置电池座a和电池b,电池b放置在电池座a内,电池座a放置在进料工位21、待检工位22或出料工位23上。进料工位21和出料工位23固定设置在机架10上,其两侧与机架10之间设有一定间隙,以便搬运机构40通过。待检工位22位于工作台20区域的中间,其四周与机架10不相连且较为空旷。待检工位22下方设置有顶升机构30,待检工位22通过顶升机构30活动设置在机架10上,即待检工位22可以上升或下降。初始状态下,进料工位21、待检工位22和出料工位23高度一致。
31.顶升机构30包括第一推杆31,第一推杆31端部通过固定套32与待检工位22底部连接,第一推杆31用于顶推待检工位22上升或下降,从而使得电池座a和电池b上升进行气密性检测,检测完成后在下降,通过搬运机构40搬运到出料工位23向下一工序转运。
32.顶升机构30还包括第二推杆33,待检工位22上设置有供第二推杆33穿过的通孔221,第二推杆33穿过通孔221向上顶推电池b上升,使电池b进入气密性检测工位进行检测,待检测完成后,第二推杆33下降,使电池b回到电池座a内。
33.搬运机构40包括沿机架10宽度方向布置在机架10底部的滑轨41,滑轨41设置有两根,分别位于第一个、第二个工作台20之间、第三个、第四个工作台20之间。滑轨41上滑动设置有底座42,底座42整体为板状,其下板面设置有滑块和动力机构,滑块与滑轨41配合,动力机构推动底座42沿滑轨41滑动,实现搬运机构40在机架10宽度方向上的移动。底座42上通过顶升气缸43活动设置有两个沿机架10长度方向布置的搬运座44,两个搬运座44之间通过连接板连接,保证两个搬运座44同步运动。两个搬运座44之间的间距与工作台20上各工位间距相等,使得两个搬运座44可同时位于两个工位下方,进行两个工位的同步搬运。两个搬运座44分别位于待检工位22两侧,这样就使得两个搬运座44可对应进料工位21和待检工位22、待检工位22和出料工位23两种状态,从而负责将进料工位21的电池座a搬运到待检工位22,将待检工位22的电池座a搬运到出料工位23。
34.搬运座44上设置有若干搬运叉组45,具体设置4组,即每组对应一个工作台20。搬运叉组45包括两个间隔布置的搬运叉451,两个搬运叉451之间的间距大于进料工位21、待检工位22和出料工位23的长度,小于电池座a的长度,即保证两个搬运叉451可以从各工位
两侧上升叉起电池座a。
35.搬运叉451的上端呈凹槽状,其槽宽与电池座a的宽度一致,凹槽用于叉起电池座,具体的,可以利用凹槽两侧的槽边对电池座进行限位和保护,防止电池座在搬运过程中掉落。搬运叉451槽口两端整体呈向外的楔形,使得在槽口处形成导向,防止电池座a发上错位造成无法叉起。
36.搬运座44位于搬运叉组45两个搬运叉451之间的座体上临近待检工位22一侧设置有缺口441,缺口441主要用于避让顶升机构30的第一推杆31,避免与其发生干涉。
37.本实施例中一种锂电池气密性检测用搬运装置的使用原理为:电池座a和电池b在转运机构作用下进入待检工位22,底座42沿滑轨41滑动至两个搬运座44分别位于进料工位21和待检工位22下方,顶升气缸43顶推两个搬运座44上升使搬运叉组45的两个搬运叉451叉起电池座a使之离开原有工位;然后底座42沿滑轨41滑动至两个搬运座44分别位于待检工位22和出料工位23下方,顶升气缸43回缩使两个搬运座44下降使电池座a放在待检工位22和出料工位23上,搬运座44继续下降至搬运叉组45的两个搬运叉451远离电池座a,此时一个搬运动作完成。顶升机构30的第一推杆31顶推待检工位22上升,使电池座a和电池b上升的最大高度,然后第二推杆33伸出顶推电池b继续上升至气密性检测工位,待检测完成后,第二推杆33下降,使电池b回到电池座a内,第一推杆31下降,使待检工位22带着电池座a和电池b回到初始高度,完成检测。然后搬运机构40开始运动,将进料工位21和待检工位22上的电池座a和电池b叉起分别放置在待检工位22和出料工位23,这样检测完成的电池b进入出料工位23准备下一工序,未检测的电池b从进料工位21进入待检工位22准备检测。整体过程比较简单,操作速度快,可大大提高电池b的气密性检测效率。
38.以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1