一种散状物料自动上料设备的制作方法
本技术涉及自动化设备,尤其涉及一种散状物料自动上料设备。
背景技术:
1、目前,对于一些散状物料的上料,由于存在无序性,因此,大多采用人工上料方式。
2、人工上料方式会随着劳动时间及劳动强度的增大而影响作业精准性,如,对于一些物料需要求其统一呈现为正面或反面进行上料作业时,操作人员容易因作业疲劳而导致物料上料呈现为非作业所需状态,影响后续的作业工序,且散状物料在上料时,容易出现堆叠性,需要操作人员先将堆叠的物料分料为单层状态后,再逐一将非作业所需状态的物料进行翻转,使物料统一呈现为正面或反面,可见,整个上料过程中,不仅容易出现上料失误的情况,且所需花费作业时间较长,不利于提高生产效率。
技术实现思路
1、针对上述存在的容易出现上料失误和作业时间较长、不利于提高生产效率的问题,本实用新型提供了一种散状物料自动上料设备,能够实现对散状物料的自动上料、避免物料出现堆叠现象以及使物料呈现为作业所需状态,有效提高上料精准度及生产效率。
2、为了解决上述技术问题,本实用新型提供的具体方案如下:
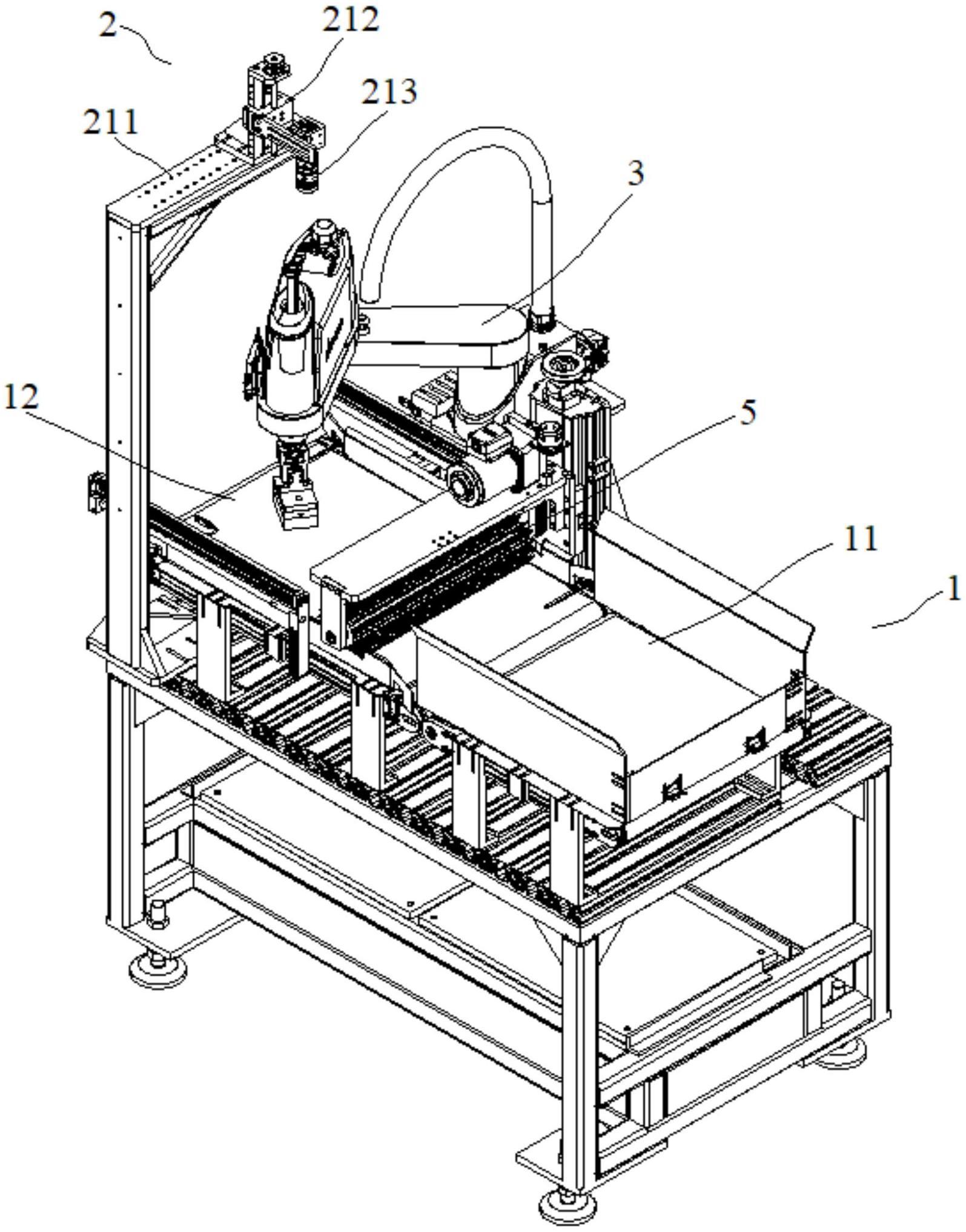
3、一种散状物料自动上料设备,包括上料传送机构、视觉检测机构、抓料机构、翻转机构和滚刷分料机构;
4、所述视觉检测机构和所述抓料机构设置在所述上料传送机构的传送末端的上方,所述翻转机构设置在所述抓料机构的一侧,所述滚刷分料机构设置在所述上料传送机构的传送路径的上方,所述上料传送机构的物料经过滚刷分料机构后呈现为单层状态。
5、在一些实施方案中,所述滚刷分料机构包括安装架和设置在安装架上的高度调节模组,所述高度调节模组连接有安装座,所述安装座上安装有滚刷电机和与滚刷电机连接的刷子,所述滚刷电机驱动刷子进行滚动,通过刷子与物料的滚动接触,一方面使堆叠的物料呈现为单层状态,另一方面,滚动接触方式也不会对物料表面造成损坏,确保产品质量。
6、在一些实施方案中,所述刷子沿所述上料传送机构的传送方向的两侧滚动安装在安装座上,确保上料传送机构上的物料都能够经过刷子的滚动接触,避免出现堆叠情况。
7、在一些实施方案中,所述上料传送机构包括第一传送皮带和第二传送皮带,所述第一传送皮带的传送末端连接所述第二传送皮带的传送前端;
8、所述第一传送皮带的传送前端和其传送方向的两侧均设置有挡料板,防止物料从第一传送皮带上掉落,提高作业稳定性。
9、在一些实施方案中,所述第二传送皮带的传送方向的两侧均设置有限位板,防止物料从第二传送皮带上掉落,提高作业稳定性。
10、在一些实施方案中,所述第一传送皮带的传送前端还设置有第一物料感应器,通过第一物料感应器对物料的上料进行感应,进而使第一传送皮带启动传送作业。
11、在一些实施方案中,所述第二传送皮带的传送前端设置有第二物料感应器,第二传送皮带的传送末端设置有第三物料感应器,通过第二物料感应器、第三物料感应器对物料的上料进行感应,进而使第二传送皮带启动或停止传送作业。
12、在一些实施方案中,所述视觉检测机构包括ccd模块和光源模块;
13、所述ccd模块包括支撑架和设置在支撑架上的ccd位置调节组件,所述ccd位置调节组件连接有ccd组件;
14、所述光源模块包括光源安装座和设置在光源安装座上的光源组件;
15、所述光源组件位于ccd组件的下方,对物料起到较好的拍照检测效果。
16、在一些实施方案中,所述抓料机构包括抓料机器人和与抓料机器人连接的抓料组件,抓料组件在抓料机器人的作用下移动至设定位置抓取或释放物料,起到自动化的作业效果。
17、在一些实施方案中,所述翻转机构包括安装底座、翻转电机、翻转固定板和翻转后托板;
18、所述翻转电机和翻转后托板设置在安装底座上,所述翻转固定板连接翻转电机,所述翻转电机使翻转固定板翻转至翻转后托板上方,实现对非作业所需状态的物料进行翻转,满足上料需求。
19、本实用新型提供的一种散状物料自动上料设备,通过设置上料传送机构,使散状物料进行传送上料,并在滚刷分料机构的作用下,使物料呈现为单层状态,再借助视觉检测机构与抓料机构,将非作业所需状态的物料抓取至翻转机构后,由翻转机构翻转后再继续上料,能够实现对散状物料的自动上料、避免物料出现堆叠现象以及使物料呈现为作业所需状态,有效提高上料精准度及生产效率。
技术特征:
1.一种散状物料自动上料设备,其特征在于,包括上料传送机构(1)、视觉检测机构(2)、抓料机构(3)、翻转机构(4)和滚刷分料机构(5);
2.根据权利要求1所述的散状物料自动上料设备,其特征在于,所述滚刷分料机构(5)包括安装架(51)和设置在安装架(51)上的高度调节模组(52),所述高度调节模组(52)连接有安装座(53),所述安装座(53)上安装有滚刷电机(54)和与滚刷电机(54)连接的刷子(55),所述滚刷电机(54)驱动刷子(55)进行滚动。
3.根据权利要求2所述的散状物料自动上料设备,其特征在于,所述刷子(55)沿所述上料传送机构(1)的传送方向的两侧滚动安装在安装座(53)上。
4.根据权利要求1所述的散状物料自动上料设备,其特征在于,所述上料传送机构(1)包括第一传送皮带(11)和第二传送皮带(12),所述第一传送皮带(11)的传送末端连接所述第二传送皮带(12)的传送前端;
5.根据权利要求4所述的散状物料自动上料设备,其特征在于,所述第二传送皮带(12)的传送方向的两侧均设置有限位板(14)。
6.根据权利要求4所述的散状物料自动上料设备,其特征在于,所述第一传送皮带(11)的传送前端还设置有第一物料感应器(15)。
7.根据权利要求4所述的散状物料自动上料设备,其特征在于,所述第二传送皮带(12)的传送前端设置有第二物料感应器(16),第二传送皮带(12)的传送末端设置有第三物料感应器(17)。
8.根据权利要求1所述的散状物料自动上料设备,其特征在于,所述视觉检测机构(2)包括ccd模块(21)和光源模块(22);
9.根据权利要求1所述的散状物料自动上料设备,其特征在于,所述抓料机构(3)包括抓料机器人(31)和与抓料机器人(31)连接的抓料组件(32)。
10.根据权利要求1所述的散状物料自动上料设备,其特征在于,所述翻转机构(4)包括安装底座(41)、翻转电机(42)、翻转固定板(43)和翻转后托板(44);
技术总结
本技术涉及自动化设备技术领域,具体公开了一种散状物料自动上料设备,包括上料传送机构、视觉检测机构、抓料机构、翻转机构和滚刷分料机构;所述视觉检测机构和所述抓料机构设置在所述上料传送机构的传送末端的上方,所述翻转机构设置在所述抓料机构的一侧,所述滚刷分料机构设置在所述上料传送机构的传送路径的上方,所述上料传送机构的物料经过滚刷分料机构后呈现为单层状态;本技术能够实现对散状物料的自动上料、避免物料出现堆叠现象以及使物料呈现为作业所需状态,有效提高上料精准度及生产效率。
技术研发人员:李搌龙,聂龙如,陈豫川,张尚冬,李峪荥
受保护的技术使用者:惠州市德赛电池有限公司
技术研发日:20221208
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!