自动下料装置的制作方法
本技术涉及自动化设备,尤其涉及一种自动下料装置。
背景技术:
1、电子产品在制造的过程中,需要经过多段工艺流程,且结束一段工艺流程后,需要将电子产品从载具中取下,并放置在料盘或空料框中,以完成电子产品的下料。电子产品可以为pcb等零部件。
2、现有技术中,通过下料机实现电子产品的下料,下料机包括下料机械手,下料机械手的旁边设置料盘垛位及料盘台。在下料的过程中,料盘垛通过人工或机器人放在料盘垛位,下料机械手从料盘垛上取一个料盘,并放置在料盘台上,之后下料机械手从流水线上取下电子产品并摆放在料盘上。
3、可见,料盘及电子产品均需要同一个下料机械手抓取移动,导致下料机的效率较低。
技术实现思路
1、本实用新型的目的在于提供一种自动下料装置,自动化程度较高,且具有较高的下料效率。
2、如上构思,本实用新型所采用的技术方案是:
3、自动下料装置,包括:
4、料盘供给机构,包括多个支撑组件、带动多个所述支撑组件在第一上料位置及第二上料位置之间升降的循环升降组件以及设于所述循环升降组件一侧的输送组件,多个所述支撑组件间隔固定在循环升降组件上,所述输送组件能对接位于所述第一上料位置的所述支撑组件,并能够将料盘一一输送至所述第一上料位置,所述循环升降组件能够带动所述第一上料位置处的所述料盘移动至所述第二上料位置;
5、料盘搬运机械手,能够将位于所述第二上料位置的所述支撑组件上的料盘逐一搬运至下料平台;
6、下料机械手,设于所述下料平台的一侧,并能够将产品移动至位于所述下料平台上的料盘上;以及
7、循环收料机构,所述循环收料机构的结构与所述料盘供给机构的结构相同,所述料盘搬运机械手还能够搬运所述下料平台上的所述料盘至所述循环收料机构的第二上料位置,所述循环收料机构的循环升降组件能够将所述循环收料机构的第二上料位置处的支撑组件输送至所述循环收料机构的第一上料位置,所述循环收料机构的输送组件能够输送所述循环收料机构的第一上料位置处的料盘。
8、可选地,所述循环升降组件包括相对设置的两个循环驱动件及各由两个所述循环驱动件分别驱动转动的两个输送带组,每个所述输送带组包括至少一个所述输送带,每个所述支撑组件包括与两个所述输送带组一一对应的两个支撑板,所述支撑板固定安装于与其对应的所述输送带组上的所述输送带上,两个所述支撑板支撑所述料盘的两端。
9、可选地,多个所述支撑板沿所述输送带的周向均匀且间隔固定在所述输送带的外侧,且一个所述支撑组件的两个支撑板的高度相同。
10、可选地,所述支撑板包括垂直连接的水平部和竖直部,所述水平部支撑所述料盘的端部,所述竖直部通过连接块固接于所述输送带。
11、可选地,还包括安装架,所述循环升降组件安装于所述安装架上,并带动多个所述支撑组件在所述安装架内升降,所述料盘供给机构还包括多个抵顶组件,多个所述抵顶组件中的一部分安装于所述安装架在预设方向上的一侧,另一部分安装于所述安装架在所述预设方向上的另一侧,所述抵顶组件抵顶待搬运的所述料盘下方的所述料盘。
12、还包括支撑台,所述支撑台包括相对设置的顶板和底板,所述顶板具有两个安装孔,所述料盘供给机构的底端固定在所述底板上,所述料盘供给机构的顶端由一个所述安装孔穿出,所述循环收料机构的底端另固定在所述底板上,所述循环收料机构的顶端由另一个所述安装孔穿出,所述料盘搬运机械手、所述下料平台及所述下料机械手分别固定在所述顶板上。
13、可选地,还包括沿第一水平方向延伸的主流水线及设于所述主流水线上方的压盖搬运机构,所述主流水线能沿所述第一水平方向输送治具,所述压盖搬运机构被配置为搬运空的治具,以及分离所述治具的压盖与所述治具的载具,以露出所述载具上的所述产品。
14、可选地,还包括水平驱动机构及沿第二水平方向延伸的回流线,所述压盖搬运机构固接于所述水平驱动机构,并由所述水平驱动机构驱动在第二水平方向移动,所述回流线被配置为沿所述第二水平方向输送空的所述治具,所述第二水平方向垂直于所述第一水平方向。
15、可选地,所述压盖搬运机构包括竖直驱动件,连接于所述竖直驱动件输出端的夹爪气缸,连接于所述夹爪气缸输出端的第一夹爪组,连接于所述夹爪气缸的手指气缸及连接于所述手指气缸输出端的第二夹爪组,所述第一夹爪组被配置为夹持所述主流水线上的所述载具,所述第二夹爪组被配置为夹持所述压盖。
16、可选地,所述第一夹爪组包括两个在第二水平方向相对设置的第一夹爪,所述第二夹爪组包括两个在所述第一水平方向上相对设置的第二夹爪。
17、本实用新型的有益效果:
18、本实用新型提供的自动下料装置在使用时,输送组件向位于第一上料位置的支撑组件输送料盘垛,以使得支撑组件支撑料盘垛,之后,循环升降组件带动支撑有料盘垛的支撑组件上升,直至上升至第二上料位置处,之后,循环升降组件停止动作,料盘搬运机械手吸附或抓取位于料盘垛最上层的料盘,并将其搬运至下料平台上,随后料盘搬运机械手离开下料平台,下料机械手从产品的生产线上抓取或吸附产品,并将产品放置在下料平台上,实现了产品的自动下料。
技术特征:
1.自动下料装置,其特征在于,包括:
2.根据权利要求1所述的自动下料装置,其特征在于,所述循环升降组件(12)包括相对设置的两个循环驱动件(121)及各由一个所述循环驱动件(121)驱动转动的两个输送带组,每个所述输送带组包括至少一个输送带(122),每个所述支撑组件(11)包括与两个所述输送带组一一对应的两个支撑板(111),所述支撑板(111)固定安装于与其对应的所述输送带组上的所述输送带(122)上,两个所述支撑板(111)支撑所述料盘的两端。
3.根据权利要求2所述的自动下料装置,其特征在于,多个所述支撑板(111)沿所述输送带(122)的周向均匀且间隔固定在所述输送带(122)的外侧,且一个所述支撑组件(11)的两个支撑板(111)的高度相同。
4.根据权利要求3所述的自动下料装置,其特征在于,所述支撑板(111)包括垂直连接的水平部(1111)和竖直部(1112),所述水平部(1111)支撑所述料盘的端部,所述竖直部(1112)通过连接块(123)固接于所述输送带(122)。
5.根据权利要求1-4任一项所述的自动下料装置,其特征在于,还包括安装架(5),所述循环升降组件(12)安装于所述安装架(5)上,并带动多个所述支撑组件(11)在所述安装架(5)内升降,所述料盘供给机构(1)还包括多个抵顶组件(14),多个所述抵顶组件(14)中的一部分安装于所述安装架(5)在预设方向上的一侧,另一部分安装于所述安装架(5)在所述预设方向上的另一侧,所述抵顶组件(14)抵顶待搬运的所述料盘下方的所述料盘。
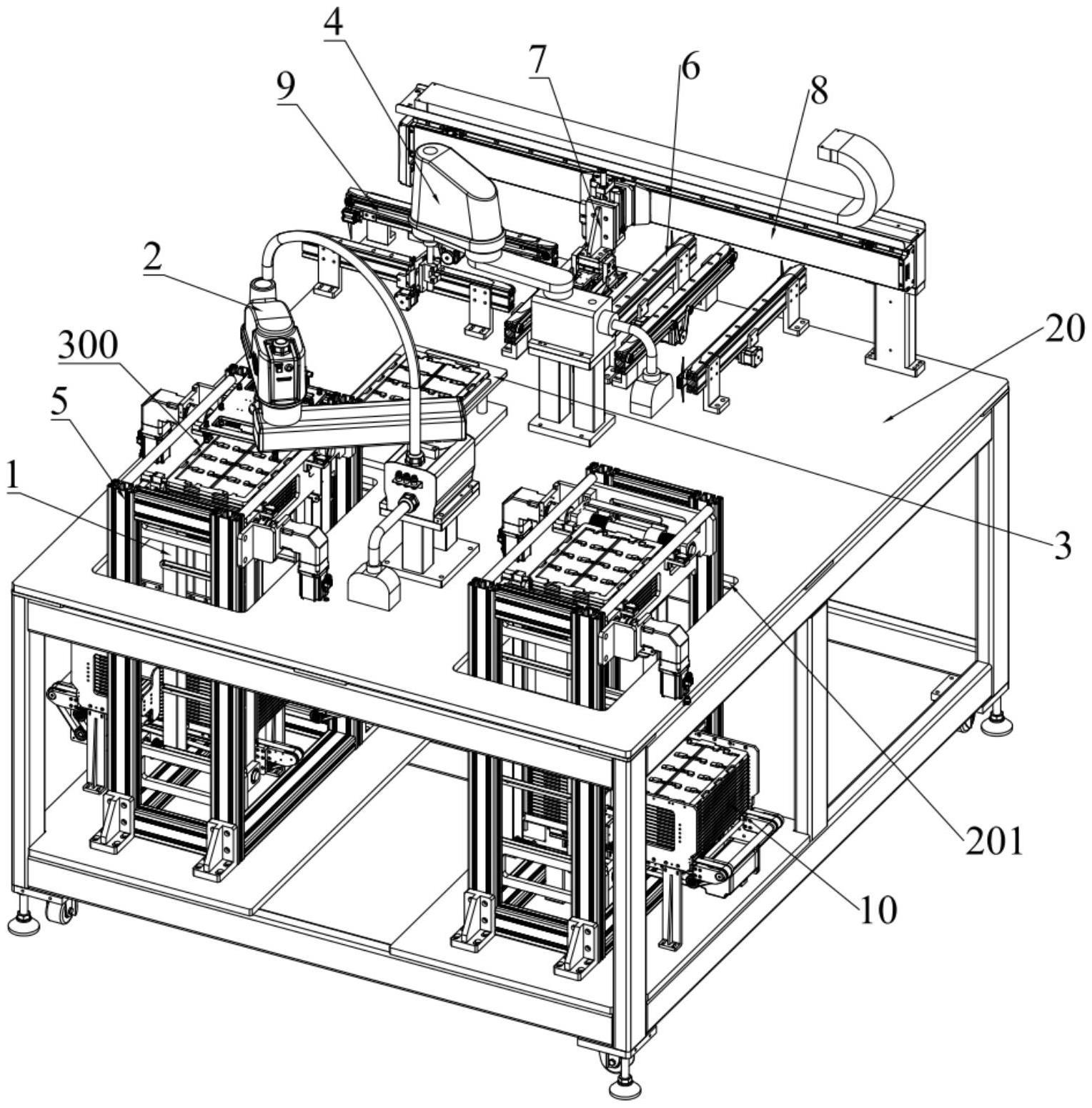
6.根据权利要求5所述的自动下料装置,其特征在于,还包括支撑台(20),所述支撑台(20)包括相对设置的顶板(201)和底板(202),所述顶板(201)具有两个安装孔(2011),所述料盘供给机构(1)的底端固定在所述底板(202)上,所述料盘供给机构(1)的顶端由一个所述安装孔(2011)穿出,所述循环收料机构(10)的底端另固定在所述底板(202)上,所述循环收料机构(10)的顶端由另一个所述安装孔(2011)穿出,所述料盘搬运机械手(2)、所述下料平台(3)及所述下料机械手(4)分别固定在所述顶板(201)上。
7.根据权利要求1-4任一项所述的自动下料装置,其特征在于,还包括沿第一水平方向延伸的主流水线(6)及设于所述主流水线(6)上方的压盖搬运机构(7),所述主流水线(6)能沿所述第一水平方向输送治具(100),所述压盖搬运机构(7)被配置为搬运空的治具(100),以及分离所述治具(100)的压盖(101)与所述治具(100)的载具(102),以露出所述载具(102)上的所述产品。
8.根据权利要求7所述的自动下料装置,其特征在于,还包括水平驱动机构(8)及沿第二水平方向延伸的回流线(9),所述压盖搬运机构(7)固接于所述水平驱动机构(8),并由所述水平驱动机构(8)驱动在第二水平方向移动,所述回流线(9)被配置为沿所述第二水平方向输送空的所述治具(100),所述第二水平方向垂直于所述第一水平方向。
9.根据权利要求7所述的自动下料装置,其特征在于,所述压盖搬运机构(7)包括竖直驱动件(71),连接于所述竖直驱动件(71)输出端的夹爪气缸(72),连接于所述夹爪气缸(72)输出端的第一夹爪组(73),连接于所述夹爪气缸(72)的手指气缸(74)及连接于所述手指气缸(74)输出端的第二夹爪组(75),所述第一夹爪组(73)被配置为夹持所述主流水线(6)上的所述载具(102),所述第二夹爪组(75)被配置为夹持所述压盖(101)。
10.根据权利要求9所述的自动下料装置,其特征在于,所述第一夹爪组(73)包括两个在第二水平方向相对设置的第一夹爪(731),所述第二夹爪组(75)包括两个在所述第一水平方向上相对设置的第二夹爪(751)。
技术总结
本技术公开了一种自动下料装置,其属于自动化设备技术领域,包括料盘供给机构、料盘搬运机械手、下料机械手及循环收料机构,料盘供给机构包括多个支撑组件,带动多个所述支撑组件在第一上料位置及第二上料位置之间升降的循环升降组件以及设于所述循环升降组件一侧的输送组件,多个所述支撑组件间隔固定在循环升降组件上,所述输送组件能对接位于所述第一上料位置的所述支撑组件,料盘搬运机械手能够搬运位于所述第二上料位置的所述支撑组件上的料盘至下料平台;下料机械手设于所述下料平台的一侧,循环收料机构的结构与料盘供给机构结构相同。本技术提供的自动下料装置自动化程度较高,且具有较高的下料效率。
技术研发人员:毕向阳,张贤祝,李信会,潘小波,朱万峰,邓单单,刘阳
受保护的技术使用者:立芯精密智造(昆山)有限公司
技术研发日:20221207
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!