销钉自动上料装置的制作方法
本技术涉及上料装置,特别涉及销钉自动上料装置。
背景技术:
1、发动机连杆,又称发动机活塞连杆,其作用是连接活塞与曲轴,并把活塞承受的气体压力传给曲轴,使活塞的往复运动变成曲轴的旋转运动,对外输出做功。发动机连杆包括杆身、连杆轴承盖、连杆螺栓、连杆轴承和定位销钉,杆身上和连杆轴承盖上均设置有连杆螺栓穿孔和销钉孔。发动机连杆杆身的结构如图5所示。为了保证发动机连杆杆身和连杆轴承盖之间的装配精度及提高装配的操作便利性,一般先要将销钉压装在发动机连杆杆身上的销钉孔内,使销钉起到装配定位的作用。由于发动机连杆杆身上有两个销钉孔,就要压装两个销钉,传统的压装作业流程是将两个销钉先后进行压装,例如公开号为cn209578720的实用新型专利所提供的一种连杆活塞销挡圈自动装配机活塞销压装系统,利用驱动机构和旋转进料柱将活塞销压送至待组装活塞连杆内,实现对活塞销的交替连续压送,活塞销的输送效率还有待提高。故此,我们提出销钉自动上料装置。
技术实现思路
1、本实用新型的主要目的在于提供销钉自动上料装置,可以有效解决背景技术中的问题。
2、为实现上述目的,本实用新型采取的技术方案为:
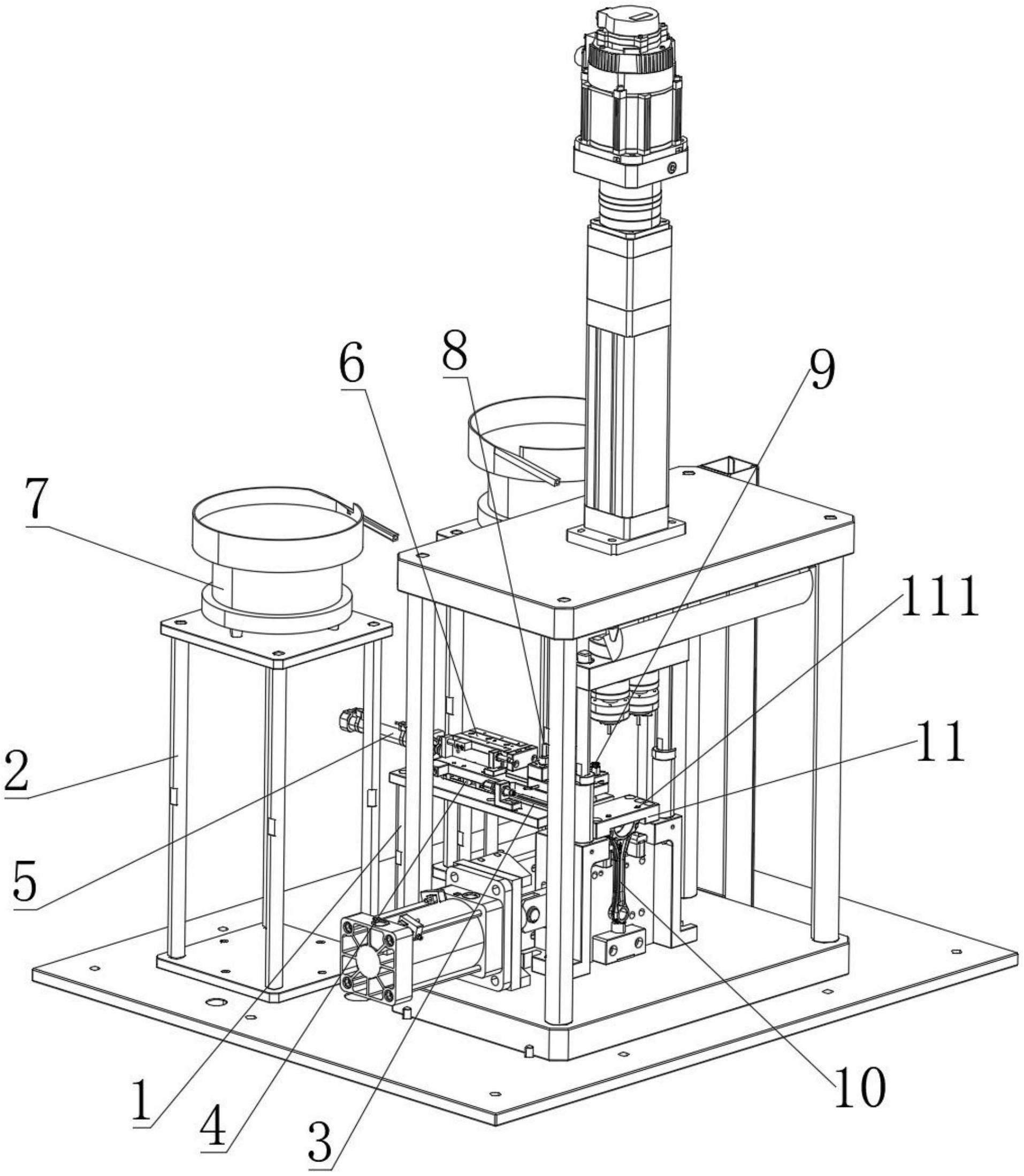
3、销钉自动上料装置,用于在往发动机连杆杆身上的销钉孔内压装销钉时销钉的输送上料,其包括一号台架和二号台架、销钉输送软管、带气泵的气源和输气管,所述二号台架、销钉输送软管、输气管均设置有两个,两个所述二号台架分别位于一号台架的两侧,两个所述二号台架的上端均安装有销钉送料振动盘,所述一号台架的上端安装有导轨,所述导轨的上端滑动安装有滑块,所述滑块的上端安装有销钉送料结构,所述一号台架的后端安装有一号驱动组件,所述一号驱动组件的输出端与销钉送料结构的后端传动连接,所述销钉送料结构的上端穿插安装有销钉导正插管和气管接头,所述销钉导正插管和气管接头均设置有两个,且两个销钉导正插管分别与两个气管接头位置相对应;所述销钉输送软管连接在销钉送料振动盘的出料口和销钉导正插管的进料口之间,所述输气管连接在气源上气泵的出气口和气管接头的进气口之间。
4、优选的,所述销钉送料结构包括传动连接在一号驱动组件输出端的一号滑板,所述一号滑板与滑块的上端通过螺栓可拆卸地固定在一起,所述一号滑板的上端安装有二号驱动组件,所述二号驱动组件的输出端传动连接有传动板,所述传动板的前端下部安装有二号滑板,所述二号滑板与一号滑板的上端滑动接触,所述一号滑板的上端远离二号驱动组件的一侧安装有导钉板,所述导钉板的下端中部开设有导槽,所述二号滑板穿梭设置在导槽内,所述导钉板的上端安装有导钉块。
5、优选的,所述一号滑板的下端面与压钉模具的上端面在同一平面;两个所述销钉导向孔分别与两个一号导钉孔相配合;所述导钉板的上端两侧均贯设有三号导钉孔,所述一号滑板的上端两侧均贯设有与三号导钉孔位置相对应的一号导钉孔,所述二号滑板的上端两侧均贯设有二号导钉孔,所述二号导钉孔与一号导钉孔、三号导钉孔均相配合。
6、优选的,所述导钉块的上端两侧均贯设有插孔,两个所述插孔分别位于两个三号导钉孔的正上方,且插孔和三号导钉孔相连通;两个所述销钉导正插管分别穿插安装在两个插孔内。
7、优选的,经销钉送料振动盘振动而出的销钉通过销钉输送软管进入到销钉导正插管内,然后,在上料过程中依次经过三号导钉孔、二号导钉孔和一号导钉孔。
8、优选的,两个所述气管接头均穿插安装在导钉板上,两个所述气管接头分别与两个二号导钉孔相配合。
9、与现有技术相比,本实用新型具有如下有益效果:
10、通过设置一号驱动组件、销钉送料结构、两个销钉上料振动盘、两个销钉输送软管、两个销钉导正插管、两个输气管、两个气管接头、带气泵的气源,且气源上的气泵有两个出气口,位于销钉上料振动盘上的销钉可以通过销钉输送软管、销钉导正插管进入到销钉上料结构内,使得一个销钉上料结构内可以同时装载两个销钉,通过气泵可以将气源内的气体吹入到销钉上料结构内,且可以同时向销钉上料结构内的两个销钉吹气,同时为两个销钉提供向下移动插入到压钉模具内的推力,从而实现了一次上料两个销钉的效果,销钉的上料效率高,可以满足发动机连杆杆身上两个销钉孔内同时进行销钉压装的作业需要,从而可以提高发动机连杆杆身上压装销钉的效率。
技术特征:
1.销钉自动上料装置,包括一号台架(1)和二号台架(2)、销钉输送软管、带气泵的气源和输气管,其特征在于:所述二号台架(2)、销钉输送软管、输气管均设置有两个,两个所述二号台架(2)分别位于一号台架(1)的两侧,两个所述二号台架(2)的上端均安装有销钉送料振动盘(7),所述一号台架(1)的上端安装有导轨(3),所述导轨(3)的上端滑动安装有滑块(4),所述滑块(4)的上端安装有销钉送料结构(6),所述一号台架(1)的后端安装有一号驱动组件(5),所述一号驱动组件(5)的输出端与销钉送料结构(6)的后端传动连接,所述销钉送料结构(6)的上端穿插安装有销钉导正插管(8)和气管接头(9),所述销钉导正插管(8)和气管接头(9)均设置有两个,且两个销钉导正插管(8)分别与两个气管接头(9)位置相对应;所述销钉输送软管连接在销钉送料振动盘(7)的出料口和销钉导正插管(8)的进料口之间,所述输气管连接在气源上气泵的出气口和气管接头(9)的进气口之间。
2.根据权利要求1所述的销钉自动上料装置,其特征在于:所述销钉送料结构(6)包括传动连接在一号驱动组件(5)输出端的一号滑板(61),所述一号滑板(61)与滑块(4)的上端通过螺栓可拆卸地固定在一起,所述一号滑板(61)的上端安装有二号驱动组件(62),所述二号驱动组件(62)的输出端传动连接有传动板(621),所述传动板(621)的前端下部安装有二号滑板(63),所述二号滑板(63)与一号滑板(61)的上端滑动接触,所述一号滑板(61)的上端远离二号驱动组件(62)的一侧安装有导钉板(64),所述导钉板(64)的下端中部开设有导槽(641),所述二号滑板(63)穿梭设置在导槽(641)内,所述导钉板(64)的上端安装有导钉块(65)。
3.根据权利要求2所述的销钉自动上料装置,其特征在于:所述导钉板(64)的上端两侧均贯设有三号导钉孔(642),所述一号滑板(61)的上端两侧均贯设有与三号导钉孔(642)位置相对应的一号导钉孔(611),所述二号滑板(63)的上端两侧均贯设有二号导钉孔(631),所述二号导钉孔(631)与一号导钉孔(611)、三号导钉孔(642)均相配合。
4.根据权利要求3所述的销钉自动上料装置,其特征在于:所述导钉块(65)的上端两侧均贯设有插孔(651),两个所述插孔(651)分别位于两个三号导钉孔(642)的正上方,且插孔(651)和三号导钉孔(642)相连通;两个所述销钉导正插管(8)分别穿插安装在两个插孔(651)内。
5.根据权利要求4所述的销钉自动上料装置,其特征在于:经销钉送料振动盘(7)振动而出的销钉通过销钉输送软管进入到销钉导正插管(8)内,然后,在上料过程中依次经过三号导钉孔(642)、二号导钉孔(631)和一号导钉孔(611)。
6.根据权利要求3所述的销钉自动上料装置,其特征在于:两个所述气管接头(9)均穿插安装在导钉板(64)上,两个所述气管接头(9)分别与两个二号导钉孔(631)相配合。
技术总结
本技术公开了销钉自动上料装置,包括一号台架和二号台架、销钉输送软管、带气泵的气源和输气管,所述二号台架、销钉输送软管、输气管均设置有两个,两个所述二号台架分别位于一号台架的两侧,两个所述二号台架的上端均安装有销钉送料振动盘,所述一号台架的上端安装有导轨,所述导轨的上端滑动安装有滑块,所述滑块的上端安装有销钉送料结构,所述一号台架的后端安装有一号驱动组件,所述一号驱动组件的输出端与销钉送料结构的后端传动连接。本技术所述的销钉自动上料装置,实现了一次上料两个销钉的效果,销钉的上料效率高,可以满足发动机连杆杆身上两个销钉孔内同时进行销钉压装的作业需要,可以提高发动机连杆杆身上压装销钉的效率。
技术研发人员:邱丰成,邱志斌
受保护的技术使用者:昆山力比格智能科技有限公司
技术研发日:20221219
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!