自动线设备的制作方法
本技术涉及自动线设备,尤其涉及一种自动线设备。
背景技术:
1、以生产作业形式划分,生产线工艺设计方案分为自动线和手工线。手工线的直接投资较低,但是人工等生产成本却较高,且手工作业的效率较低,手工作业存在误操作的风险。现有的自动线往往包括检测机构和扫描机构,两部分并不是在一条产线同时完成,而是分布于不同的操作区域,极大地降低了检测和扫描的效率。
技术实现思路
1、本实用新型的目的在于提供一种自动线设备,旨在提高生产线的检测效率。
2、为达此目的,本实用新型采用以下技术方案:
3、自动线设备,包括:
4、运输机构,包括传送平台,所述传送平台用于传送料盒,所述料盒内承装有产品,所述传送平台的上方设有阻挡件和位于所述阻挡件下游的扫描件,所述阻挡件能阻挡所述料盒运动,所述扫描件用于对所述产品进行扫描,所述传送平台还设有收料位,所述收料位设于所述传送平台的末端,且所述收料位靠近所述扫描件设置;
5、检测机构,位于所述运输机构的一侧,所述检测机构包括第一机械手和检测组件,所述阻挡件阻挡所述料盒运动后,所述第一机械手能吸取所述产品至所述检测组件上,所述检测组件用于对所述产品进行检测;
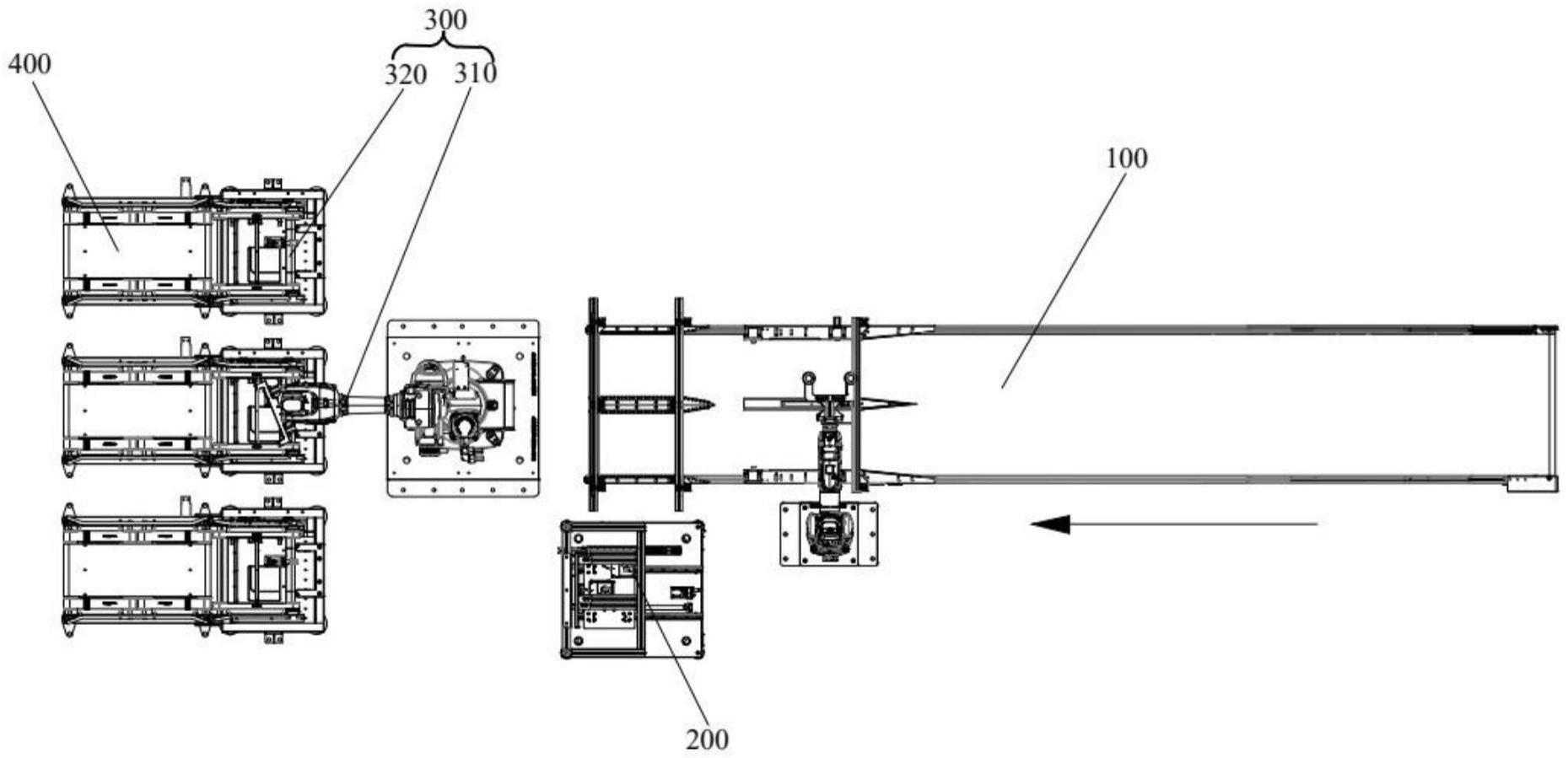
6、叠料机构,设于所述运输机构的下游,所述叠料机构包括第二机械手和叠料机,所述第二机械手能吸取所述产品至所述扫描件的扫描区域内,以使所述扫描件对所述产品进行扫描,且所述第二机械手能将承装所述产品的所述料盒夹取至所述叠料机内。
7、可选地,所述传送平台的上方设有若干个导向件,所述导向件的延伸方向与所述产品的传送方向相同,所述导向件呈锥形设置,所述导向件的大端靠近所述扫描件设置。
8、可选地,所述传送平台的两侧均设有固定架,所述固定架设有容置槽,所述阻挡件收纳于所述容置槽内,且所述阻挡件靠近所述导向件的大端设置。
9、可选地,所述阻挡件包括气缸以及设于所述气缸的输出端的阻挡块。
10、可选地,所述收料位设有收料组件,所述收料组件包括收料板以及多个分别转动设于所述收料板的两侧的导向轮,收料板沿产品的传送方向延伸,且所述收料板设于所述传送平台的上方,所述传送平台设有相互平行的第一支架和第二支架,所述收料板的两端分别与所述第一支架和所述第二支架固定连接,且所述扫描件设于所述第一支架远离所述收料板的一侧。
11、可选地,所述传送平台上还设有第三支架,所述导向件通过所述第三支架与所述传送平台连接。
12、可选地,所述检测机构还包括基座以及滑动设于所述基座上的定位治具,所述定位治具用于定位所述产品。
13、可选地,所述叠料机包括第二机架以及滑动连接于所述第二机架的升降组件,所述第二机械手能将所述料盒夹取至所述升降组件的接收面上。
14、可选地,所述自动线设备还包括码头,所述码头设于所述叠料机的下游,所述叠料机还包括同步带组件,所述接收面上的料盒叠满后,所述同步带组件输送所述料盒至所述码头上。
15、可选地,所述第二机械手包括机械手主体以及与所述机械手主体转动连接的夹爪,所述夹爪包括第二吸附件和夹取件,所述第二吸附件用于吸取所述产品,所述夹取件用于夹取所述料盒。
16、本实用新型的有益效果:本实用新型提供的自动线设备,传送平台的上方设有阻挡件,当承装有产品的料盒运动至预定位置时,阻挡件对其进行阻挡,防止其继续沿传送方向运动,第一机械手吸取料盒内的产品至检测组件进行检测,阻挡件的设置,使料盒停在预定位置,能有效保证第一机械手精准取料;检测完成后,第一机械手将产品吸取放回至料盒内,阻挡件收回,料盒继续沿传送方向运动,料盒运动至收料位时,第二机械手吸取产品至扫描件的扫描区域内,以使扫描件对其进行扫描,扫描完成后,第二机械手将产品放回至料盒内,接着夹取料盒至叠料机内,为自动线设备的正常流转提供保障,提升了产品生产效率。
技术特征:
1.自动线设备,其特征在于,包括:
2.根据权利要求1所述的自动线设备,其特征在于,所述传送平台(110)的上方设有若干个导向件(140),所述导向件(140)的延伸方向与所述产品的传送方向相同,所述导向件(140)呈锥形设置,所述导向件(140)的大端靠近所述扫描件(130)设置。
3.根据权利要求2所述的自动线设备,其特征在于,所述传送平台(110)的两侧均设有固定架,所述固定架设有容置槽,所述阻挡件(120)收纳于所述容置槽内,且所述阻挡件(120)靠近所述导向件(140)的大端设置。
4.根据权利要求3所述的自动线设备,其特征在于,所述阻挡件(120)包括气缸(121)以及设于所述气缸(121)的输出端的阻挡块(122)。
5.根据权利要求1所述的自动线设备,其特征在于,所述收料位(111)设有收料组件(180),所述收料组件(180)包括收料板(181)以及多个分别转动设于所述收料板(181)的两侧的导向轮(182),收料板(181)沿产品的传送方向延伸,且所述收料板(181)设于所述传送平台(110)的上方,所述传送平台(110)设有相互平行的第一支架(150)和第二支架(160),所述收料板(181)的两端分别与所述第一支架(150)和所述第二支架(160)固定连接,且所述扫描件(130)设于所述第一支架(150)远离所述收料板(181)的一侧。
6.根据权利要求2所述的自动线设备,其特征在于,所述传送平台(110)上还设有第三支架(190),所述导向件(140)通过所述第三支架(190)与所述传送平台(110)连接。
7.根据权利要求1所述的自动线设备,其特征在于,所述检测机构(200)还包括基座(230)以及滑动设于所述基座(230)上的定位治具(240),所述定位治具(240)用于定位所述产品。
8.根据权利要求1所述的自动线设备,其特征在于,所述叠料机(320)包括第二机架(321)以及滑动连接于所述第二机架(321)的升降组件,所述第二机械手(310)能将所述料盒夹取至所述升降组件的接收面上。
9.根据权利要求8所述的自动线设备,其特征在于,所述自动线设备还包括码头(400),所述码头(400)设于所述叠料机(320)的下游,所述叠料机(320)还包括同步带组件(323),所述接收面上的料盒叠满后,所述同步带组件(323)输送所述料盒至所述码头(400)上。
10.根据权利要求1所述的自动线设备,其特征在于,所述第二机械手(310)包括机械手主体以及与所述机械手主体转动连接的夹爪(311),所述夹爪(311)包括第二吸附件(3111)和夹取件(3112),所述第二吸附件(3111)用于吸取所述产品,所述夹取件(3112)用于夹取所述料盒。
技术总结
本技术属于自动线设备技术领域,公开了一种自动线设备。该自动线设备包括运输机构、检测机构和叠料机构,运输机构包括传送平台,传送平台用于传送料盒,料盒内承装有产品,传送平台的上方设有阻挡件和位于阻挡件下游的扫描件传送平台还设有收料位;检测机构位于运输机构的一侧,包括第一机械手和检测组件,阻挡件阻挡料盒运动后,第一机械手能吸取产品至检测组件上,检测组件用于对产品进行检测;叠料机构设于运输机构的下游,包括第二机械手和叠料机,第二机械手能吸取产品至扫描件的扫描区域内,且第二机械手能将承装产品的料盒夹取至叠料机内。本技术提供的自动线设备,能有效提高产品检测效率。
技术研发人员:张爱杰,李建军
受保护的技术使用者:立铠精密科技(盐城)有限公司
技术研发日:20221124
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!