一种收放卷自动检测裁切装置的制作方法
1.本实用新型涉及凹版印刷技术领域,具体涉及一种收放卷自动检测裁切装置。
背景技术:
2.凹版印刷机是采用圆压圆直接印刷方式印刷,印版直接制在印版滚筒上,采用浸墨或喷墨方式给墨,用来印制包装袋等需要重复印刷的产品。机组式凹版印刷机是由多个凹版印刷装置组合而成,每个凹版印刷装置印制不同的颜色,通过多个凹版印刷装置依次印刷实现多颜色复杂图案的快速印刷。例如,授权公告日为2018年06月08日、授权公告号为106142819b的发明专利公开了一种智能高速凹版印刷机,其包括依次设置的双轴放卷零速对接储料架、放卷牵引装置、8色凹版印刷装置、检品装置、贴标装置以及牵引收卷装置;所述检品装置包括静止画面装置,所述贴标装置设置在检品装置的下方。上述储料架上的印刷料卷绕在纸筒上,在放卷的时候需要通过放卷牵引装置将印刷料输送到8色凹版印刷装置处印刷,印刷完成之后,再对印刷料进行检品操作与贴标操作,将贴标好的印刷料通过牵引收卷装置上的空纸筒进行收卷。然而,上述牵引收卷装置在收卷的时候只能对一个空纸筒进行收卷,当收卷完成时,需要人工将纸筒及其上的印刷料卸下后,再将另一个纸筒安装到收卷机构上,收卷效率较低,无法满足快速收卷的需求。
3.为了提高收卷机构的收卷效率,有人设计一种可快速换卷的收卷机构。例如,授权公告日为2017年03月01日、授权公告号为cn205990074u的发明专利公开了一种具有裁刀收卷装置,包括前臂机架、收卷机架,收卷机架设置横向机架、竖向机架,横向机架通过第一转轴可转动的安装在竖向机架上,横向机架与竖向机架呈十字交叉设置,横向机架的两端分别设置第一收料卷、第二收料卷,传动装置带动裁刀前臂一端可转动的安装在前臂机架上,在接近裁刀前臂设有裁刀气缸,裁刀气缸的活塞杆驱动连接第二收料卷上部的裁刀,裁刀前臂在接近第二收料卷处设置下压辊。上述凹版印刷的放卷机构也可采用这种具有裁刀收卷装置的结构,来使第一放料卷与第二放料卷进行胶带连接后进行换卷,提高放卷机构的换卷效率。虽然这种具有裁刀收卷装置能够提高收放卷过程中的换卷效率,但是,第一收料卷与第二收料卷(或者第一放料卷、第二放料卷)在进行换卷裁切的时候,仍然需要人工肉眼实时观看第一收料卷是否刚好收卷完成,观察什么时候进行换卷操作对第二收料卷进行收卷(或者第一放料卷是否刚好放卷完成,观察什么时候进行换卷操作对第二放料卷进行放卷),人工肉眼观察容易使人疲劳,易发生误识别的现象,在裁刀进行分切的时候容易导致料卷会残留过多在第一收料卷的纸筒上(或者第一放料卷的纸筒上),浪费过多料卷,造成材料成本、人工成本的过度耗费。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种收放卷自动检测裁切装置,这种收放卷自动检测裁切装置能够在收放卷时自动达到接近零废料裁切,减少材料成本与人工成本。
5.为了解决上述技术问题,本实用新型采用的技术方案如下:
6.一种收放卷自动检测裁切装置,包括自前至后依次设置的放卷机构、第一牵引机构、印刷机构、第二牵引机构和收卷机构;放卷机构包括放卷架、两个放卷辊和放卷贴膜裁切机构,放卷架上设有放卷工位和放卷备用工位,两个放卷辊均可转动设置在放卷架上并分别平行设置在放卷工位与放卷备用工位上,放卷架上还设有能够驱动放卷备用工位上的放卷辊与放卷工位上的放卷辊按照逆时针方向翻转并交换位置的放卷翻转驱动机构,放卷贴膜裁切机构安装在放卷架上并与放卷工位对应;收卷机构包括收卷架、两个收卷辊和收卷压紧裁切机构,收卷架上设有收卷工位和收卷备用工位,两个收卷辊均可转动设置在收卷架上并分别平行设置在收卷工位与收卷备用工位上,收卷架上还设有能够驱动收卷备用工位上的收卷辊与收卷工位上的收卷辊按照顺时针方向翻转并交换位置的收卷翻转驱动机构,收卷压紧裁切机构安装在收卷架上并与收卷工位对应;其特征在于:还包括自动贴紧机构、超声波自动检测机构、新料卷到位检测开关、胶带检测发射端和两个与胶带检测发射端对应配合的胶带检测接收端;超声波自动检测机构安装在所述放卷架上并与所述放卷工位对应;胶带检测发射端设置在所述放卷贴膜裁切机构的端部上,两个胶带检测接收端分别设置在两个放卷辊的端部上,胶带检测发射端与处于放卷工位上的胶带检测接收端对应配合;新料卷到位检测开关设置在放卷贴膜裁切机构上并处于胶带检测发射端的前侧;自动贴紧机构设置在所述收卷翻转驱动机构上并且与所述收卷备用工位的收卷辊对应配合。
7.通常,在放卷备用工位上的新料卷起始边由人工贴上一条胶带条,使放卷备用工位的新料卷起始边上的胶带条与放卷备用工位上的胶带检测接收端对齐;收卷备用工位的收卷辊上的空纸筒由人工贴上一层胶纸圈。
8.通常,每一卷料卷的总长度是已知的,每一种直径的料卷与相应的料卷总长度对应;当超声波自动检测机构检测出放卷工位上的料卷初始的最大直径后,该直径的料卷能够对应到相应的料卷总长度。
9.通常,上述放卷翻转驱动机构包括放卷转轴、放卷翻转架和放卷翻转电机,放卷转轴可转动安装在所述放卷架上并且沿左右方向设置,放卷翻转电机安装在放卷架上,放卷翻转电机的输出轴与放卷转轴传动连接;放卷翻转架的中部安装在放卷转轴上,两个所述放卷辊分别可转动且可拆卸安装在放卷翻转架的两端部上。上述放卷翻转架设有两个放卷电机,两个放卷电机与两个放卷辊一一对应,放卷电机的输出轴与相应的放卷辊传动连接,以此来实现放卷辊的自转。上述放卷辊一般为气胀轴。当然,上述放卷翻转驱动机构、收卷翻转驱动机构的具体结构也可采用授权公告日为2017年03月01日、授权公告号为cn205990074u的实用新型专利公开了一种具有裁刀收卷装置的翻转结构。
10.优选方案中,所述超声波自动检测机构包括安装臂和超声波探头,安装臂的固定端安装在所述放卷架上,超声波探头安装在安装臂的自由端上,超声波探头朝向所述放卷工位。超声波探头发出的超声波检测放卷工位上的料卷初始的最大直径,以此来调节放卷工位上的放卷辊的转速,使得放卷工位上的放卷线速度始终保持一致。
11.优选方案中,所述放卷架上设有第一人工进出口,第一人工进出口的两侧装有第一红外线对射安全光栅。当有工人或上料小车要从第一人工进出口经过的时候,第一红外线对射安全光栅检测到异物进入,放卷贴膜裁切机构与翻转换卷停止动作,使得放卷机构无法进行裁切和翻转动作,但可以一直运转生产。
12.优选方案中,所述收卷架上设有第二人工进出口,第二人工进出口的两侧装有第二红外线对射安全光栅。当有工人或上料小车要从第二人工进出口经过的时候,第二红外线对射安全光栅检测到异物进入,收卷压紧裁切机构与翻转换卷停止动作,使得收卷机构无法进行裁切和翻转动作,但可以一直运转生产。
13.优选方案中,所述胶带检测发射端为光电眼发光器,所述胶带检测接收端为光电眼受光器。由于放卷备用工位的新料卷起始边上的胶带条与放卷备用工位上的胶带检测接收端对齐,当放卷备用工位的新料卷运转到与机械同步后超过一圈半左右,光电眼受光器与光电眼发光器对齐,设备即能检测到新料卷起始边上的胶带条的位置,可以代替人眼观察胶带条的位置,因为高速下,人眼是看不到胶带条的。
14.优选方案中,所述放卷贴膜裁切机构包括放卷裁切座、放卷裁切单元、预先贴膜单元和能够驱动放卷裁切座作前后往复摆动的放卷往复摆动机构,放卷往复摆动机构安装在所述放卷架上,放卷裁切座的后部安装在放卷往复摆动机构的动力输出端上,放卷裁切单元、预先贴膜单元自前至后依次设置在放卷裁切座的前部。先通过预先贴膜单元将放卷备用工位上的旧料卷末端贴合在放卷工位上的新料卷起始边上的胶带条上,在接膜后,通过放卷往复摆动机构驱动放卷裁切座进行前后往复移动,带动放卷裁切单元将放卷工位上的旧料卷末端从新料卷上切断。
15.进一步优选方案中,所述放卷裁切单元包括放卷刀架、放卷裁刀、第一连杆和能够驱动放卷刀架作前后往复摆动的放卷裁切气缸,放卷裁切气缸安装在放卷裁切座上,并且放卷裁切气缸的活塞杆朝前设置;放卷刀架的前部设有第一传动轴,放卷刀架通过第一传动轴设置在放卷裁切座上,第一连杆的一端与第一传动轴的端部连接,第一连杆的另一端与放卷裁切气缸的活塞杆末端铰接;放卷裁刀沿左右方向设置在放卷刀架的后部并处于所述放卷工位上的放卷辊的上方,放卷裁刀的刀刃朝向下方。通过放卷裁切气缸带动第一连杆使第一传动轴转动,进而使第一传动轴带动放卷刀架上放卷裁刀向下将放卷工位上的旧料卷末端从新料卷上切断。
16.更进一步优选方案中,所述预先贴膜单元包括贴膜架、贴膜辊、第二连杆和能够驱动贴膜架作前后往复摆动的贴膜气缸,贴膜气缸安装在放卷裁切座上,并且贴膜气缸的活塞杆朝前设置;贴膜架的后部设有第二传动轴,贴膜架通过第二传动轴设置在放卷裁切座上并处于所述放卷刀架的后侧,第二连杆的一端与第二传动轴的端部连接,第二连杆的另一端与贴膜气缸的活塞杆末端铰接;贴膜辊沿左右方向设置在贴膜架的前部并处于所述放卷工位上的放卷辊的上方。通过贴膜气缸带动第二连杆使第二传动轴转动,进而使第二传动轴带动贴膜辊向下摆动,将放卷备用工位上的旧料卷末端贴合在放卷工位上的新料卷起始边上的胶带条上。
17.更进一步优选方案中,所述新料卷到位检测开关为对射式光电开关,对射式光电开关包括发射器和接收器,发射器、接收器沿左右方向分别设置在所述放卷裁切座的两端,并且所述放卷裁刀处于发射器与接收器之间。当放卷备用工位上的放卷辊翻转到放卷工位时,通过发射器发出的光线直接进入接收器,当被检测的新料卷经过发射器与接收器之间阻断光线时,对射式光电开关产生开关信号给放卷贴膜裁切机构,使放卷贴膜裁切机构动作。由于放卷辊上的料卷的直径大小不同,需要根据料卷的直径大小来调节料卷与放卷贴膜裁切机构之间的距离,避免距离过长产生过多废料,或者避免距离过短使放卷备用工位
上的料卷起始边无法刚好贴合在放卷工位上的料卷末端上。
18.进一步优选方案中,所述放卷往复摆动机构包括放卷往复气缸和第三连杆,放卷裁切座的后部设有第三传动轴,放卷裁切座通过第三传动轴设置在所述放卷架上,放卷往复气缸安装在放卷架上,并且放卷往复气缸的活塞杆朝下设置;第三连杆的一端与第三传动轴的端部连接,第三连杆的另一端与放卷往复气缸的活塞杆末端铰接。通过放卷往复气缸带动第三连杆使第三传动轴转动,进而使第三传动轴带动放卷裁切座向下摆动,使得预先贴膜单元完成贴膜操作、放卷裁切单元完成切断操作。
19.优选方案中,所述第二牵引机构上设有料头检测机构,料头检测机构处于所述收卷工位的前侧,料头检测机构与收卷压紧裁切机构对应配合。由于放卷工位上的料卷与放卷备用工位上的料卷在换卷时需要通过胶带条进行贴合连接,故在放卷备用工位上的新料卷的起始边中间位置上贴上一带电胶带,使带电胶带与胶带条对应。当放卷工位上的料卷被收卷工位上的收卷辊收卷到预定的厚度时,料头检测机构与收卷工位、收卷备用工位之间的料卷上的带电胶带对应配合,预先检测该料卷末端的带电胶带所在位置,检测出收卷工位上的料卷即将收卷完成,需要使收卷备用工位上的空纸筒翻转到收卷工位上,以准备新一轮的收卷,当检测到带电胶带后驱动收卷压紧裁切机构自动在带电胶带的接头位置进行接料裁切,这样可以大大减少交叉接头过长,后道工序复合上不会因为料头过长而产生二次浪费。
20.进一步优选方案中,所述料头检测机构为电感式接近开关。上述电感式接近开关一般由振荡器、开关电路及放大输出电路组成。振荡器产生一个交变磁场,当胶带条接近这一磁场,并达到感应距离时,在胶带条内产生涡流,从而导致振荡衰减,以至停振。振荡器振荡及停振的变化被后级放大电路处理并转换成开关信号,触发驱动控制器件,从而对胶带条进行非接触式检测。
21.优选方案中,所述收卷翻转驱动机构包括收卷转轴、收卷翻转架和收卷翻转电机,收卷转轴可转动安装在所述收卷架上并且沿左右方向设置,收卷翻转电机安装在收卷架上,收卷翻转电机的输出轴与收卷转轴传动连接;收卷翻转架的中部安装在收卷转轴上,两个所述收卷辊分别可转动且可拆卸安装在收卷翻转架的两端部上;所述自动贴紧机构包括限位转轴、第一支撑臂、第二支撑臂、导向辊、贴紧压辊和配重辊,以及能够驱动第一支撑臂摆动的驱动气缸,限位转轴、导向辊分别安装在收卷翻转架的两端部上,并且限位转轴、导向辊均与所述两个收卷辊平行;第一支撑臂、第二支撑臂的中部分别可转动安装在限位转轴上,第一支撑臂、第二支撑臂的联动端分别套装在导向辊上并且导向辊能够在第一支撑臂、第二支撑臂的联动端上活动,配重辊两端分别安装在第一支撑臂、第二支撑臂的联动端上,贴紧压辊两端分别安装在第一支撑臂、第二支撑臂的摆动端上,贴紧压辊与所述收卷备用工位上的收卷辊对应配合;驱动气缸的缸体铰接安装在收卷翻转架上,驱动气缸的活塞杆朝向第一支撑臂的联动端,并且驱动气缸的活塞杆末端与第一支撑臂的联动端铰接。在收卷翻转电机驱动收卷翻转架翻转而使收卷工位上的料卷与收卷备用工位上的空纸筒翻转互换位置的时候,通过驱动气缸的活塞杆向第一支撑臂的联动端所在的方向伸出,使第一支撑臂、第二支撑臂均绕着限位转轴发生转动,使得第一支撑臂、第二支撑臂的摆动端带动贴紧压辊向收卷备用工位上的料卷下压,贴紧压辊的辊面立刻将收卷备用工位上的料卷压紧。当收卷压紧裁切机构对收卷工位与收卷备用工位之间的料卷进行切断后,驱动气缸
的活塞杆往回缩,使第一支撑臂、第二支撑臂的摆动端带动贴紧压辊向收卷备用工位上的料卷外侧抬起,使得贴紧压辊的辊面与收卷备用工位上的料卷不接触,使操作工人及时将收卷备用工位上收卷好的料卷卸下来,并在收卷备用工位上换上新的空纸筒。上述配重辊设置在第一支撑臂、第二支撑臂的联动端上,是为了第一支撑臂、第二支撑臂在摆动时其联动端、摆动端能够保持平衡。通常,上述收卷翻转架设有两个收卷电机,两个收卷电机与两个收卷辊一一对应,收卷电机的输出轴与相应的收卷辊传动连接,以此来实现收卷辊的自转。上述收卷辊一般为气胀轴。
22.进一步优选方案中,所述第一支撑臂、第二支撑臂的联动端上分别设有避障通孔,避障通孔的外侧边为直线边,避障通孔的内侧边中部设有限位块,所述导向辊处于第一支撑臂、第二支撑臂的避障通孔中并能在避障通孔中移动。当驱动气缸的活塞杆向支撑臂的联动端所在的方向伸出,第一支撑臂、第二支撑臂的摆动端带动贴紧压辊向收卷备用工位上收卷好的料卷下压,第一支撑臂、第二支撑臂的联动端向上抬起,使导向辊沿着避障通孔外侧的直线边向下移,直到导向辊处于避障通孔的下部圆孔中,并被避障通孔内侧边中部的限位块阻挡,对导向辊在避障通孔中移动进行限位,使得导向辊无法继续沿着避障通孔的内侧边进行向上移动。当已经收卷好的料卷末端已经贴紧在收卷工位上的空纸筒上后,驱动气缸的活塞杆往回缩,第一支撑臂、第二支撑臂的摆动端带动贴紧压辊向收卷备用工位上收卷好的料卷的外侧抬起,第一支撑臂、第二支撑臂的联动端向下摆动,使导向辊沿着避障通孔外侧的直线边向上移,直到导向辊处于避障通孔的上部圆孔中,并被避障通孔内侧边中部的限位块阻挡,对导向辊在避障通孔中移动进行限位,使得导向辊无法继续沿着避障通孔的内侧边进行向下移动。
23.更进一步优选方案中,所述避障通孔由两个半圆孔围成。
24.优选方案中,所述收卷压紧裁切机构包括收卷裁切座、收卷裁切单元、压膜单元和能够驱动收卷裁切座作前后往复摆动的收卷往复摆动机构,收卷往复摆动机构安装在所述收卷架上,收卷裁切座的后部安装在收卷往复摆动机构的动力输出端上,收卷裁切单元、压膜单元自前至后依次设置在收卷裁切座的前部。先通过压膜单元将收卷备用工位上的料卷末端贴合在收卷工位的空纸筒的胶纸圈上并压紧,再通过收卷往复摆动机构驱动收卷裁切座进行前后往复移动,带动收卷裁切单元对收卷工位上的料卷起始边切断;此时收卷裁切单元将料卷切断后回到原位,而压膜单元一直压合在收卷工位空纸筒上的料卷上(充当临时压辊,为了压住从收卷备用工位切换到收卷工位上的料卷,避免翻转换卷过程中无法压合而造成瞬间材料漂移),直到自动贴紧机构将收卷备用工位上的已收卷料卷压合后,压膜单元则抬起复位(不与新纸筒接触),完成整个收卷裁切动作。
25.进一步优选方案中,所述收卷裁切单元包括收卷刀架、收卷裁刀、第四连杆和能够驱动收卷刀架作前后往复摆动的收卷裁切气缸,收卷裁切气缸安装在收卷裁切座上,并且收卷裁切气缸的活塞杆朝前设置;收卷刀架的后部设有第四传动轴,收卷刀架通过第四传动轴设置在收卷裁切座上,第四连杆的一端与第四传动轴的端部连接,第四连杆的另一端与收卷裁切气缸的活塞杆末端铰接;收卷裁刀沿左右方向设置在收卷刀架的前部并处于所述收卷工位上的收卷辊的下方,收卷裁刀的刀刃朝向上方。通过收卷裁切气缸带动第四连杆使第四传动轴转动,进而使第四传动轴带动收卷刀架上收卷裁刀向上将收卷工位上的料卷起始边切断。
26.更进一步优选方案中,所述压膜单元包括压膜架、压膜辊、第五连杆和能够驱动压膜架作前后往复摆动的压膜气缸,压膜气缸安装在所述收卷裁切座上,并且压膜气缸的活塞杆朝前设置;压膜架的后部设有第五传动轴,压膜架通过第五传动轴设置在收卷裁切座上并处于所述收卷刀架的上方,第五连杆的一端与第五传动轴的端部连接,第五连杆的另一端与压膜气缸的活塞杆末端铰接;压膜辊沿左右方向设置在压膜架的前部并处于所述收卷裁刀的后侧,并且压膜辊处于所述收卷工位上的收卷辊的下方。通过压膜气缸带动第五连杆使第五传动轴转动,进而使第五传动轴带动压膜辊向上摆动,将收卷备用工位上的料卷末端贴合在收卷工位的空纸筒的胶纸圈上并压紧。
27.进一步优选方案中,所述收卷往复摆动机构包括收卷往复气缸和第六连杆,收卷裁切座的后部设有第六传动轴,收卷裁切座通过第六传动轴设置在所述收卷架上,收卷往复气缸安装在收卷架上,并且收卷往复气缸的活塞杆朝前设置;第六连杆的一端与第六传动轴的端部连接,第六连杆的另一端与收卷往复气缸的活塞杆末端铰接。通过收卷往复气缸带动第六连杆使第六传动轴转动,进而使第六传动轴带动收卷裁切座向上摆动,使得压膜单元完成压合操作、收卷裁切单元完成切断操作。
28.本实用新型与现有技术相比,具有如下优点:
29.这种收放卷自动检测裁切装置只需工人完成上下料和贴胶带动作,其它操作均由系统自动控制,通过超声波自动检测机构检测放卷工位上的料卷初始的最大直径,并开始放卷;再通过放卷翻转驱动机构的驱动放卷工位上的旧料卷与放卷备用工位上的新料卷翻转互换位置,接着通过放卷工位上的胶带检测发射端与胶带检测接收端对应配合,检测放卷工位上的新料卷上的胶带条位置;再通过新料卷到位检测开关检测新料卷是否达到放卷贴膜裁切机构裁切端的最佳裁切位置;再通过放卷贴膜裁切机构将旧料卷末端与新料卷连接后,再将旧料卷末端从新料卷上切断,使得旧料卷几乎放卷完,达到接近零废料裁切,减少卷料的浪费;在收卷的时候通过收卷翻转驱动机构的驱动收卷工位上的料卷与收卷备用工位上的空纸筒翻转互换位置,通过自动贴紧机构、收卷压紧裁切机构同时对收卷备用工位与收卷工位之间连接的料卷进行按压定位,使收卷工位上的空纸筒在开始收卷的时候不会因为裁切张力瞬间改变材料漂移现象。
附图说明
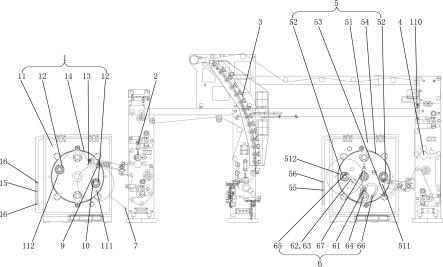
30.图1是本实用新型优选实施例的结构示意图;
31.图2是本实用新型优选实施例中放卷机构的结构示意图;
32.图3是本实用新型优选实施例中放卷机构的立体状态示意图;
33.图4是本实用新型优选实施例中放卷贴膜裁切机构、新料卷到位检测开关的结构示意图;
34.图5是本实用新型优选实施例中收卷机构的结构示意图;
35.图6是本实用新型优选实施例中收卷机构的立体状态示意图;
36.图7是本实用新型优选实施例中自动贴紧机构的结构示意图;
37.图8是本实用新型优选实施例中收卷压紧裁切机构的结构示意图。
具体实施方式
38.下面结合附图和具体实施例对本实用新型进行具体描述。
39.如图1-8所示,本实施例中的收放卷自动检测裁切装置,包括自前至后依次设置的放卷机构1、第一牵引机构2、印刷机构3、第二牵引机构4和收卷机构5;放卷机构1包括放卷架11、两个放卷辊12和放卷贴膜裁切机构13,放卷架11上设有放卷工位111和放卷备用工位112,两个放卷辊12均可转动设置在放卷架11上并分别平行设置在放卷工位111与放卷备用工位112上,放卷架11上还设有能够驱动放卷备用工位112上的放卷辊12与放卷工位111上的放卷辊12按照逆时针方向翻转并交换位置的放卷翻转驱动机构14,放卷贴膜裁切机构13安装在放卷架11上并与放卷工位111对应;收卷机构5包括收卷架51、两个收卷辊52和收卷压紧裁切机构53,收卷架51上设有收卷工位511和收卷备用工位512,两个收卷辊52均可转动设置在收卷架51上并分别平行设置在收卷工位511与收卷备用工位512上,收卷架51上还设有能够驱动收卷备用工位512上的收卷辊52与收卷工位511上的收卷辊52按照顺时针方向翻转并交换位置的收卷翻转驱动机构54,收卷压紧裁切机构53安装在收卷架51上并与收卷工位511对应;这种收放卷自动检测裁切装置还包括自动贴紧机构6、超声波自动检测机构7、新料卷到位检测开关8、胶带检测发射端9和两个与胶带检测发射端9对应配合的胶带检测接收端10;超声波自动检测机构7安装在所述放卷架11上并与所述放卷工位111对应;胶带检测发射端9设置在所述放卷贴膜裁切机构13的端部上,两个胶带检测接收端10分别设置在两个放卷辊12的端部上,胶带检测发射端9与处于放卷工位111上的胶带检测接收端10对应配合;新料卷到位检测开关8设置在放卷贴膜裁切机构13上并处于胶带检测发射端9的前侧;自动贴紧机构6设置在所述收卷翻转驱动机构54上并且与所述收卷备用工位512的收卷辊52对应配合。
40.通常,放卷备用工位112上的料卷起始边由人工贴上一条胶带条;收卷备用工位512的收卷辊52上的空纸筒由人工贴上一层胶纸圈。
41.通常,每一卷料卷的总长度是已知的,每一种直径的料卷与相应的料卷总长度对应;当超声波自动检测机构7检测出放卷工位111上的料卷初始的最大直径后,该直径的料卷能够对应到相应的料卷总长度。
42.通常,上述放卷翻转驱动机构14包括放卷转轴141、放卷翻转架142和放卷翻转电机(图中未标示),放卷转轴141可转动安装在所述放卷架11上并且沿左右方向设置,放卷翻转电机安装在放卷架11上,放卷翻转电机的输出轴与放卷转轴141传动连接;放卷翻转架142的中部安装在放卷转轴141上,两个所述放卷辊12分别可转动且可拆卸安装在放卷翻转架142的两端部上。上述放卷翻转架142设有两个放卷电机,两个放卷电机与两个放卷辊12一一对应,放卷电机的输出轴与相应的放卷辊12传动连接,以此来实现放卷辊12的自转。
43.超声波自动检测机构7包括安装臂71和超声波探头72,安装臂71的固定端安装在所述放卷架11上,超声波探头72安装在安装臂71的自由端上,超声波探头72朝向所述放卷工位111。超声波探头72发出的超声波检测放卷工位111上的料卷初始的最大直径,以此来调节放卷工位111上的放卷辊12的转速,使得放卷工位111上的放卷线速度始终保持一致。
44.放卷架11上设有第一人工进出口15,第一人工进出口15的两侧装有第一红外线对射安全光栅16。当有工人或上料小车要从第一人工进出口15经过的时候,第一红外线对射安全光栅16检测到异物进入,放卷贴膜裁切机构13与翻转换卷停止动作,使得放卷机构1无
法进行裁切和翻转动作,但可以一直运转生产。
45.收卷架51上设有第二人工进出口55,第二人工进出口55的两侧装有第二红外线对射安全光栅56。当有工人或上料小车要从第二人工进出口55经过的时候,第二红外线对射安全光栅56检测到异物进入,收卷压紧裁切机构53与翻转换卷停止动作,使得收卷机构5无法进行裁切和翻转动作,但可以一直运转生产。
46.胶带检测发射端9为光电眼发光器,所述胶带检测接收端10为光电眼受光器。由于放卷备用工位112的新料卷起始边上的胶带条与放卷备用工位112上的胶带检测接收端10对齐,当放卷备用工位112的新料卷运转到与机械同步后超过一圈半左右,光电眼受光器与光电眼发光器对齐,设备即能检测到新料卷起始边上的胶带条的位置,可以代替人眼观察胶带条的位置,因为高速下,人眼是看不到胶带条的。
47.放卷贴膜裁切机构13包括放卷裁切座131、放卷裁切单元132、预先贴膜单元133和能够驱动放卷裁切座131作前后往复摆动的放卷往复摆动机构134,放卷往复摆动机构134安装在所述放卷架11上,放卷裁切座131的后部安装在放卷往复摆动机构134的动力输出端上,放卷裁切单元132、预先贴膜单元133自前至后依次设置在放卷裁切座131的前部。先通过预先贴膜单元133将放卷备用工位112上的旧料卷末端贴合在放卷工位111上的新料卷起始边上的胶带条上,在接膜后,通过放卷往复摆动机构134驱动放卷裁切座131进行前后往复移动,带动放卷裁切单元132将放卷工位111上的旧料卷末端从新料卷上切断。
48.放卷裁切单元132包括放卷刀架1321、放卷裁刀1322、第一连杆1323和能够驱动放卷刀架1321作前后往复摆动的放卷裁切气缸1324,放卷裁切气缸1324安装在放卷裁切座131上,并且放卷裁切气缸1324的活塞杆朝前设置;放卷刀架1321的前部设有第一传动轴1325,放卷刀架1321通过第一传动轴1325设置在放卷裁切座131上,第一连杆1323的一端与第一传动轴1325的端部连接,第一连杆1323的另一端与放卷裁切气缸1324的活塞杆末端铰接;放卷裁刀1322沿左右方向设置在放卷刀架1321的后部并处于所述放卷工位111上的放卷辊12的上方,放卷裁刀1322的刀刃朝向下方。通过放卷裁切气缸1324带动第一连杆1323使第一传动轴1325转动,进而使第一传动轴1325带动放卷刀架1321上放卷裁刀1322向下将放卷工位111上的旧料卷末端从新料卷上切断。
49.预先贴膜单元133包括贴膜架1331、贴膜辊1332、第二连杆1333和能够驱动贴膜架1331作前后往复摆动的贴膜气缸1334,贴膜气缸1334安装在放卷裁切座131上,并且贴膜气缸1334的活塞杆朝前设置;贴膜架1331的后部设有第二传动轴1335,贴膜架1331通过第二传动轴1335设置在放卷裁切座131上并处于所述放卷刀架1321的后侧,第二连杆1333的一端与第二传动轴1335的端部连接,第二连杆1333的另一端与贴膜气缸1334的活塞杆末端铰接;贴膜辊1332沿左右方向设置在贴膜架1331的前部并处于所述放卷工位111上的放卷辊12的上方。通过贴膜气缸1334带动第二连杆1333使第二传动轴1335转动,进而使第二传动轴1335带动贴膜辊1332向下摆动,将放卷备用工位112上的旧料卷末端贴合在放卷工位111上的新料卷起始边上的胶带条上。
50.新料卷到位检测开关8为对射式光电开关,对射式光电开关包括发射器81和接收器82,发射器81、接收器82沿左右方向分别设置在所述放卷裁切座131的两端,并且所述放卷裁刀1322处于发射器81与接收器82之间。当放卷备用工位112上的放卷辊12翻转到放卷工位111时,通过发射器81发出的光线直接进入接收器82,当被检测的新料卷经过发射器81
与接收器82之间阻断光线时,对射式光电开关产生开关信号给放卷贴膜裁切机构13,使放卷贴膜裁切机构13动作。由于放卷辊12上的料卷的直径大小不同,需要根据料卷的直径大小来调节料卷与放卷贴膜裁切机构13之间的距离,避免距离过长产生过多废料,或者避免距离过短使放卷备用工位112上的料卷起始边无法刚好贴合在放卷工位111上的料卷末端上。
51.放卷往复摆动机构134包括放卷往复气缸1341和第三连杆1342,放卷裁切座131的后部设有第三传动轴1343,放卷裁切座131通过第三传动轴1343设置在所述放卷架11上,放卷往复气缸1341安装在放卷架11上,并且放卷往复气缸1341的活塞杆朝下设置;第三连杆1342的一端与第三传动轴1343的端部连接,第三连杆1342的另一端与放卷往复气缸1341的活塞杆末端铰接。通过放卷往复气缸1341带动第三连杆1342使第三传动轴1343转动,进而使第三传动轴1343带动放卷裁切座131向下摆动,使得预先贴膜单元133完成贴膜操作、放卷裁切单元132完成切断操作。
52.第二牵引机构4上设有料头检测机构110,料头检测机构110处于所述收卷工位511的前侧,料头检测机构110与收卷压紧裁切机构53对应配合。由于放卷工位111上的料卷与放卷备用工位112上的料卷在换卷时需要通过胶带条进行贴合连接,故在放卷备用工位112上的新料卷的起始边中间位置上贴上一带电胶带,使带电胶带与胶带条对应。当放卷工位111上的料卷被收卷工位511上的收卷辊52收卷到预定的厚度时,料头检测机构110与收卷工位511、收卷备用工位512之间的料卷上的带电胶带对应配合,预先检测该料卷末端的带电胶带所在位置,检测出收卷工位511上的料卷即将收卷完成,需要使收卷备用工位512上的空纸筒翻转到收卷工位511上,以准备新一轮的收卷,当检测到带电胶带后驱动收卷压紧裁切机构53自动在带电胶带的接头位置进行接料裁切,这样可以大大减少交叉接头过长,后道工序复合上不会因为料头过长而产生二次浪费。
53.料头检测机构110为电感式接近开关。上述电感式接近开关一般由振荡器、开关电路及放大输出电路组成。振荡器产生一个交变磁场,当胶带条接近这一磁场,并达到感应距离时,在胶带条内产生涡流,从而导致振荡衰减,以至停振。振荡器振荡及停振的变化被后级放大电路处理并转换成开关信号,触发驱动控制器件,从而对胶带条进行非接触式检测。
54.收卷翻转驱动机构54包括收卷转轴541、收卷翻转架542和收卷翻转电机(图中未标示),收卷转轴541可转动安装在所述收卷架51上并且沿左右方向设置,收卷翻转电机安装在收卷架51上,收卷翻转电机的输出轴与收卷转轴541传动连接;收卷翻转架542的中部安装在收卷转轴541上,两个所述收卷辊52分别可转动且可拆卸安装在收卷翻转架542的两端部上;所述自动贴紧机构6包括限位转轴61、第一支撑臂62、第二支撑臂63、导向辊64、贴紧压辊65和配重辊66,以及能够驱动第一支撑臂62摆动的驱动气缸67,限位转轴61、导向辊64分别安装在收卷翻转架542的两端部上,并且限位转轴61、导向辊64均与所述两个收卷辊52平行;第一支撑臂62、第二支撑臂63的中部分别可转动安装在限位转轴61上,第一支撑臂62、第二支撑臂63的联动端分别套装在导向辊64上并且导向辊64能够在第一支撑臂62、第二支撑臂63的联动端上活动,配重辊66两端分别安装在第一支撑臂62、第二支撑臂63的联动端上,贴紧压辊65两端分别安装在第一支撑臂62、第二支撑臂63的摆动端上,贴紧压辊65与所述收卷备用工位512上的收卷辊52对应配合;驱动气缸67的缸体铰接安装在收卷翻转架542上,驱动气缸67的活塞杆朝向第一支撑臂62的联动端,并且驱动气缸67的活塞杆末端
与第一支撑臂62的联动端铰接。在收卷翻转电机543驱动收卷翻转架542翻转而使收卷工位511上的料卷与收卷备用工位512上的空纸筒翻转互换位置的时候,通过驱动气缸67的活塞杆向第一支撑臂62的联动端所在的方向伸出,使第一支撑臂62、第二支撑臂63均绕着限位转轴61发生转动,使得第一支撑臂62、第二支撑臂63的摆动端带动贴紧压辊65向收卷备用工位512上的料卷下压,贴紧压辊65的辊面立刻将收卷备用工位512上的料卷压紧。当收卷压紧裁切机构53对收卷工位511与收卷备用工位512之间的料卷进行切断后,驱动气缸67的活塞杆往回缩,使第一支撑臂62、第二支撑臂63的摆动端带动贴紧压辊65向收卷备用工位512上的料卷外侧抬起,使得贴紧压辊65的辊面与收卷备用工位512上的料卷不接触,使操作工人及时将收卷备用工位512上收卷好的料卷卸下来,并在收卷备用工位512上换上新的空纸筒。上述配重辊66设置在第一支撑臂62、第二支撑臂63的联动端上,是为了第一支撑臂62、第二支撑臂63在摆动时其联动端、摆动端能够保持平衡。通常,上述收卷翻转架542设有两个收卷电机,两个收卷电机与两个收卷辊52一一对应,收卷电机的输出轴与相应的收卷辊52传动连接,以此来实现收卷辊52的自转。
55.第一支撑臂62、第二支撑臂63的联动端上分别设有避障通孔68,避障通孔68的外侧边为直线边681,避障通孔68的内侧边中部设有限位块682,所述导向辊64处于第一支撑臂62、第二支撑臂63的避障通孔68中并能在避障通孔68中移动;避障通孔68由两个半圆孔围成。当驱动气缸67的活塞杆向支撑臂的联动端所在的方向伸出,第一支撑臂62、第二支撑臂63的摆动端带动贴紧压辊65向收卷备用工位512上收卷好的料卷下压,第一支撑臂62、第二支撑臂63的联动端向上抬起,使导向辊64沿着避障通孔68外侧的直线边681向下移,直到导向辊64处于避障通孔68的下部圆孔中,并被避障通孔68内侧边中部的限位块682阻挡,对导向辊64在避障通孔68中移动进行限位,使得导向辊64无法继续沿着避障通孔68的内侧边进行向上移动。当已经收卷好的料卷末端已经贴紧在收卷工位511上的空纸筒上后,驱动气缸67的活塞杆往回缩,第一支撑臂62、第二支撑臂63的摆动端带动贴紧压辊65向收卷备用工位512上收卷好的料卷的外侧抬起,第一支撑臂62、第二支撑臂63的联动端向下摆动,使导向辊64沿着避障通孔68外侧的直线边681向上移,直到导向辊64处于避障通孔68的上部圆孔中,并被避障通孔68内侧边中部的限位块682阻挡,对导向辊64在避障通孔68中移动进行限位,使得导向辊64无法继续沿着避障通孔68的内侧边进行向下移动。
56.收卷压紧裁切机构53包括收卷裁切座531、收卷裁切单元532、压膜单元533和能够驱动收卷裁切座531作前后往复摆动的收卷往复摆动机构534,收卷往复摆动机构534安装在所述收卷架51上,收卷裁切座531的后部安装在收卷往复摆动机构534的动力输出端上,收卷裁切单元532、压膜单元533自前至后依次设置在收卷裁切座531的前部。先通过压膜单元533将收卷备用工位512上的料卷末端贴合在收卷工位511的空纸筒的胶纸圈上并压紧,再通过收卷往复摆动机构534驱动收卷裁切座531进行前后往复移动,带动收卷裁切单元532对收卷工位511上的料卷起始边切断;此时收卷裁切单元532将料卷切断后回到原位,而压膜单元533一直压合在收卷工位511空纸筒上的料卷上(充当临时压辊,为了压住从收卷备用工位512切换到收卷工位511上的料卷,避免翻转换卷过程中无法压合而造成瞬间材料漂移),直到自动贴紧机构6将收卷备用工位512上的已收卷料卷压合后,压膜单元533则抬起复位(不与新纸筒接触),完成整个收卷裁切动作。
57.收卷裁切单元532包括收卷刀架5321、收卷裁刀5322、第四连杆5323和能够驱动收
卷刀架5321作前后往复摆动的收卷裁切气缸5324,收卷裁切气缸5324安装在收卷裁切座531上,并且收卷裁切气缸5324的活塞杆朝前设置;收卷刀架5321的后部设有第四传动轴5325,收卷刀架5321通过第四传动轴5325设置在收卷裁切座531上,第四连杆5323的一端与第四传动轴5325的端部连接,第四连杆5323的另一端与收卷裁切气缸5324的活塞杆末端铰接;收卷裁刀5322沿左右方向设置在收卷刀架5321的前部并处于所述收卷工位511上的收卷辊52的下方,收卷裁刀5322的刀刃朝向上方。通过收卷裁切气缸5324带动第四连杆5323使第四传动轴5325转动,进而使第四传动轴5325带动收卷刀架5321上收卷裁刀5322向上将收卷工位511上的料卷起始边切断。
58.压膜单元533包括压膜架5331、压膜辊5332、第五连杆5333和能够驱动压膜架5331作前后往复摆动的压膜气缸5334,压膜气缸5334安装在所述收卷裁切座531上,并且压膜气缸5334的活塞杆朝前设置;压膜架5331的后部设有第五传动轴5335,压膜架5331通过第五传动轴5335设置在收卷裁切座531上并处于所述收卷刀架5321的上方,第五连杆5333的一端与第五传动轴5335的端部连接,第五连杆5333的另一端与压膜气缸5334的活塞杆末端铰接;压膜辊5332沿左右方向设置在压膜架5331的前部并处于所述收卷裁刀5322的后侧,并且压膜辊5332处于所述收卷工位511上的收卷辊52的下方。通过压膜气缸5334带动第五连杆5333使第五传动轴5335转动,进而使第五传动轴5335带动压膜辊5332向上摆动,将收卷备用工位512上的料卷末端贴合在收卷工位511的空纸筒的胶纸圈上并压紧。
59.收卷往复摆动机构534包括收卷往复气缸5341和第六连杆5342,收卷裁切座531的后部设有第六传动轴5343,收卷裁切座531通过第六传动轴5343设置在所述收卷架51上,收卷往复气缸5341安装在收卷架51上,并且收卷往复气缸5341的活塞杆朝前设置;第六连杆5342的一端与第六传动轴5343的端部连接,第六连杆5342的另一端与收卷往复气缸5341的活塞杆末端铰接。通过收卷往复气缸5341带动第六连杆5342使第六传动轴5343转动,进而使第六传动轴5343带动收卷裁切座531向上摆动,使得压膜单元533完成压合操作、收卷裁切单元532完成切断操作。
60.开始工作的时候,先将一料卷设置在放卷备用工位112的放卷辊12上,在放卷备用工位112上的料卷起始边贴上胶带条,并使放卷备用工位112的料卷起始边上的胶带条与放卷备用工位112上的胶带检测接收端10对齐;再将另一料卷安装在放卷工位111的放卷辊12上,使该料卷依次绕过第一牵引机构2、印刷机构3、第二牵引机构4和收卷机构5,直到该料卷的首端缠绕在收卷工位511的收卷辊52上。
61.放卷时,通过超声波自动检测机构7检测出放卷工位111上的料卷初始的最大直径,并开始放卷;已知料卷的总长度,通过放卷工位111上的放卷线速度与放卷时间的乘积即可计算出料卷已经放卷的长度,通过已知的料卷总长度减去料卷已经放卷的长度,即可算成放卷工位111上的料卷是否即将用完;当放卷工位111上的料卷即将用完时,通过放卷翻转驱动机构14驱动放卷工位111上的旧料卷与放卷备用工位112上的新料卷翻转互换位置,自动完成换卷;翻转到放卷工位111上的胶带检测接收端10与胶带检测发射端9启动检测工作,放卷工位111上的新料卷继续翻转,当放卷工位111上的胶带检测接收端10翻转到与胶带检测发射端9对应的位置时,检测到放卷工位111上的新料卷上的胶纸条位置,放卷翻转驱动机构14停止动作,放卷贴膜裁切机构13启动并摆到裁切位置,通过放卷贴膜裁切机构13先将放卷备用工位112上的旧料卷末端贴合在放卷工位111上的新料卷起始端上的
胶带条上并压紧;再放卷工位111上的新卷料继续翻转到遮挡住新料卷到位检测开关8时,达到放卷贴膜裁切机构13裁切端的最佳裁切位置,通过放卷贴膜裁切机构13将放卷工位111上的旧料卷末端从新料卷上切断。
62.放卷的同时,收卷工位511上的收卷辊52也在同步进行收卷。当收卷工位511上收卷的料卷达到预定的厚度时,通过收卷翻转驱动机构54驱动收卷工位511上的料卷与收卷备用工位512上的空纸筒翻转互换位置,自动完成换卷,同时自动贴紧机构6在收卷翻转驱动机构54的驱动下也随着翻转,自动贴紧机构6仍然与收卷备用工位512的收卷辊52对应配合;当收卷备用工位512上的空纸筒翻转到收卷工位511时,收卷备用工位512上的自动贴紧机构6立刻压合在收卷备用工位512上的料卷上,将收卷备用工位512上的已收卷料卷压紧,同时收卷压紧裁切机构53先将处于收卷工位511处的料卷贴合在收卷工位511的空纸筒的胶纸圈上并压紧,再通过收卷压紧裁切机构53对收卷工位511与收卷备用工位512之间的料卷进行切断,即是从料卷起始端处进行切断,收卷工位511上的空纸筒由于在收卷辊52的带动下自转继续对料卷进行收卷。
63.此外,需要说明的是,本说明书中所描述的具体实施例,其各部分名称等可以不同,凡依本实用新型专利构思所述的构造、特征及原理所做的等效或简单变化,均包括于本实用新型专利的保护范围内。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本实用新型的结构或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1