一种橡胶切条机抓取装置的制作方法
1.本技术涉及橡胶密封圈加工设备的领域,尤其是涉及一种橡胶条抓取装置。
背景技术:
2.橡胶密封圈的成型需要将橡胶材料放置于模具中通过硫化机硫化成型,橡胶材料需要预先剪切成规定重量和形状的橡胶条,将橡胶条均匀的排布在模具中,摆放的整齐程度以及均匀程度是保证在硫化过程装生产出高质量的橡胶密封圈的必要条件。
3.传统的加工方法是工作人员手工将橡胶条一条一条摆放在模具上,再将模具转运至硫化机中进行硫化成型。
4.针对上述中的相关技术,存在以下缺陷:采用手工的方式难以达到橡胶条摆放整齐和摆放均匀的要求,效率低下的同时还会提高产品的不良率。
技术实现要素:
5.为了提高橡胶条在模具中的摆放效率以及摆放质量,本技术提供一种橡胶切条机抓取装置。
6.本技术提供的一种橡胶切条机抓取装置采用如下的技术方案:
7.一种橡胶切条机抓取装置,包括机架,机架上设置有用于抓取和释放物料的抓取机构、用于控制抓取机构在空间中活动的移动控制机构,所述抓取机构包括固定板、抓取组件、退料组件和用于驱动退料组件移动的驱动件,所述抓取组件通过固定板与移动控制机构连接,所述退料组件通过驱动件与抓取组件连接,且所述退料组件的移动方向为靠近或远离抓取组件。
8.通过采用上述技术方案,橡胶切条机抓取装置通过移动控制机构控制抓取组件移动,待加工的橡胶条成组摆放于送料机构上,通过抓取机构实现对橡胶条的成组抓取。固定板作为抓取机构的安装平台,可以安装于移动控制机构上;抓取机构设有抓取组件和退料组件,抓取组件对橡胶条进行抓取,转运至需要的位置后,驱动件控制退料组件移动,实现卸载退料组件上的橡胶条。通过抓取组件的运用提高了橡胶条在模具中的摆放效率以及摆放质量。
9.可选的,所述抓取组件包括承载板和抓取件,所述承载板可拆卸安装于固定板上,所述抓取件可拆卸安装于承载板上,所述驱动件设置于承载板上。
10.通过采用上述技术方案,承载板为抓取件和驱动件提供安装平台,抓取件可拆卸安装于承载板上,抓取件受到损坏或是需要更换时,可快速从承载板上拆卸下来。
11.可选的,所述抓取件包括固定部和针刺部,所述固定部可拆卸安装于承载板上,所述针刺部排布设置于固定部上。
12.通过采用上述技术方案,抓取件上的多个针刺部排布设置于固定部上,抓取件在抓取橡胶条时,针刺部刺穿橡胶条实现抓取功能,同时可以根据不同尺寸大小的橡胶条,调整所需安装针刺部的长度、大小以及排布的密度,来制作不同要求的抓取件。通过在抓取件
上设置针刺部可精确的对橡胶条进行穿刺抓取。
13.可选的,所述抓取组件还包括安装座,所述固定部通过安装座与承载板可拆卸连接。
14.通过采用上述技术方案,抓取件通过固定部安装于安装座上,安装座可拆卸安装于承载板上,通过可拆卸安装的方法可以针对橡胶条形状,调整承载板上的抓取件的数量以及抓取件之间的间距等,以满足更好的抓取要求。
15.可选的,所述抓取组件还包括下压片,所述下压片与固定部远离安装座的一侧贴合,并可拆卸安装于所述安装座上。
16.通过采用上述技术方案,下压片与抓取件一端贴合安装于安装座上,在安装过程中下压片可以对抓取件起到保护作用,以及可以减少抓取件在安装时受力变形的情况。
17.可选的,所述退料组件包括退料板,所述退料板上开设有供针刺部穿过的通孔,所述驱动件与退料板连接,用于驱动退料板移动。
18.通过采用上述技术方案,抓取物料时退料板由驱动件控制上升至最高点,针刺部穿出通孔,对物料进行穿刺抓取,放置物料时驱动件控制退料板下降,针刺部回收入通孔内,物料通过退料板卸载在模具上。
19.可选的,所述承载板上开设有升降孔,所述退料板设有连接柱,所述连接柱穿过承载板上的升降孔与驱动件可拆卸连接。
20.通过采用上述技术方案,连接柱将驱动件与退料板连接,通过驱动件的控制实现退料板卸载物料的功能。
21.可选的,所述退料组件还包括导向杆,所述承载板上设有导向柱,所述导向杆滑动安装于导向柱内。
22.通过采用上述技术方案,退料组件上的导向杆穿过承载板上的导向柱实现滑动安装,驱动件控制退料组件运动,在运动过程中,导向杆为驱动件提供导向和辅助支撑作用,可以有效减轻退料板偏移导致卡顿的现象。
附图说明
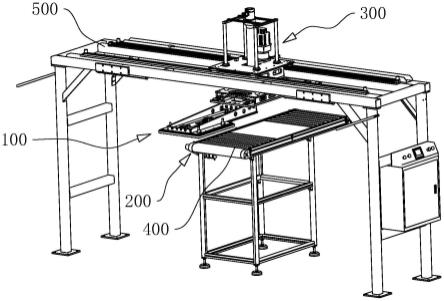
23.图1是本技术实施例橡胶切条机抓取装置的结构示意图。
24.图2是本技术实施例橡胶切条机抓取装置中抓取机构的结构示意图。
25.图3是本技术实施例中抓取机构各个组件的结构爆炸图。
26.图4是本技术实施例中抓取机构的局部结构爆炸图。
27.图5是本技术实施例橡胶切条机抓取装置的结构爆炸图。
28.图6是图4中a部分的放大图。
29.图7是图5中b部分的放大图。
30.附图标记说明:100、抓取机构;110、固定板;120、抓取组件;121、承载板;1211、导向杆通孔;1212、升降孔;122、安装座;123、抓取件;1231、固定部;1232、针刺部;124、下压片;125、螺栓;126、导向柱;1261、导向孔;130、退料组件;131、退料板;1311、连接柱;1312、通孔;132、导向杆;140、驱动件;200、送料机构;300、移动控制机构;400、橡胶条;500、机架。
具体实施方式
31.以下结合附图1-7对本技术作进一步详细说明。
32.本技术实施例公开一种橡胶切条机抓取装置。参照图1,橡胶切条机抓取装置包括机架500、移动控制机构300以及对橡胶条400进行抓取和释放的抓取机构100,抓取机构100由移动控制机构300控制,实现抓取机构100在空间中的移动。送料机构200一般为传送带,橡胶条400成组摆放在送料机构200上,由送料机构200运送至抓取机构100下方,抓取机构100在移动控制机构300的控制下抓取成组的橡胶条400,并转移卸载至硫化机上的模具中,实现橡胶条400的抓取摆放,提高了橡胶条400在模具中的摆放效率以及摆放质量。
33.参照图1,本实施例中,在机架500上设置有齿条,移动控制机构300包括安装在靠近机架500的伺服电机,伺服电机上安装有齿轮,齿轮与机架500上的齿条啮合实现抓取机构100的横向移动。移动控制机构300还包括竖直设置的伺服电机和丝杆,通过伺服电机驱动丝杆转动实现移动控制机构300在竖直方向上的移动。移动控制机构300在靠近送料机构200的位置水平设置还设置有伺服电机和丝杆,伺服电机控制丝杆实现移动控制机构300在送料机构200送料方向上的移动。
34.参照图2和3,抓取机构100包括抓取组件120,抓取组件120将橡胶条400刺穿后进行抓取。抓取组件120连接有退料组件130,退料组件130可以将橡胶条400从抓取组件120上卸载下来。抓取组件120还连接有驱动件140,驱动件140为气缸,驱动件140将抓取组件120与退料组件130相连。在驱动件140的作用下,退料组件130与抓取组件120相对移动,退料组件130的移动方向为靠近或远离抓取组件120的方向,实现退料功能。参照图1和图3,抓取机构100还包括固定板110,抓取组件120安装于固定板110下部,固定板110还具有连接固定的作用,抓取组件120通过固定板110与移动控制机构300连接。
35.参照图4和图5,抓取组件120包括承载板121,本实施例中承载板121为方形板,承载板121开设有多个螺纹孔,承载板121上通过螺丝连接有安装座122,本实施例中,多个长条形的安装座122并排安装于承载板121上,针对不同型号的橡胶材料可以调整安装座122的数量和间距,以满足更好的抓取条件,在安装座122上通过螺栓125安装有抓取件123,抓取件123竖直向下,固定于安装座122的一侧。
36.抓取组件120还包括下压片124,下压片124贴合在抓取件123远离安装座122的一侧,安装时,螺栓125先穿过下压片124再穿过抓取件123锁合于安装座122上,下压片124减少了螺栓125直接作用于抓取件123上,锁合过程中导致抓取件123局部变形的情况,下压片124可将螺栓125的锁合力均匀分布在抓取件123上。
37.参照图4和图6,抓取件123包括固定部1231和针刺部1232,针刺部1232一体化成型于固定部1231上,本实施例中针刺部1232垂直排布于固定部1231上,并且两个针刺部1232之间的间距相等,抓取橡胶条400时,针刺部1232刺穿橡胶条400,实现抓取功能。
38.根据抓取不同的橡胶条400可以选用不同长度和不同直径的针刺部1232,采用穿刺抓取的方法对一些尺寸很小的橡胶条400也可以有效的抓取;由于针刺部1232的密度高,橡胶条400的各个部位都可以有效抓取,可以有效减小橡胶条400在转运途中产生变形错位,有效的提高橡胶条400放置在模具中精确程度。
39.承载板121四角开设有导向杆通孔1211,抓取组件120还包括导向柱126,导向柱126通过螺丝可拆卸安装于承载板121上,安装的导向柱126中间开设有贯通的导向孔1261,
导向柱126安装于承载板121后导向孔1261与导向杆通孔1211连通。
40.参照图3和图5,退料组件130包括退料板131和导向杆132,导向杆132通过螺丝安装于退料板131的四个角上,退料组件130安装时退料板131与承载板121平行,导向杆132通过承载板121上的导向杆通孔1211穿入导向柱126内。导向杆132与导向柱126同轴滑动配合,在退料板131上下运动过程中起到辅助支撑和导向作用,可以有效减小退料板131受力不均产生失衡卡顿现象。
41.退料板131上还一体成型有连接柱1311,驱动件140为气缸,气缸的缸体由螺丝安装固定于承载板121上,气缸的活塞杆与连接柱1311通过螺丝连接。在驱动件140的控制下实现退料板131的上下运动。
42.参照图6和图7,退料板131上均匀开设有通孔1312,通孔1312位置与针刺部1232对应,通孔1312直径略大于尖刺部,退料板131通过驱动件140控制上下运动时,针刺部1232可以穿过通孔1312对橡胶条400进行抓取,或是隐藏退入通孔1312中,由退料板131对橡胶条400进行卸载。
43.本技术实施例一种橡胶切条机抓取装置的实施原理为:通过移动控制机构300将抓取机构100移动至载有橡胶条400的送料机构上方,在驱动件140的控制下退料板131向上运动,抓取件123上的针刺部1232穿过退料板131上的通孔1312。移动控制机构300控制抓取机构100向下运动,针刺部1232接触并刺穿橡胶条400,实现对橡胶条400的抓取,移动控制机构300又将抓取机构100移动至硫化机上的模具中,在驱动件140的控制下退料板131向下运动,退料板131与针刺部1232上的橡胶条400接触,并将橡胶条400推离下载在模具上,此时针刺部1232退回退料板131上的通孔1312内。通过这种方案达到橡胶条400在模具中摆放整齐和摆放均匀的要求。
44.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1