一种用于手机边框贴膜的多工位缠膜设备的制作方法
1.本实用新型涉及手机边框包裹的技术领域,具体涉及一种用于手机边框贴膜的多工位缠膜设备。
背景技术:
2.随着大屏幕触摸手机边框的普及,手机边框屏幕不仅起到信息显示作用,也是操作手机边框的控制面板。然而,手机边框在生产制造过程中,容易造成碰伤或者刮伤。因此,为了保护手机边框,在手机出厂之前需要对手机边框进行贴膜保护,现在贴膜的方法是通过人工对手机边框进行贴膜,这种贴膜效率低,劳动强度大,同时贴膜容易脱落,贴膜容易贴歪,影响到手机的外观。
3.为解决上述问题,人们发明了手机边框缠膜装置进行手机边框的自动缠膜加工,但现有技术中,手机边框缠膜装置只能用于一台手机边框的加工处理,且搬运机械手一直处于跟踪待动的状态,连贯性较差,影响生产效率;且当出现故障时,需要停机维护,无法继续进行手机边框的缠膜加工,影响生产效率;现有的手机边框缠膜装置的送料机构多为固定规格的,只能用于一种规格尺寸的手机物料的放置,当需要进行不同规格尺寸的手机物料的加工时,需要进行送料机构的更换,适用性低,成本高。
技术实现要素:
4.本项实用新型是针对现在的技术不足,提供一种用于手机边框贴膜的多工位缠膜设备。
5.本实用新型为实现上述目的所采用的技术方案是:
6.一种用于手机边框贴膜的多工位缠膜设备包括工作台、机箱、搬运机构、两送料机构及多个缠膜工位,所述工作台的底部设有控制箱,所述机箱设置在所述工作台上,其中一所述送料机构设置在所述工作台的一端,另一所述送料机构设置在所述工作台的另一端,多个所述缠膜工位以整列的方式设置在两送料机构之间,所述工作台设有支架,所述搬运机构设置在所述支架上,且所述搬运机构设置在多个缠膜工位的上方,所述机箱设有仓口,两所述送料机构分别设置在所述仓口处,所述机箱设有操作平台及显示屏;
7.多个所述缠膜工位包括手机物料放置装置及缠膜装置,所述手机物料放置装置设置在所述送料机构的侧旁,所述缠膜装置设置在所述手机物料放置装置的后方。
8.作进一步改进,两所述送料机构均包括支架一及输送带组件,所述支架一设有安装板,所述输送带组件设置在所述安装板上,所述输送带组件包括驱动电机及两输送带,所述安装板设有两滑轨,两所述滑轨均设有两滑块,所述输送带分别设置在两所述滑块上,两所述输送带之间设有联动轴,所述联动轴的端部设有同步轮,所述驱动电机设置在所述安装板的下方,所述驱动电机设有同步轮一,所述同步轮与同步轮一之间设有皮带构成联动结构,所述安装板还设有角块,所述角块设有调节螺钉,所述送料机构均设有螺纹孔,所述调节螺钉与所述螺纹孔连接,所述调节螺钉用于控制输送带之前的间距。
9.作进一步改进,两所述输送带的顶部设有多个滚轮,所述输送带的端部还设有限位角块,所述输送带的另一端部设有传感器,所述安装板的尾端设有限位挡板。
10.作进一步改进,所述搬运机构包括滑轨模组、伺服电机及夹具组件,所述滑轨模组设置在所述支架上,所述伺服电机设置在支架的端部,且所述伺服电机与所述滑轨模组联动连接,所述滑轨模组设有滑块,所述滑块设有安装板一,所述夹具组件设置在所述安装板一上。
11.作进一步改进,所述夹具组件包括两夹具,所述安装板一的两端均设有滑轨一及气缸一,所述气缸一设置在所述滑轨一的上方,所述滑轨一设有滑块一,所述滑块一设有连接块一,所述连接块一的端部与所述气缸一的驱动杆连接,所述夹具分别设置在所述连接块一的另一端部上。
12.作进一步改进,两所述夹具均包括安装板二及多个吸盘,所述安装板二设有多个螺纹孔,多个所述吸盘分别设置在所述安装板二的底部,所述安装板二还设有多个限位胶块。
13.作进一步改进,所述手机物料放置装置均包括移动机构、移动机构一、旋转机构及放置平台,所述移动机构以横向的方式设置在所述工作台上,所述移动机构一以纵向的方式设置在所述移动机构上,所述旋转机构设置在所述移动机构一上,所述放置平台设置在所述旋转机构上;
14.所述移动机构及移动机构一均包括滑轨组件、伺服电机二及丝杠组件二,所述滑轨组件包括两滑轨二,两所述滑轨二均设有滑块二,所述滑块二的上方均设有平台二,所述丝杠组件二包括丝杠及丝杠螺母,所述丝杠与所述伺服电机二连接,所述丝杠螺母套设在所述丝杠外,所述丝杠螺母均设有连接块二,所述平台二分别与所述连接块二连接;
15.所述移动机构一的平台二上设有支架三,所述支架三设有安装板三,所述旋转机构包括旋转电机及旋转盘,所述旋转盘设置在所述安装板三上,所述旋转电机设置在所述安装板三的底部,且所述旋转盘与所述旋转电机连接;
16.所述放置平台设置在所述旋转盘上,所述支架三设有传感器三,所述放置平台设有通孔,所述通孔设置在所述传感器三的上方,所述放置平台设有多个吸盘三。
17.作进一步改进,所述缠膜装置包括放卷组件、可调支架、紧定组件、贴附组件及收卷组件,所述放卷组件设置在所述可调支架的后方,所述紧定组件设置在所述可调支架上,所述贴附组件设置在所述可调支架的端部,所述收卷组件设置在所述可调支架上,所述放卷组件包括伺服电机四及放卷盘,所述可调支架包括支架四及支架平台四,所述支架平台四设置在所述支架四上,所述支架平台四的四个角部均设有导套,所述支架四的四个角部均设有导柱,所述导套分别设置在所述导柱上,所述支架平台四的中间设有螺纹孔四,所述支架四的中间设有调节螺栓四,所述调节螺栓四与所述螺纹孔四连接。
18.作进一步改进,所述紧定组件包括多个紧定轴承,所述支架平台四设有滑轨四,所述滑轨四设有滑块四,多个所述紧定轴承分别设置在所述支架平台四的表明上,其中一所述紧定轴承设置在所述滑块四上,所述支架平台四的底部设有两滚轮,两所述滚轮以镜像相对的方式设置在支架平台四的两端,所述滑块四设有连接杆,所述连接杆设有钢绳,所述钢绳经过滚轮并由后端的滚轮穿出,所述钢绳的尾端设有重块;
19.所述贴附组件包括气缸四、压辊及压板,所述气缸四设有驱动杆四,所述驱动杆四
设有连接块四,所述压辊设置在所述连接块四上,所述压板设在所述压辊的侧旁。
20.作进一步改进,所述收卷组件包括收卷电机、支架五、收卷盘及压辊气缸五,所述收卷电机设置在所述支架平台四的底部,所述收卷电机设有驱动辊五,所述压辊气缸五设有支座五,所述压辊气缸五通过支座五设置在所述驱动辊五的后方,所述压辊气缸五设有压辊五,所述支架五设置在所述压辊气缸五的后方,所述收卷盘设置在所述支架五上,所述支架五设有导辊五,所述导辊五设置在收卷盘的下方;
21.所述支架五设有联动轴辊,所述联动轴辊设有同步轮五,所述同步轮五与所述收卷电机之间设有皮带五构成联动结构,所述收卷盘设有连接轮,所述联动轴辊设有连接轮一,所述连接轮与连接轮一之间设有皮带六构成联动连接。
22.本实用新型的有益效果:本实用新型实现多台手机物料的输送、搬运及多台手机物料缠膜为一体的多工位自动化手机边框缠膜加工,提高效率;通过设置一个搬运机构与多个缠膜工位的结合实现搬运及缠膜加工的连贯操作加工,提高连贯性,从而提高生产效率;通过设置调节螺钉用于控制输送带之前的间距,从而可构成不同尺寸规格的输送带组件,用于不同尺寸规格的手机边框的放置,提高适用性,使得多工位缠膜设备可同时进行两种不同规格尺寸的手机物料的同步加工,提高生产效率;通过设置贴附组件、移动机构及移动机构一用于保证手机边框与膜料之间的贴合紧密,从而提高后续的缠膜质量及效果;通过设置多个缠膜工位便于当其中一个出现故障时,另一个可继续工作,无需停机,保证缠膜的正常生产效率。
23.下面结合附图与具体实施方式,对本实用新型进一步说明。
附图说明
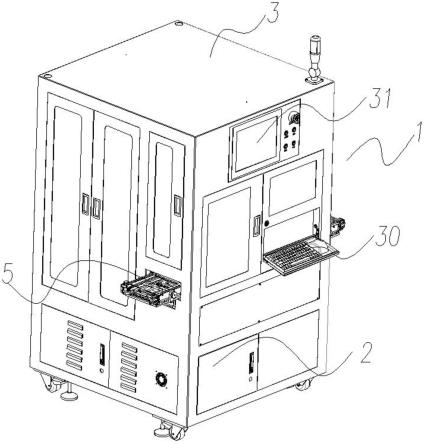
24.图1为本实施例的用于手机边框贴膜的多工位缠膜设备整体结构示意图;
25.图2为本实施例的用于手机边框贴膜的多工位缠膜设备内部示意图;
26.图3为本实施例的送料机构结构示意图;
27.图4为本实施例的手机物料放置装置结构示意图;
28.图5为本实施例的搬运机构结构示意图;
29.图6为本实施例的夹具结构示意图;
30.图7为本实施例的缠膜装置结构示意图;
31.图8为本实施例的缠膜装置另一视角示意图;
32.图9为本实施例的缠膜装置俯视示意图。
具体实施方式
33.以下所述仅为本实用新型的较佳实施例,并不因此而限定本发明的保护范围。
34.实施例,参见附图1~图9,一种用于手机边框贴膜的多工位缠膜设备1包括工作台2、机箱3、搬运机构4、两送料机构5及多个缠膜工位6,所述工作台2的底部设有控制箱7,所述机箱3设置在所述工作台2上,其中一所述送料机构5设置在所述工作台2的一端,另一所述送料机构5设置在所述工作台2的另一端,多个所述缠膜工位6以整列的方式设置在两送料机构5之间,所述工作台2设有支架20,所述搬运机构4设置在所述支架20上,且所述搬运机构4设置在多个缠膜工位6的上方,所述机箱3设有仓口,两所述送料机构5分别设置在所
述仓口处,所述机箱3设有操作平台30及显示屏31;
35.多个所述缠膜工位6包括手机物料放置装置60及缠膜装置61,所述手机物料放置装置60设置在所述送料机构5的侧旁,所述缠膜装置61设置在所述手机物料放置装置60的后方。
36.两所述送料机构5均包括支架一50及输送带组件51,所述支架一50设有安装板,所述输送带组件51设置在所述安装板上,所述输送带组件51包括驱动电机510及两输送带511,所述安装板设有两滑轨52,两所述滑轨52均设有两滑块,所述输送带511分别设置在两所述滑块上,两所述输送带511之间设有联动轴512,所述联动轴512的端部设有同步轮,所述驱动电机510设置在所述安装板的下方,所述驱动电机510设有同步轮一,所述同步轮与同步轮一之间设有皮带构成联动结构,所述安装板还设有角块,所述角块设有调节螺钉513,所述送料机构5均设有螺纹孔,所述调节螺钉513与所述螺纹孔连接,所述调节螺钉用于控制输送带511之前的间距,从而可构成不同尺寸规格的输送带组件51,用于不同尺寸规格的手机边框的放置,提高适用性。
37.两所述输送带511的顶部设有多个滚轮,所述输送带511的端部还设有限位角块5110,所述输送带511的另一端部设有传感器5111,所述安装板的尾端设有限位挡板514,所述限位夹块5110及限位挡板514用于起限位作用。
38.所述搬运机构4包括滑轨模组40、伺服电机41及夹具组件42,所述滑轨模组40设置在所述支架20上,所述伺服电机41设置在支架20的端部,且所述伺服电机41与所述滑轨模组40联动连接,所述滑轨模组40设有滑块,所述滑块设有安装板一,所述夹具组件42设置在所述安装板一上。
39.所述夹具组件42包括两夹具,所述安装板一的两端均设有滑轨一420及气缸一421,所述气缸一421设置在所述滑轨一420的上方,所述滑轨一420设有滑块一,所述滑块一设有连接块一422,所述连接块一422的端部与所述气缸一421的驱动杆连接,所述夹具分别设置在所述连接块一的另一端部上。
40.两所述夹具均包括安装板二423及多个吸盘424,所述安装板二423设有多个螺纹孔425,多个所述吸盘424分别设置在所述安装板二423的底部,所述安装板二432还设有多个限位胶块426,多个所述螺纹孔425可根据需求调整吸盘424的位置,从而构成不同规格尺寸的夹具,提高适用性。
41.所述手机物料放置装置60均包括移动机构600、移动机构一601、旋转机构602及放置平台603,所述移动机构600以横向的方式设置在所述工作台2上,所述移动机构一601以纵向的方式设置在所述移动机构600上,所述旋转机构602设置在所述移动机构一601上,所述放置平台603设置在所述旋转机构602上;
42.所述移动机构600及移动机构一601均包括滑轨组件、伺服电机二及丝杠组件二,所述滑轨组件包括两滑轨二,两所述滑轨二均设有滑块二,所述滑块二的上方均设有平台二,所述丝杠组件二包括丝杠及丝杠螺母,所述丝杠与所述伺服电机二连接,所述丝杠螺母套设在所述丝杠外,所述丝杠螺母均设有连接块二,所述平台二分别与所述连接块二连接;
43.所述移动机构一601的平台二上设有支架三604,所述支架三604设有安装板三,所述旋转机构602包括旋转电机及旋转盘,所述旋转盘设置在所述安装板三上,所述旋转电机设置在所述安装板三的底部,且所述旋转盘与所述旋转电机连接;
44.所述放置平台603设置在所述旋转盘上,所述支架三604设有传感器三,所述放置平台603设有通孔,所述通孔设置在所述传感器三的上方,所述放置平台603设有多个吸盘三,所述手机物料放置装置60用于手机边框物料的放置、输送及旋转动作,从而实现自动旋转缠膜动作,提高自动化效率。
45.所述缠膜装置61包括放卷组件610、可调支架611、紧定组件612、贴附组件613及收卷组件614,所述放卷组件614设置在所述可调支架611的后方,所述紧定组件612设置在所述可调支架611上,所述贴附组件613设置在所述可调支架611的端部,所述收卷组件614设置在所述可调支架611上,所述放卷组件610包括伺服电机四及放卷盘,所述可调支架611包括支架四6110及支架平台四6111,所述支架平台四6111设置在所述支架四6110上,所述支架平台四6111的四个角部均设有导套,所述支架四6110的四个角部均设有导柱,所述导套分别设置在所述导柱上,所述支架平台四6111的中间设有螺纹孔四,所述支架四6110的中间设有调节螺栓四6112,所述调节螺栓四6112与所述螺纹孔四连接,所述放卷组件610用于膜料的放置及放卷,所述可调支架611用于根据需求调整缠膜高度,所述紧定组件612用于起膜料紧定的动作,所述贴附组件613用于膜料与手机边框物料的贴合动作,所述收卷组件614用于膜废料的收卷动作。
46.所述紧定组件612包括多个紧定轴承,所述支架平台四设有滑轨四,所述滑轨四设有滑块四,多个所述紧定轴承分别设置在所述支架平台四的表明上,其中一所述紧定轴承设置在所述滑块四上,所述支架平台四的底部设有两滚轮,两所述滚轮以镜像相对的方式设置在支架平台四的两端,所述滑块四设有连接杆,所述连接杆设有钢绳,所述钢绳经过滚轮并由后端的滚轮穿出,所述钢绳的尾端设有重块;
47.所述贴附组件613包括气缸四、压辊及压板,所述气缸四设有驱动杆四,所述驱动杆四设有连接块四,所述压辊设置在所述连接块四上,所述压板设在所述压辊的侧旁。
48.所述收卷组件614包括收卷电机、支架五、收卷盘及压辊气缸五,所述收卷电机设置在所述支架平台四的底部,所述收卷电机设有驱动辊五,所述压辊气缸五设有支座五,所述压辊气缸五通过支座五设置在所述驱动辊五的后方,所述压辊气缸五设有压辊五,所述支架五设置在所述压辊气缸五的后方,所述收卷盘设置在所述支架五上,所述支架五设有导辊五,所述导辊五设置在收卷盘的下方;
49.所述支架五设有联动轴辊,所述联动轴辊设有同步轮五,所述同步轮五与所述收卷电机之间设有皮带五构成联动结构,所述收卷盘设有连接轮,所述联动轴辊设有连接轮一,所述连接轮与连接轮一之间设有皮带六构成联动连接。
50.本实用新型实现多台手机物料的输送、搬运及多台手机物料缠膜为一体的多工位自动化手机边框缠膜加工,提高效率;通过设置一个搬运机构与多个缠膜工位的结合实现搬运及缠膜加工的连贯操作加工,提高连贯性,从而提高生产效率;通过设置调节螺钉用于控制输送带之前的间距,从而可构成不同尺寸规格的输送带组件,用于不同尺寸规格的手机边框的放置,提高适用性,使得多工位缠膜设备可同时进行两种不同规格尺寸的手机物料的同步加工,提高生产效率;通过设置贴附组件、移动机构及移动机构一用于保证手机边框与膜料之间的贴合紧密,从而提高后续的缠膜质量及效果;通过设置多个缠膜工位便于当其中一个出现故障时,另一个可继续工作,无需停机,保证缠膜的正常生产效率。
51.本实用新型并不限于上述实施方式,采用与本实用新型上述实施例相同或近似结
构或装置,而得到的其他用于用于手机边框贴膜的多工位缠膜设备,均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1