一种全自动门面开平压花流水线的制作方法
本技术涉及防盗门生产,具体涉及一种全自动门面开平压花流水线。
背景技术:
1、防盗门配有防盗锁,可在一定时间内可以抵抗一定条件下非正常开启,具有一定安全防护性能并符合相应防盗安全级别的门。为了美观,防盗门门面上通常依据不同要求设置不同的花纹图案等,通常这一过程通过压花机进行加工,压花机通常包括下压模具与上压模具,并设置了液压驱动源驱动下压模具与上压模具相互靠近,从而实现将处于下压模具与上压模具之间的门面上冷压出各种花纹。
2、但是现有的压花机通常需要工人将门板运送至下压模具与上压模具之间,完成压花后,再由工人将门面取出。若将门面放入压花机内时出现偏移,门面压制的花纹倾斜、不美观,造成门面材料报废,因此若采用机械代替工人进行运输,如何将门面材料准确地运输至压花机内,避免压制的花纹偏移是需要解决的问题;将门面运输至压花机内及从压花机内取出门面的过程需要消耗大量人力,同时由于液压驱动源驱动力非常大,在工人上料和取料的过程中具有非常大的风险,安全性不高。如何代替人工安全有效地从压花机内取出压花后的门面也是需要解决的问题。
技术实现思路
1、本实用新型所要解决的技术问题在于针对上述现有技术的不足,提供一种全自动门面开平压花流水线。
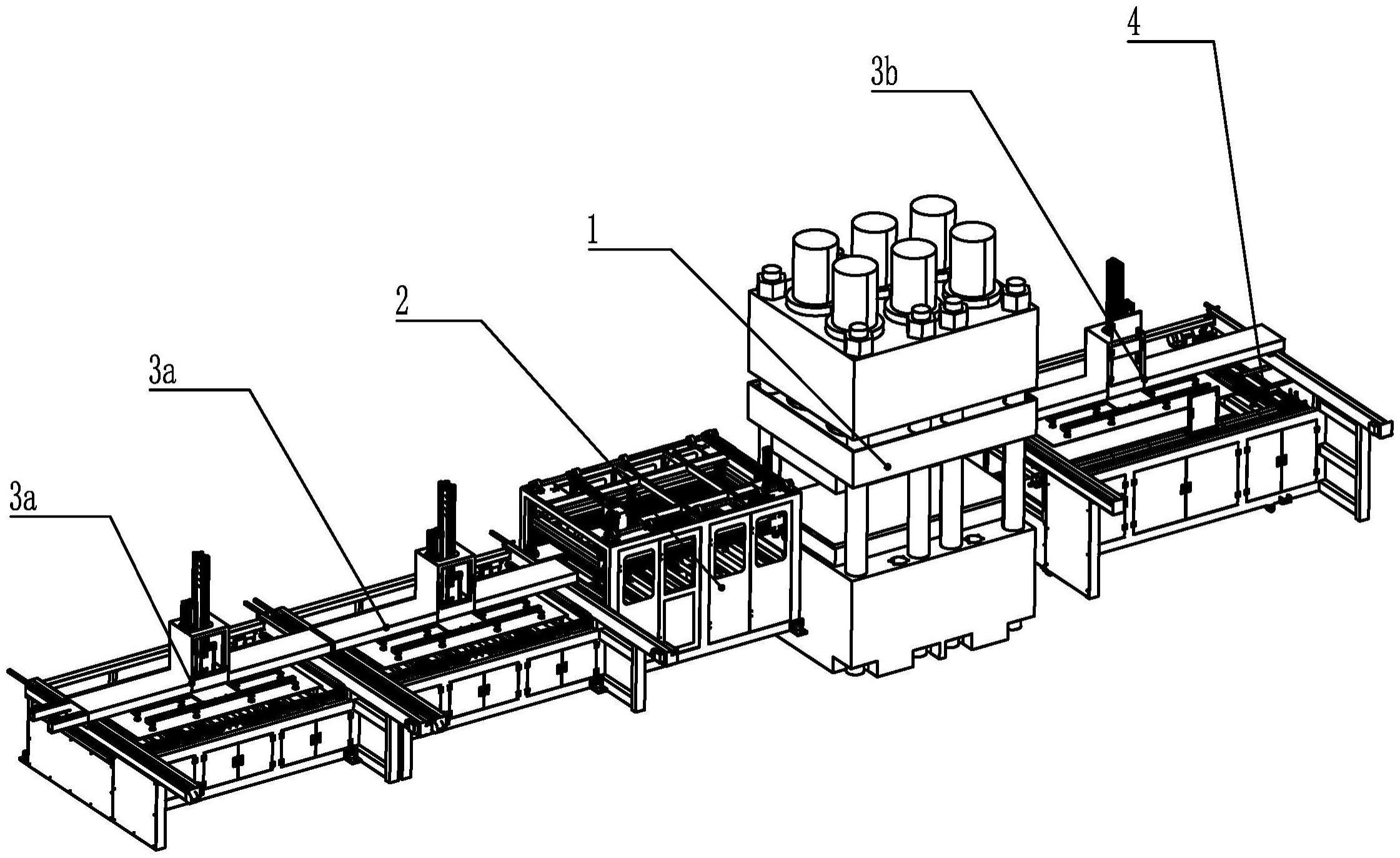
2、为实现上述目的,本实用新型提供了如下技术方案:一种全自动门面开平压花流水线,包括压花机,压花机进料端的一侧设有用于将物料运送至压花机内的送料机,送料机远离压花机一侧设有上料机,压花机出料端的一侧设有下料机;上料机与下料机包括有取料机架、设置于取料机架上的取料运输辊组,取料机架位于垂直取料运输辊组运输方向的一侧设有放料区,取料运输辊组上方设有将物料从放料区运输至取料运输辊组或者将物料从取料运输辊组运输至放料区的取料机构;下料机位于取料运输辊组上还设有用于从压花机内取出物料的拉料机构;送料机包括有送料机架、设置于送料机架上且与取料运输辊组处于同一平面的送料运输辊组,送料运输辊组上方设有第一取料组件,第一取料组件连接有驱动第一取料组件沿着远离或靠近压花机的送料平移组件,送料平移组件连接有驱动送料平移组件往复升降的送料升降组件,送料升降组件安装于送料机架上;送料运输辊组上设有用于调整物料在送料运输辊组上运输位置的校正组件。
3、采用上述技术方案,上料机用于上料,送料机用于将上料机运输的物料运送至压花机中,下料机用于将压花机中的门面取出下料;上料与下料的过程通常就具有相同的取料的过程,因此本实用新型的上料机与下料机具有相同的部分结构以简化设备结构。上料机与下料机包括有取料机架,设置于取料机架上的取料运输辊组,取料运输辊组(通常包括若干取料运输辊)用于运输物料,取料机架位于取料运输辊组的物料运输方向垂直的一侧设有放料区,放料区用于放置物料;取料运输辊组上方设置取料机构,取料机构可以用于将物料从放料区运输至取料运输辊组或者将物料从取料运输辊组运输至放料区以实现上料与下料;特别地,下料机位于取料运输辊组上的拉料机构,有用于从压花机内取出物料;送料机用的送料运输辊组用于接收上料机的取料运输辊组输送的物料(包括若干送料运输辊),送料升降组件用于驱动第一取料组件靠近送料运输辊组以吸附物料,送料平移组件则驱动吸附物料的第一取料组件运动至压花机内以实现送料,特别地,送料机构的送料运输辊组上设有校正组件,送料运输辊组接收的门面可能处于偏斜的状态,校正组件用于调整物料在送料运输辊组的运输位置,通过调节至合适的位置以避免物料在运输至压花机内偏离压花机的压制区域,保证压花效果美观,提高产品质量,减少报废率。
4、如此一来,通过上料机将物料从放料区运输至取料运输辊组上,运输至送料机,送料机将物料运输至压花机内完成门面压花,随后下料机的拉料机构将压花机内的物料取出至下料机的取料运输辊组上,再输送至下料机的放料区,整个过程完成了上料、送料、压花、下料全自动加工,代替人工在保证安全的同时减少人工成本。
5、上述的一种全自动门面开平压花流水线,可进一步设置为:送料运输辊组包括若干送料运输辊;校正组件包括有与固定于送料运输辊组下方的固定架、呈可滑动设置于固定架上两组校正架、设置于校正架上且位于送料运输辊组各个送料运输辊间隙之间的校正板、安装于固定架上的校正驱动气缸、由校正驱动气缸控制的校正伸缩杆,校正伸缩杆与一组校正架连接,校正驱动气缸驱动校正伸缩杆沿着垂直于送料运输辊组运输方向运动,两组校正架上的校正板之间为物料运输空间;固定架与两组校正架之间设有可使两组校正架同步运动的传动组件。
6、采用上述技术方案,由于校正驱动气缸一端与固定架连接,而校正伸缩杆与一组校正架连接,通过校正驱动气缸控制校正伸缩杆的伸缩,进而使与校正伸缩杆连接的校正架靠近或远离另一组校正架,而设置的传动组件可使两组校正架同步运动,使两组校正架上的校正板相互靠近或远离,由于校正驱动气缸控制校正伸缩杆的运动方向与送料运输辊组运输方向垂直,且校正板在可在送料运输辊组各个送料运输辊间隙之间运动,门面物料处于两组校正架上的校正板之间的物料运输空间,因此两组校正架上的校正板与门面两侧面接触限位而使门面轴线与送料运输辊组运输方向保持平行放置,以避免运输至压花机内时门面材料处于倾斜、偏移的状态,保证后续送料时,使门面处于正确的位置进入压花机内,避免压制出现花纹偏移的情况。
7、上述的一种全自动门面开平压花流水线,可进一步设置为:传动组件包括有固定于两组校正架上的传动齿条、安装于固定架上呈可转动设置的传动齿轮,两组校正架上的传动齿条分别与传动齿轮的两侧啮合配合,固定架还设有用于对传动齿条限位而使传动齿轮与传动齿条保持啮合的限位滚轮,传动齿条活动于限位滚轮与传动齿轮之间。
8、采用上述技术方案,由于传动齿轮设置于固定架,而传动齿条设置于校正架上可跟随校正架运动,两传动齿条与传动齿轮的两侧啮合。当与校正伸缩杆连接的校正架运动时,带动设置于该校正架上的传动齿条运动,进而使与传动齿条啮合的传动齿轮转动,同步带动另一侧的传动齿条运动促使另一组校正架运动,使两组校正架同步运动,相互靠近或者远离。固定架时上设置的限位滚轮用于保证传动齿条与传动齿轮保持啮合。
9、上述的一种全自动门面开平压花流水线,可进一步设置为:第一取料组件包括有第一取料架,第一取料架上设置若干送料吸料盘;送料升降组件包括送料升降架、驱动送料升降架往复升降的送料升降驱动组件,送料升降驱动组件安装于送料机架上;送料平移组件包括有送料架,第一取料架呈可滑动连接于送料架内,送料架呈可滑动连接于送料升降架下方,送料架上设置有驱动第一取料架及送料架相对升降架滑动的送料平移驱动组件,送料平移驱动组件包括有送料平移驱动电机、由送料平移驱动电机驱动转动的主动传动轴、设置于送料送料架上的从动传动轴、绕设于主动传动轴与从动传动轴之间的同步带,送料平移驱动电机驱动主动传动轴并通过同步带联动从动传动轴转动时,同步带上存在运动方向相反的第一传动部于与第二传动部;送料升降架上固定有与第一传动部连接的第一固定块;第一取料架上设有与第二传动部连接的第二固定块。
10、采用上述技术方案,送料平移驱动电机、主动传动轴、从动传动轴安装于送料架上,送料平移驱动电机驱动主动传动轴并通过同步带联动从动传动轴转动时,同步带上存在运动方向相反的两段,设为第一传动部于与第二传动部,其中,送料升降架通过第一固定块与第一传动部连接,而送料升降架连接送料升降驱动组件安装于送料机架上,因此当送料平移驱动电机通过同步带驱动主动传动轴与从动传动轴转动时,送料升降架相对机架保持静止从而使送料架整体相对于送料升降架发生滑动平移,送料架整体的运动方向与第一传动部相反而与第二传动部;同时第一取料架通过第二固定块与同步带的第二传动部连接,因此第一取料架又会相对送料架发生滑动平移,第一取料架运动方向与第二传动部传动方向相同;即送料架与第一取料架向着同一方向运动,实现送料架与第一取料架的端伸缩,但两者的运动行程不同,第一取料架的运动行程为送料架行程与传动带运动行程之和,可保证第一取料架延伸至压花机内,使本实用新型的送料机具有更大的送料行程而无需增加送料架或第一取料架的长度即可实现,避免送料架或第一取料架自身过长。
11、上述的一种全自动门面开平压花流水线,可进一步设置为:拉料机构包括有拉料架、安装于拉料架上的拉料吸料盘,拉料架连接有驱动拉料架往复升降的拉料升降组件,拉料升降组件连接有驱动拉料升降组件向着靠近压花机或远离压花机方向运动的拉料平移组件;取料运输辊组包括有传动辊支架、呈转动设置于传动辊支架上的若干传动辊、驱动传动辊转动的传动带、驱动传动带运动的输送电机;拉料平移组件包括有安装于传动辊支架两侧的拉料滑轨,拉料滑轨上设有可沿着拉料滑轨呈可滑动设置的安装板,安装板与传动带固定连接;拉料升降组件包括有设置于安装板上方的升降架,升降架上安装有驱动升降架远离或者靠近安装板的第一升降气缸,拉料架连接于升降架靠近压花机的一端。
12、采用上述技术方案,安装板通过拉料滑轨呈可滑动设置,安装板上方设置升降架,升降架连接拉料架,拉料架上的拉料吸料盘用于吸附门面物料,升降架上的第一升降气缸则用于驱动升降架升降以便拉料架上的拉料吸料盘靠近门面进行吸附。特别地,由于安装板与传动带连接,因此安装板通过输送电机实现在拉料滑轨上的滑动平移,即输送电机即用于驱动传动带也用于驱动安装板的平移以实现拉动物料,是传动辊转动方向与安装板运动方向相同,可减少驱动源数量以降低成本。
13、上述的一种全自动门面开平压花流水线,可进一步设置为:拉料架与升降架之间连接有可驱动拉料架进一步延伸至取料机架外部或退回至取料机架内的延伸组件;延伸组件包括有安装于升降架上的延伸气缸、由延伸气缸控制伸缩的连接杆,连接杆一端与拉料架固定连接。
14、采用上述技术方案,设置的延伸组件可在进一步增加拉料架哦的运动行程而无需增加拉料架的长度以保证拉料架受力稳定且不会占用较大的安装空间。延伸组件通过延伸气缸驱动连接杆伸缩进而使拉料架再次发生平移,可使得拉料架无需增加长度而延伸至压花机内进行拉料。
15、上述的一种全自动门面开平压花流水线,可进一步设置为:升降架与拉料架之间还设有用于对连接杆运动导向的延伸导向组件;延伸导向组件包括有设置于拉料架上的延伸导向滑轨、设置于升降架上的延伸导向滑块,延伸导向滑轨向着远离拉料架的方向延伸并与延伸导向滑块呈可相对滑动设置。
16、采用上述技术方案,设置的延伸导向组件用于避免连接杆在伸缩过程中发生偏移或者拉料架围绕连接杆转动,具体表现为:通过延伸导向滑轨与延伸导向滑块配合,而延伸导向滑块固定于升降架,两者之间可相对滑动且滑动方向确定但不可相对转动,可辅助连接杆进行伸缩。
17、上述的一种全自动门面开平压花流水线,可进一步设置为:升降架与安装板之间设有拉料升降导向组件,拉料升降导向组件包括有固定设置于安装板上的导向杆,导向杆沿着升降架升降方向设置,导向杆外周滑动套设有导向套,导向套安装于升降架上。
18、采用上述技术方案,设置的拉料升降导向组件用对第一升降气缸驱动升降板运动时的导向,进一步提高升降的稳定性,具体表现为:导向杆安装于安装板上并与升降架上的导向套配合,导向套在导向杆外周滑动,进而实现对升降板运动方向的导向。
19、上述的一种全自动门面开平压花流水线,可进一步设置为:取料机构包括有设置于取料运输辊组上方的第二取料组件,第二取料组件连接有用于控制第二取料组件复升降的取料升降组件,取料升降组件连接有驱动取料升降组件平移的取料平移组件,取料平移组件安装于取料机架上;第二取料组件包括第二取料架,第二取料架上设置若干取料吸料盘,取料平移组件包括有固定设置于取料机架上的平移滑轨、可沿着平移滑轨呈滑动设置的平移架、驱动平移架沿着平移滑轨运动的平移驱动组件,平移滑轨垂直于取料运输辊组运输方向设置并延伸至放料区上方;取料升降组件包括有固定于平移架上的第二升降气缸、由第二升降气缸控制伸缩的升降杆,升降杆与第二取料架连接;第二取料架与平移架之间设有取料升降导向组件,取料升降导向组件包括由安装于第二取料架上的升降导向滑轨、安装于平移架上的升降导向滑块,升降导向滑轨一端向上延伸直至与升降导向滑块呈相对滑动连接。
20、采用上述技术方案,第二取料架上设置的取料吸料盘用于吸取物料,第二取料架通过升降杆与第二升降气缸联动从而实现升降,第二升降气缸安装于平移架并可通过平移架在平移驱动组件的作用下进行在平移滑轨上滑动,而平移滑轨垂直于取料运输辊组运输方向设置并延伸至放料区上方,以实现使平移架在放料区与取料运输辊组之间往复移动。对于上料机,第二取料架通过升降杆与第二升降气缸联动从放料区吸附物料后上升,并通过平移驱动组件的作用使平移架在平移滑轨上从放料区上方运动至取料运输辊组;对于下料机则工作流程相反。取料升降导向组件用于对第二取料架的升降进行导向,避免第二取料架在升降过程中转动或者偏移,进而避免取料吸料盘偏离物料,以提高本实用新型的稳定性。
21、上述的一种全自动门面开平压花流水线,可进一步设置为:升降导向滑块与升降导向滑轨之间设有控制升降行程的限位结构,限位结构包括有限位件、安装于升降导向滑轨上的挡块,限位件穿过升降导向滑块并可呈活动设置,限位件连接有驱动限位件沿着与升降方向垂直方向远离或者靠近升降导向滑轨的限位驱动气缸,限位驱动气缸安装于升降导向滑块上,第二升降气缸驱动第二取料架下降并带动升降导向滑轨下降时,限位驱动气缸可驱动限位件靠近升降导向滑轨直至与挡块抵触连接而限位。
22、采用上述技术方案,设置的限位结构用于避免在第二取料架于取料运输辊组上升降使碰撞取料运输辊组,具体表现为:限位件穿过升降导向滑块并通过限位驱动气缸控制运动,当限位件靠近升降导向滑轨时,可以与升降导向滑轨上的挡块进行抵接而限位,以避免第二取料架继续下降碰撞取料运输辊组。
23、本实用新型的有益效果为:提供一种全自动门面开平压花流水线,能够完成上料、送料、压花、下料全自动加工,代替人工在保证安全的同时减少人工成本,于送料机上设置校正组件用于调整物料在送料运输辊组的运输位置,通过调节至合适的位置以避免物料在运输至压花机内偏离压花机的压制区域,保证压花效果美观,提高产品质量,减少报废率;同时上料机于下料机的部分结构存在相同的设计,提高设备的通用性;针对上料机、送料机、下料机进行部分结构的优化,稳定性更高。
24、下面结合附图和实施例对本实用新型作进一步详细说明。
- 还没有人留言评论。精彩留言会获得点赞!