一种过滤器壳体转动上料装置的制作方法
1.本技术涉及上料装置的领域,更具体地说,它涉及一种过滤器壳体转动上料装置。
背景技术:
2.参见图3,一种燃油泵过滤器外壳,包括壳体7和油管6,壳体7具有凹腔71,凹腔71的侧壁开设连接孔,油管6需要焊接固定于连接孔处。
3.在焊接完成后需要对焊接后的工件进行形位公差的检测,此时需要将工件运送到检测装置上,为此需要一种上料机构。
4.由于过滤器外壳在检测时特殊的位置要求,操作人员在放置过滤器外壳时需要手拿壳体,将油管朝内放置,此操作较不方便,需要操作人员将手伸进上料装置里,同时也存在一定的安全隐患。
技术实现要素:
5.为了改善改善过滤器外壳上料不方便的问题,本技术提供一种过滤器壳体转动上料装置。
6.本技术提供的一种过滤器壳体转动上料装置,采用如下的技术方案:
7.一种过滤器壳体转动上料装置,包括基座,所述基座上设有料座,其特征在于:所述料座转动连接于所述基座,且所述料座的转动轴线呈竖直设置,所述料座上端面设有供工件放置的料槽,所述料槽包括供壳体嵌入的壳槽以及与所述壳槽连通并用于供油管嵌入定位的管槽;所述管槽位于所述壳槽远离所述料座的铰接轴线的一侧,所述基座还设有驱动件,所述驱动件用于驱动所述料座绕自身转动轴线转动。
8.通过上述技术方案,可以转动的料座满足了检测时特殊的位置要求,且操作人员在放置过滤器外壳时可以手拿油管,不必再将手伸进上料装置里,操作比较简单,也提高了操作人员操作的安全性。
9.可选的,所述料槽设有两个,两个所述料槽绕所述料座的转动轴线呈周向均匀分布,且两个所述料槽的两个所述管槽呈相互远离设置。
10.通过上述技术方案,当料座带着工件转向内侧的时候,可以将下一个工件放在另一个料槽里,提高了工作效率。
11.可选的,所述基座还设有校正组件,所述校正组件包括压紧件以及校正件,所述压紧件设置于所述料座上方,所述压紧件包括设置于基座的压紧气缸以及设置于压紧气缸活塞杆的压杆,所述压杆用于压紧工件于所述料槽内;所述校正件包括设置于基座的校正气缸以及设置于校正气缸活塞杆的修正块,所述修正块用于顶压油管的下端。
12.通过上述技术方案,压紧气缸驱动压杆下行压紧壳体于料槽内,校正气缸驱动修正块上行,将油管上顶,调整油管与壳体之间的位置,同时,由此使得对壳体的定位更加准确。
13.可选的,所述压杆靠近所述料槽的一端设有压板,所述压板为圆形板,所述压板的
中心线与所述壳槽的中心线重合且所述压板的尺寸与所述凹腔适配用于嵌入所述凹腔。
14.通过上述技术方案,圆柱状的压板与壳体更加适配,使得压紧工件与壳体的接触面积更大,对壳体的定位更加准确。
15.可选的,所述修正块位于所述管槽长度方向的延长线上,所述修正块的上端面开设有修正槽,所述修正槽的槽底呈“v”字形,所述修正槽贯穿所述修正块且所述修正槽的长度方向与所述管槽的长度方向一致。
16.通过上述技术方案,“v”字形的槽底使得修正槽可以适配不同粗细的油管,也使得对油管的定位更加准确。
17.可选的,所述修正块的上端面与所述修正槽的槽口呈圆弧过渡。
18.通过上述技术方案,圆弧过渡的槽口和端面减少了修正块上行时会给油管带来损伤的情况,同时,也使得定位更加方便准确。
19.可选的,所述驱动件为回转气缸,所述料座设有多个固定螺栓,若干所述固定螺栓(23)绕所述料座(2)的转动轴线周向均匀分布,所述料座通过所述固定螺栓固定连接回转气缸上。
20.通过上述技术方案,回转气缸驱动料座旋转且料座与回转气缸的连接更加稳定。
21.可选的,所述料座上端面开设有定位孔,所述回转气缸的输出端设有定位杆,当所述定位杆嵌入所述定位孔时,所述回转气缸的输出端的转动轴线与所述料座的转动轴线重合。
22.通过上述技术方案,利用定位杆和定位孔对料座进行定位,使得料座与回转气缸的连接更加精确。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.(1)通过驱动件驱动料座绕自身转动轴线转动,操作人员在放置过滤器外壳时可以手拿油管,不必再将手伸进上料装置里,操作比较简单,也提高了操作人员操作的安全性;
25.(2)通过基座上的校正组件对工件进行定位,使得工件可以精确的位于料槽内,方便后续的检测装置对其进行检测。
附图说明
26.图1为实施例的整体示意图;
27.图2为实施例的局部爆炸示意图;
28.图3为燃油泵过滤器外壳的整体示意图。
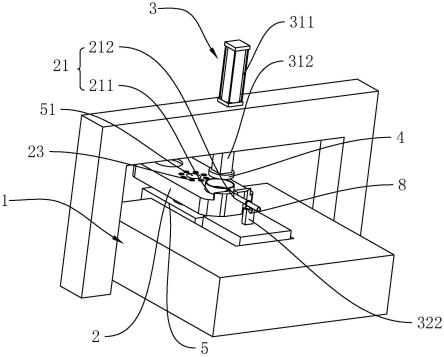
29.附图标记:1、基座;2、料座;21、料槽;211、壳槽;212、管槽;22、定位孔;23、固定螺栓;3、校正组件;31、压紧件;311、压紧气缸;312、压杆;32、校正件;321、校正气缸;322、修正块;4、压板;5、回转气缸;51、定位杆;6、油管;7、壳体;71、凹腔;8、修正槽。
具体实施方式
30.以下结合附图对本技术作进一步详细说明。
31.本技术实施例公开一种过滤器壳体转动上料装置。
32.参见图1,一种过滤器壳体7转动上料装置,包括基座1,基座1上固定有料座2,料座
2转动连接于基座1,且料座2的转动轴线呈竖直设置,料座2上端面开设有供工件放置的料槽21,料槽21设有两个,两个料槽21绕料座2的转动轴线呈周向均匀分布;料槽21包括供壳体7嵌入的壳槽211以及与壳槽211连通并用于供油管6嵌入定位的管槽212,管槽212位于壳槽211远离料座2的铰接轴线的一侧,且两个料槽21的两个管槽212呈相互远离设置,当工件的油管6嵌入管槽212进行定位时,工件的壳体7嵌入壳槽211。
33.参见图1与图2,基座1还设有校正组件3,校正组件3包括压紧件31以及校正件32,压紧件31设置于料座2上方,压紧件31包括设置于基座1的压紧气缸311以及设置于压紧气缸311活塞杆的压杆312,压杆312靠近料槽21的一端固定有压板4,压板4为圆形板,压板4的中心线与壳槽211的中心线重合且压板4的尺寸与凹腔71适配,当压板4嵌入凹腔71,压板4和压杆312用于压紧工件于料槽21内。校正件32包括设置于基座1的校正气缸321以及设置于校正气缸321活塞杆的修正块322,修正块322位于管槽212长度方向的延长线上,修正块322的上端面开设有贯穿修正块322的修正槽8,修正槽8的槽底呈“v”字形,修正槽8的长度方向与油槽的长度方向一致,修正块322的上端面与修正槽8的槽口呈圆弧过渡,修正块322上行时,油管6嵌入修正槽8中,修正块322顶压油管6的下端。
34.参见图2,基座1还设有回转气缸5,回转气缸5位于料座2的下方且回转气缸5的输出端设有定位杆51,料座2上开设有供定位杆51嵌入的定位孔22,定位孔22的周围周向均匀穿设有多个固定螺栓23,料座2通过固定螺栓23连接在回转气缸5上。当定位杆51嵌入定位孔22时,固定螺栓23连接料座2于回转气缸5的输出端上,回转气缸5输出端的转动轴线与料座2的转动轴线重合,从而使得回转气缸5可以驱动料座2绕自身转动轴线转动。
35.本实施例的工作原理是:
36.在上料时,操作人员需要手拿燃油泵过滤器外壳的油管6,将壳体7放置在料座2上的壳槽211内,油管6对应放入到管槽212里。在工件放好后,料座2上方的压紧气缸311驱动压杆312和压板4下行压紧工件,基座1上的校正气缸321驱动修正块322上行,油管6嵌入到修正块322的修正槽8中,修正块322将油管6向上顶一下,调整油管6与壳体7之间的角度后,修正块322迅速复位。
37.在位置校正好后,压杆312和压板4上行,料座2下的回转气缸5启动,带动料座2旋转180度,将工件送到另一端,由机械臂将工件夹持到检测设备上,操作人员同时用料座2的另一个料槽21上料。
38.以上为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1