自动化收卷机构及多工位收卷装置的制作方法
【】本技术涉及管料加工设备领域,尤其涉及自动化收卷机构及多工位收卷装置。
背景技术
0、
背景技术:
1、管料在轧制后需要进行存放,管料可以以直管的形式保存,或是收卷成卷料的形式保存。若是要将管料收卷成卷料,需要用到收卷机构。一般的收卷机构包括机架和多个收卷架,多个收卷架围绕机架的中心设置,收卷过程中机架转动以使管料可缠绕在多个收卷架外,从而形成卷料。当完成管料的收卷后,需要将管料自收卷装置上取下,在取下前还需要对管料的两端进行制头处理,此步骤还需要用到专门的制头设备,且还需要调整管料端部的位置以进行制头。
技术实现思路
0、
技术实现要素:
1、本实用新型所要解决的技术问题在于克服现有技术的不足而提出自动化收卷机构,减少了管料在收料过程中所需的设备数量,提高了收料效率。
2、为解决上述技术问题,本实用新型采用如下技术方案:
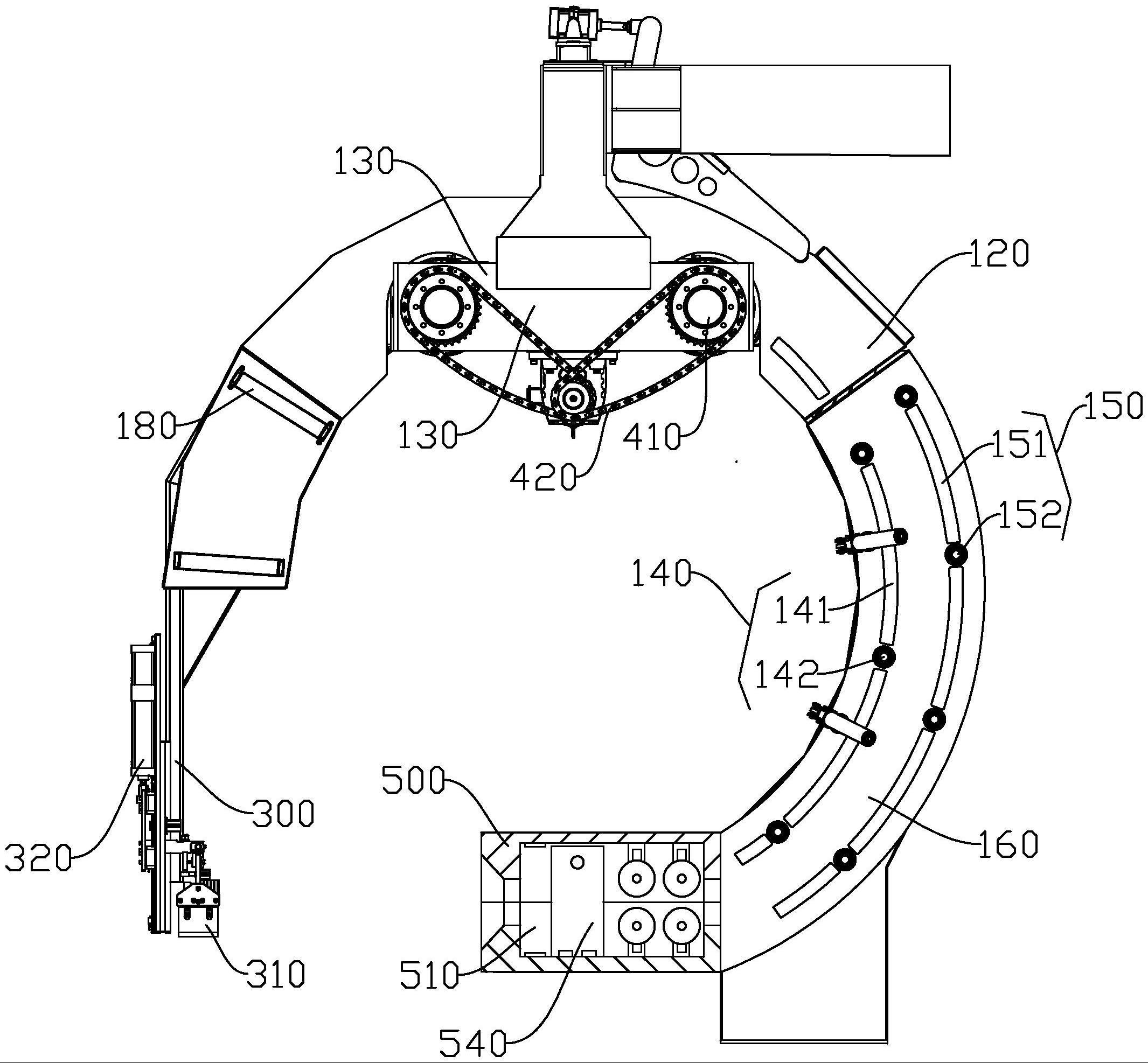
3、自动化收卷机构,包括收卷机架、转动安装在所述收卷机架上用于收卷管料的转动辊,所述收卷机架包括横梁、设置于所述横梁一端的第一架体和设置于所述横梁另一端的第二架体,所述第一架体和所述第二架体相对所述横梁呈中心对称,所述第一架体上和所述第二架体设有引导机构,所述第一架体上的引导机构用于在收料时弯折并引导管料环绕至所述转动辊上,所述第二架体上的引导机构用于在下料时引导管料向外传动,所述第二架体上设有用于驱动所述转动辊转动的转动部件,所述第一架体和所述第二架体上位于所述引导机构的下端位置设有自动制头装置。
4、在上述方案的基础上,所述引导机构包括自所述第一架体上向所述第二架体方向凸出的第一导向架和设置于第一导向架外侧的第二导向架,所述第一导向架和所述第二导向架之间限定形成供管料传送的弧形折弯通道。
5、在上述方案的基础上,所述引导机构还包括多个可转动的第一导向辊,多个第一导向辊沿弧形折弯通道间隔设置,所述第一导向辊的一端与所述第一架体靠近所述第一导向架的一侧连接,所述第一导向辊的另一端向所述弧形折弯通道靠近,所述第一架体上设有多个可转动的第二导向辊,所述第二导向辊横向于所述转动辊设置,所述第二导向辊用于支撑离开所述弧形折弯通道后的管料。
6、在上述方案的基础上,所述第一导向架包括间隔设置的多个第一挡板和多个第一传动辊,所述第二导向架包括间隔设置的多个第二挡板和多个第二传动辊,所述第一传动辊和所述第二传动辊沿转动辊的轴向方向设置。
7、在上述方案的基础上,所述自动制头装置包括外壳和设置于所述外壳内的空腔,所述外壳的两端分别设有与空腔连通的管料入口和管料出口,所述空腔内设有两块与所述空腔底壁滑动配合的制头夹板,所述空腔内还设有制头电机,所述制头电机的输出轴与两块制头夹板螺纹配合,以控制两块制头夹板相互靠近或彼此远离。
8、在上述方案的基础上,所述空腔内还设有辅助传送装置,所述辅助传送装置包括上下层叠设置的辅助辊轴,所述空腔内设有固定座体,所述辅助辊轴上设有与所述固定座体转动配合的销轴,所述固定座体内设有弹性腔和安装在弹性腔内的弹簧,所述弹簧与所述销轴相抵以允许所述辅助辊轴上下浮动。
9、在上述方案的基础上,所述空腔内还设有料头识别装置,所述料头识别装置为设置在所述空腔内壁上的信号发送器和信号接收器,所述信号接收器在管料经过时中断信号的接收。
10、在上述方案的基础上,所述转动部件包括驱动电机和由驱动电机驱动的链轮,链轮设置在所述转动辊伸出所述第二架体的一端,两个转动辊上的链轮通过链条传动。
11、在上述方案的基础上,所述第一架体上位于所述引导机构前侧设有引导管料朝向所述引导机构传送的管料夹持机构,所述管料夹持机构包括夹持架体和设置在夹持架体用于夹持管料的管料夹持件,所述夹持架体上设有与所述管料夹持件连接的升降机构。
12、多工位收卷装置,包括支撑架,所述支撑架上设有多个上述任一技术方案公开的自动化收卷机构,所述自动化收卷机构与所述支撑架转动配合。
13、本实用新型的有益效果:
14、本实用新型公开的自动化收卷机构,用于收集完成生产的管料。收卷机构通常设置在用于传送管料的设备的后侧,在收卷管料时,管料自传送设备上向收卷机构方向传送,第一架体上的引导机构可引导管料朝向转动辊方向传送,并在管料传送过程中使管料逐渐弯曲,从而能够缠绕在转动辊上。转动部件驱动转动辊转动,使管料可以更加容易地缠绕在转动辊上,减少转动辊与管料之间的相对摩擦而使管料和转动辊的表面出现磨损。下料时,第二架体上的引导机构可对管料进行引导,对下料过程中的管料进行限位,避免管料散乱。
15、随着管料的传送转动辊上的缠绕圈数增加,当缠绕圈数增加到一定程度后,传送装置驱动管料的动力不足而会导致管料无法继续向转动辊上缠绕,而后侧的管料还在不断向前传送,导致管料会出现弯折,转动部件能够提供额外的动力,通过转动辊与管料之间的摩擦力带动管料传送,以保证管料能够顺利缠绕在转动辊上。
16、自动制头装置可对管料的端部进行自动制头,这样一来,在完成上料后,第一架体和第二架体上的自动制头装置可分别对管料的两端进行制头处理,从而不需要额外布置对管料进行制头的装置,同时也省去了制头步骤。
17、进一步的,所述引导机构包括自所述第一架体上向所述第二架体方向凸出的第一导向架和设置于第一导向架外侧的第二导向架,所述第一导向架和所述第二导向架之间限定形成供管料传送的弧形折弯通道。管料传送到引导机构上时会与凸出的第一导向架或第二导向架接触,使管料被阻挡而无法继续在水平方向传送,以沿着弧形折弯通道传送,随着管料不断地进入到弧形折弯通道内,管料开始逐渐弯曲,从而在离开弧形折弯通道后能够缠绕到转动辊上。
18、进一步的,所述引导机构还包括多个可转动的第一导向辊,多个第一导向辊沿弧形折弯通道间隔设置,所述第一导向辊的一端与所述第一架体靠近所述第一导向架的一侧连接,所述第一导向辊的另一端向所述弧形折弯通道靠近,所述第一架体上设有多个可转动的第二导向辊,所述第二导向辊横向于所述转动辊设置,所述第二导向辊用于支撑离开所述弧形折弯通道后的管料。管料在转动辊上缠绕过程中,会不断沿着管料的轴向移动,从而离开弧形折弯通道,第一导向辊能够对管料进行阻挡而限制管料向第一架体靠近第一导向架的一侧偏离弧形折弯通道,导致收卷后的卷料内径过小,第一导向辊能够在管料的带动下转动而降低对管料的磨损。管料在经过弧形折弯通道后已经被弯曲,因此并不需要在整个第一架体上均布置引导机构,第二导向辊可以避免管料与第一架体直接接触,同时第二导向辊可在管料的带动下转动,减少管料的磨损。
19、进一步的,所述第一导向架包括间隔设置的多个第一挡板和多个第一传动辊,所述第二导向架包括间隔设置的多个第二挡板和多个第二传动辊,所述第一传动辊和所述第二传动辊沿转动辊的轴向方向设置。第一挡板和第二挡板能够阻挡管料而将管料保持在弧形折弯通道内,第一传动辊和第二传动辊能够在管料沿弧形折弯通道传送过程中与管料接触而转动,减少管料在弧形折弯通道内的磨损,提高管料在弧形折弯通道中传送的顺畅度。在第一架体上,弧形折弯通道能够在管料传送过程中逐渐折弯管料,在第二架体上,弧形折弯通道能够在管料传送过程中对管料进行限位并同时进一步改变管料的形状,提高管料弯曲状态的稳定性,使下料后的管料不易散乱。
20、进一步的,所述自动制头装置包括外壳和设置于所述外壳内的空腔,所述外壳的两端分别设有与空腔连通的管料入口和管料出口,所述空腔内设有两块与所述空腔底壁滑动配合的制头夹板,所述空腔内还设有制头电机,所述制头电机的输出轴与两块制头夹板螺纹配合,以控制两块制头夹板相互靠近或彼此远离。管料传送中自管料入口进入到自动制头装置内,再从管料出口离开自动制头装置,制头电机运行时可驱动输出轴转动,通过输出轴与制头夹板的螺纹配合驱动两块制头夹板相互靠近或彼此远离,在制头夹板相互靠近时可夹紧管料并对管料进行制头处理,当制头夹板彼此远离时制头夹板可松开管料而使管料可正常传送。
21、进一步的,所述空腔内还设有辅助传送装置,所述辅助传送装置包括上下层叠设置的辅助辊轴,所述空腔内设有固定座体,所述辅助辊轴上设有与所述固定座体转动配合的销轴,所述固定座体内设有弹性腔和安装在弹性腔内的弹簧,所述弹簧与所述销轴相抵以允许所述辅助辊轴上下浮动。辅助辊轴能够辅助管料的传送,使管料能够对准管料出口而离开空腔,辅助辊轴可在弹簧的作用下相对固定座体上下浮动,这样一来上下两个辅助辊轴之间的间距可根据管料的尺寸进行调整,以使管料的中心可与管料出口的中心对齐。管料在传送时,还可带动辅助辊轴转动以降低二者之间的磨损。
22、进一步的,所述空腔内还设有料头识别装置,所述料头识别装置为设置在所述空腔内壁上的信号发送器和信号接收器,所述信号接收器在管料经过时中断信号的接收。料头识别装置能够对料头进行识别,避免制头夹板夹住管料两端之间的部分。在第一架体上的自动制头装置,当管料进入到空腔内时会中断信号接收器的信号接受,在转动辊上管料的量到达额定时,停止收料,此时随着管料的传送,信号接收器可重新接受到信号,以控制制头夹板对管料端部进行制头。在第二架体上的自动制头装置,在收卷机构收料时,信号接收器可接受到信号,在转动辊上管料的量到达额定时,停止收料,此时随着管料的传送,管料进入到自动制头装置内而导致信号接收器中断信号的接受,以控制制头夹板对管料端部进行制头。
23、进一步的,所述转动部件包括驱动电机和由驱动电机驱动的链轮,链轮设置在所述转动辊伸出所述第二架体的一端,两个转动辊上的链轮通过链条传动。链轮设置在第二架体外,以避免管料能够与链轮接触而影响转动部件与转动辊的传动配合,同时也能够防止管料被转动部件损坏。通过链条、链轮来传递动力,能够避免打滑的情况出现。
24、进一步的,所述第一架体上位于所述引导机构前侧设有引导管料朝向所述引导机构传送的管料夹持机构,所述管料夹持机构包括夹持架体和设置在夹持架体用于夹持管料的管料夹持件,所述夹持架体上设有与所述管料夹持件连接的升降机构。由于管料容易变形,管料的端部在离开传送设备后会具有向下的偏离而无法对准引导机构,管料夹持机构通过管料夹持件夹持管料限制管料的偏移,以保证卷料过程顺利进行。同时这一步骤也可以省去人工操作,减少人力资源的投入。升降机构能够控制管料夹持件做升降运动,在管料夹持件夹持管料时,升降机构可控制管料夹持件的位置以使管料夹持件与管料对齐,并在夹持管料后抬升管料夹持件,将管料端部对准引导机构。
25、本实用新型的这些特点和优点将会在下面的具体实施方式、附图中详细的揭露。
- 还没有人留言评论。精彩留言会获得点赞!