轮毂快装工装吊具的制作方法
本技术涉及工装吊具,具体涉及一种轮毂快装工装吊具。
背景技术:
1、轮毂是轮胎内廓支撑轮胎的圆桶形的、中心装在轴上的金属部件。目前,轮毂的吊运作业多采用尼龙吊带、钢钩吊具。其中,尼龙吊带吊运时需要对轮毂总成进行捆绑,吊运到目标位置后需要再次拆卸,操作费工费时;而普通的钢钩吊具的可悬挂点不在零件重心位置,吊起轮毂时,轮毂在重力作用下向一边倾斜,极易滑落伤人,且轮毂倾斜吊运,不方便装卸。而且在起吊是需要对准特定位置才能吊起轮毂。
技术实现思路
1、为克服现有技术的不足,本实用新型提出一种轮毂快装工装吊具,结构轻巧,能够提高抓取的准确率,实现安全快速的平移。
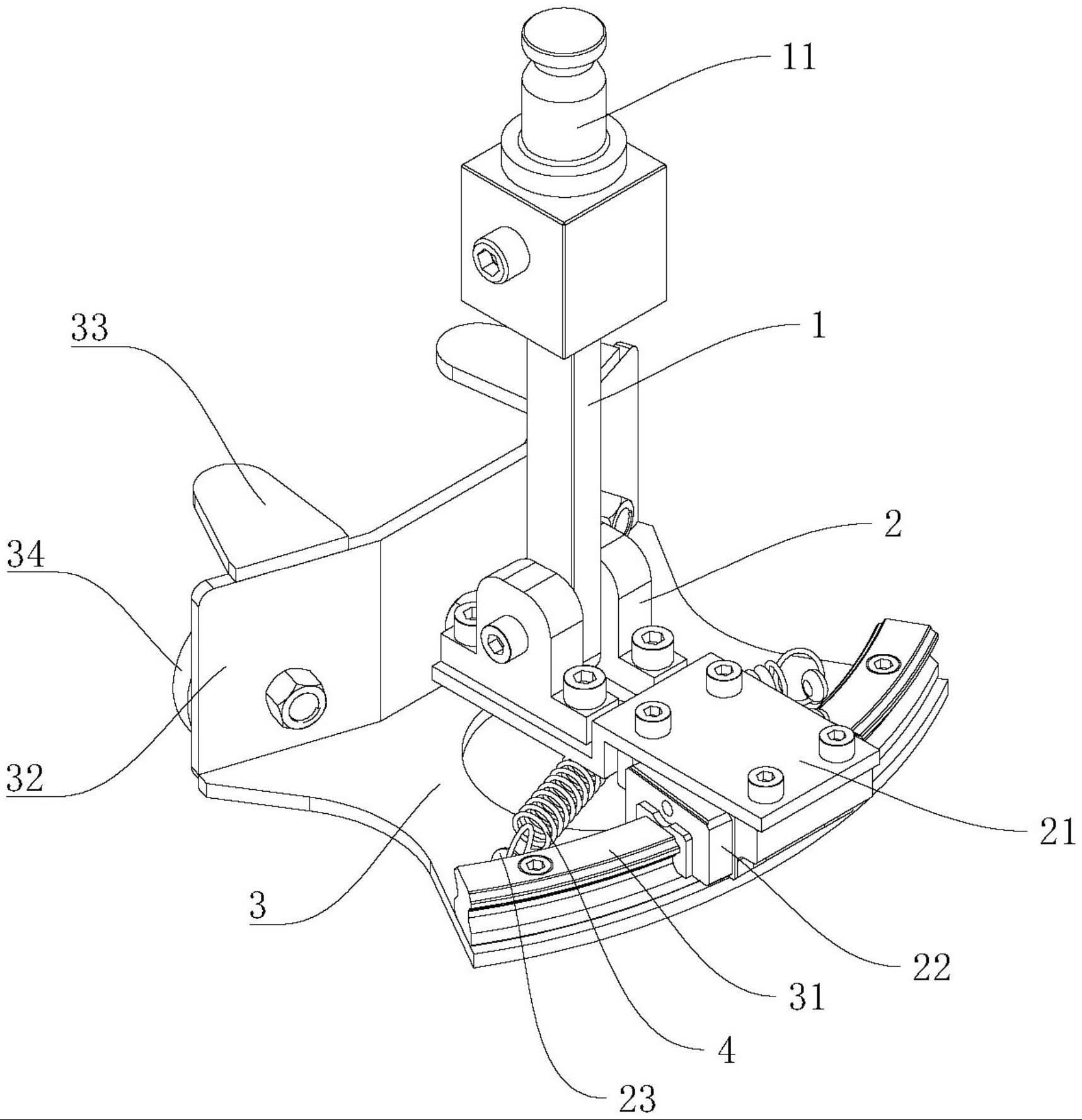
2、为实现上述目的,本实用新型的轮毂快装工装吊具包括刚性联杆,刚性联杆的一端设有用于连接外部吊装设备的快装接口,刚性联杆的另一端转动连接有立式轴承座,立式轴承座上设有安装基板,安装基板上设有安装底座,安装基板远离立式轴承座的一端设有导轨滑块,安装底座的一端设有弧形导轨,导轨滑块滑动连接在弧形导轨上,安装底座上设有若干用于吸住轮毂的强磁铁。
3、进一步地,安装底座远离弧形导轨的一端设有吸附板,吸附板垂直于安装底板,强磁铁设置在吸附板远离弧形导轨的一面。
4、进一步地,吸附板远离安装底座的一边设有若干快速定位挡块,快速定位挡块垂直于吸附板并向远离弧形导轨的方向延伸。
5、进一步地,吸附板为两端向远离弧形导轨方向内折的,吸附板上设有3个强磁铁,两侧强磁铁与中间的强磁铁形成内折状。
6、进一步地,安装底座上设有分别位于立式轴承座两侧的弹簧安装扣,两侧弹簧安装扣上分别连接有弹簧,立式轴承座底部两侧分别设有弹簧定位扣,弹簧远离弹簧安装扣的一端连接在位于立式轴承座同侧的弹簧定位扣上。
7、本实用新型首选实施方式的轮毂快装工装吊具结构轻巧,可匹配各类提升设备,能够提高抓取的准确率,实现安全快速的平移,降低了工作强度,解放了劳动力。
技术特征:
1.一种轮毂快装工装吊具,其特征在于,包括刚性联杆(1),所述刚性联杆(1)的一端设有用于连接外部吊装设备的快装接口(11),所述刚性联杆(1)的另一端转动连接有立式轴承座(2),所述立式轴承座(2)上设有安装基板(21),所述安装基板(21)上设有安装底座(3),所述安装基板(21)远离立式轴承座(2)的一端设有导轨滑块(22),所述安装底座(3)的一端设有弧形导轨(31),所述导轨滑块(22)滑动连接在弧形导轨(31)上,所述安装底座(3)上设有若干用于吸住轮毂的强磁铁(34)。
2.根据权利要求1所述的轮毂快装工装吊具,其特征在于,所述安装底座(3)远离弧形导轨(31)的一端设有吸附板(32),所述吸附板(32)垂直于安装底板,所述强磁铁(34)设置在吸附板(32)远离弧形导轨(31)的一面。
3.根据权利要求2所述的轮毂快装工装吊具,其特征在于,所述吸附板(32)远离安装底座(3)的一边设有若干快速定位挡块(33),所述快速定位挡块(33)垂直于吸附板(32)并向远离弧形导轨(31)的方向延伸。
4.根据权利要求2所述的轮毂快装工装吊具,其特征在于,所述吸附板(32)为两端向远离弧形导轨(31)方向内折的,所述吸附板(32)上设有3个强磁铁(34),两侧所述强磁铁(34)与中间的强磁铁(34)形成内折状。
5.根据权利要求1所述的轮毂快装工装吊具,其特征在于,所述安装底座(3)上设有分别位于立式轴承座(2)两侧的弹簧安装扣(23),两侧所述弹簧安装扣(23)上分别连接有弹簧(4),所述立式轴承座(2)底部两侧分别设有弹簧定位扣,所述弹簧(4)远离弹簧安装扣(23)的一端连接在位于立式轴承座(2)同侧的弹簧定位扣上。
技术总结
本技术提出一种轮毂快装工装吊具,包括刚性联杆,刚性联杆的一端设有用于连接外部吊装设备的快装接口,刚性联杆的另一端转动连接有立式轴承座,立式轴承座上设有安装基板,安装基板上设有安装底座,安装基板远离立式轴承座的一端设有导轨滑块,安装底座的一端设有弧形导轨,导轨滑块滑动连接在弧形导轨上,安装底座上设有若干用于吸住轮毂的强磁铁。该吊具结构轻巧,能够提高抓取的准确率,实现安全快速的平移。
技术研发人员:陈绍昌
受保护的技术使用者:南京峰重工业设备有限公司
技术研发日:20221220
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!