用于二次电池的隔板的原材料供应装置的制作方法
本发明涉及一种用于二次电池的隔板的原材料供应装置。具体而言,本发明涉及一种与用于二次电池的隔板的卷型原材料有关的、能够通过将使用中的原材料的端部与新原材料的端部自动结合而连续地供应原材料的设备。本技术主张基于在2021年4月15日递交的韩国专利申请第10-2021-0048930号的优先权权益,该韩国专利申请的全部内容通过引用并入本文中。
背景技术:
1、二次电池是通过利用电化学反应来持续地反复充电和放电而可半永久性使用的化学电池,其被分为铅酸电池、镍镉电池、镍氢电池、和锂二次电池。在它们之中,锂二次电池与其他电池相比具有优异的电压和能量密度特性,由此引领二次电池市场,其根据电解质的类型而被分为使用液体电解质的锂离子二次电池和使用固体电解质的锂离子聚合物二次电池。这种锂二次电池由正极、负极、和电解质构成,此外隔板通常位于正极和负极之间以防止因它们的直接接触导致的正极和负极之间的短路。
2、在这种隔板中,包括诸如聚乙烯和聚丙烯之类的聚烯烃基聚合物树脂的各种树脂被用作原材料,并且原材料主要以卷的形式供应。当因使用中的原材料的耗尽而供应新原材料时,可通过将使用中的原材料的端部和新原材料的端部结合而连续地供应原材料,其中结合胶带主要用于将使用中的原材料和新原材料结合。然而,在这种情况下,因引入被称为结合胶带的新材料而在整个过程中存在额外的要求,并且存在结合区域因结合胶带的粘附力、结合位置、和类似者而未以一定强度均匀地固定的问题。
3、除此之外,当展开原材料以便供应卷型原材料时,通常供应有附接至原材料一侧的由诸如聚对苯二甲酸乙二醇酯(pet,polyethylene terephthalate)之类的材料制成的保护膜,以便分离和保护原材料。然而,在将使用中的原材料和新原材料结合之前,这种保护膜也必须要被除去,因此就整个过程而言必须考虑这一要求。
4、在这一技术领域中,关于替换以上提及的原材料,在某种程度上已经引入自动化系统,但难以满足各种要求,并因此一些工作不得不手动完成,因而工作效率并非优异。因此,就功能性而言使用结合胶带的方法需要被补充。
5、相应地,本发明的发明人研究能够解决以上提及的问题的用于二次电池的隔板的原材料供应装置,结果完成了本发明。
6、[现有技术文献]
7、[专利文献]
8、韩国待审专利公开第10-2021-0009009号
技术实现思路
1、技术问题
2、为解决以上问题,本发明的发明目的在于提供一种与用于二次电池的隔板的卷型原材料有关的、能够使用超声波而将现有的原材料和供应的原材料自动结合的原材料供应装置。
3、技术方案
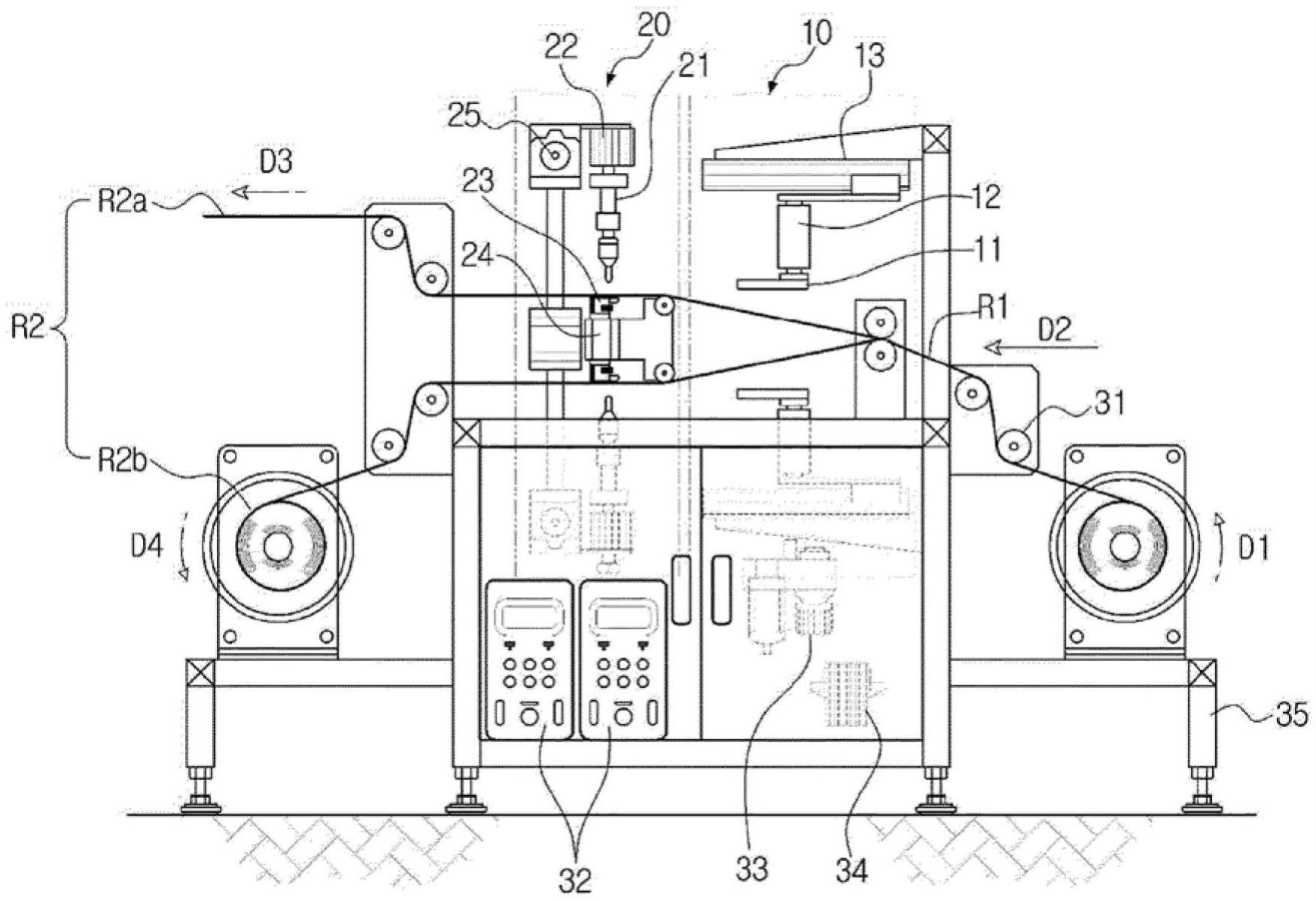
4、本发明提供一种用于二次电池的隔板的原材料供应装置,包括:用于使供应的所述原材料r1的端部移动至现有的所述原材料r2的端部的运送单元10;和用于将供应的所述原材料r1的端部和现有的所述原材料r2的端部结合的结合单元20。
5、在本发明的一个实施方式中,所述运送单元10包括第一吸附垫11、第一上下运送气缸12、和前后运送气缸13,并且所述吸附垫11吸附并固定供应的所述原材料r1的端部,所述第一上下运送气缸12使所述第一吸附垫11上下移动,并且所述前后运送气缸13使所述第一吸附垫11前后移动。
6、在本发明的一个实施方式中,所述结合单元20包括超声变幅杆21、第二上下运送气缸22、第二吸附垫23、第三上下运送气缸24、和左右运送气缸25,其中所述超声变幅杆21将超声波的振动能量传输至作为结合目标的供应的所述原材料r1,并将供应的所述原材料r1和现有的所述原材料r2结合,所述第二上下运送气缸22使所述超声变幅杆21上下移动,所述第二吸附垫吸附并固定现有的所述原材料r2的端部,所述第三上下运送气缸24使所述第二吸附垫23上下移动,并且所述左右运送气缸25使所述超声变幅杆21移动至右侧或左侧。
7、在本发明的一个实施方式中,供应的所述原材料r1和现有的所述原材料r2分别包括隔板材料和保护膜材料,并且包括所述第一吸附垫11、所述第一上下运送气缸12、和所述前后运送气缸13的所述运送单元10的构成、和包括所述超声变幅杆21、所述第二上下运送气缸22、所述第二吸附垫23、所述第三上下运送气缸24、和所述左右运送气缸25的所述结合单元20的构成存在两个,从而可单独处理所述隔板材料和所述保护膜材料,并且相同的两个构成各自上下分离且围绕中心轴对称地布置。
8、在本发明的一个实施方式中,供应的所述原材料r1在所述保护膜材料涂覆在所述隔板材料上的状态下被供应至所述原材料供应装置,并且在两个所述第一吸附垫11分别吸附所述隔板材料的端部和所述保护膜材料的端部之后,所述隔板材料和所述保护膜材料通过连接至每个所述第一吸附垫11的所述第一上下运送气缸12而分离。
9、在本发明的一个实施方式中,通过所述结合单元20释放的所述隔板材料被输入至所述二次电池的生产线,通过所述结合单元20释放的所述保护膜材料恢复成卷的形式,并且为了工作效率所述隔板材料朝向所述装置的上部分离而所述保护膜材料朝向所述装置的下部分离。
10、在本发明的一个实施方式中,所述第一吸附垫11覆盖供应的所述原材料r1的端部的两角,并且包括所述超声变幅杆可移动穿过至与供应的所述材料r1接触的开口。
11、在本发明的一个实施方式中,供应的所述原材料r1通过展开卷形式的供应的所述原材料r1而被供应至所述运送单元10,并且当被吸附至所述吸附垫11的供应的所述原材料r1的端部通过所述运送单元10的所述第一上下运送气缸12和所述前后运送气缸13而移动至现有的所述原材料r2的端部时,供应的所述原材料的张力保持在基于卷形式的供应的所述原材料的张力的90%至110%。
12、在本发明的一个实施方式中,所述原材料供应装置进一步包括在卷形式的供应的所述原材料和所述运送单元10之间的多个辊31,并且所述多个辊31在卷形式的供应的所述原材料被供应至所述运送单元10时使供应的所述原材料的移动路径形成之字形图案。
13、在本发明的一个实施方式中,所述运送单元10使供应的所述原材料r1移动,同时与现有的所述原材料r2在纵向上重叠5mm至20mm。
14、在本发明的一个实施方式中,所述结合单元20通过使用所述第二上下运送气缸22而使所述超声变幅杆21定位成与供应的所述原材料r1和现有的所述原材料r2的重叠部分的另一侧中的供应的所述原材料r1接触,将超声波施加至所述超声变幅杆21,并且在使用所述左右运送气缸25导致在宽度方向上向左和向右移动的同时使供应的所述原材料r1和现有的所述原材料r1焊接。
15、在本发明的一个实施方式中,施加至所述超声变幅杆21的超声波的频率为10khz至50khz。
16、在本发明的一个实施方式中,所述原材料供应装置进一步包括用于生成超声波以便将超声波施加至所述超声变幅杆21的超声发生器32。
17、在本发明的一个实施方式中,所述原材料供应装置进一步包括用于驱动所述运送气缸和所述吸附垫的气动控制器33和气动信号发生器34。
18、有益效果
19、对于卷形式的原材料,根据本发明的用于二次电池的隔板的原材料供应装置可将现有的原材料和供应的原材料自动结合。
20、当将现有的原材料和供应的原材料结合时,可在没有使用胶带的情况下通过使用超声焊接法而获得诸如简化工艺和改善粘附力之类的效果。
21、除此之外,即使对于供应有涂覆在隔板材料上的保护膜材料的卷形式的原材料而言,其也无需特定的手动工作,并且可自动分离和供应。
- 还没有人留言评论。精彩留言会获得点赞!