扶手和制造扶手的方法与流程
本发明涉及用于移动步道、自动扶梯等的扶手以及制造这种扶手的方法。
背景技术:
1、由sbr(苯乙烯-丁二烯橡胶)、csm(氯磺化聚乙烯,例如,hypalon)、epdm(三元乙丙橡胶)、epm(乙丙橡胶)和cpe(氯化聚乙烯)制成的扶手在现有技术中是已知的。这些材料由于具有必要的阻力,因此满足扶手顶部结构的要求。然而,这些材料非常笨重,这就是它们难以组装的原因。因此,必须使用溶剂和/或粘合剂来手动组装和安装扶手。换句话说,这种扶手必须用手逐层组装。因此,制造成本非常高,并且生产所需时间的增加对制造效率有不利影响。此外,这些材料具有较差的粘合特性,这就是为什么它们必须使用溶剂和粘合剂涂覆到下部结构的原因。溶剂的使用在职业健康和安全以及结构措施(例如,需要通风、防护面罩等)方面带来了进一步的问题。此外,手动组装存在引入污染物并导致顶部结构和下部结构之间的粘附力丧失的风险。由于手动工作的比例较高,因此更容易出错。
技术实现思路
1、因此,本发明的目的是提供一种能够通过机器制造、具有高耐用性并且可以在不使用溶剂的情况下通过机器生产的扶手。
2、该目的通过具有权利要求1的特征的用于移动步道、自动扶梯等的能够安装在引导元件上的扶手以及具有权利要求15的特征的用于制造扶手的方法来实现。优选的实施例是从属权利要求的主题。
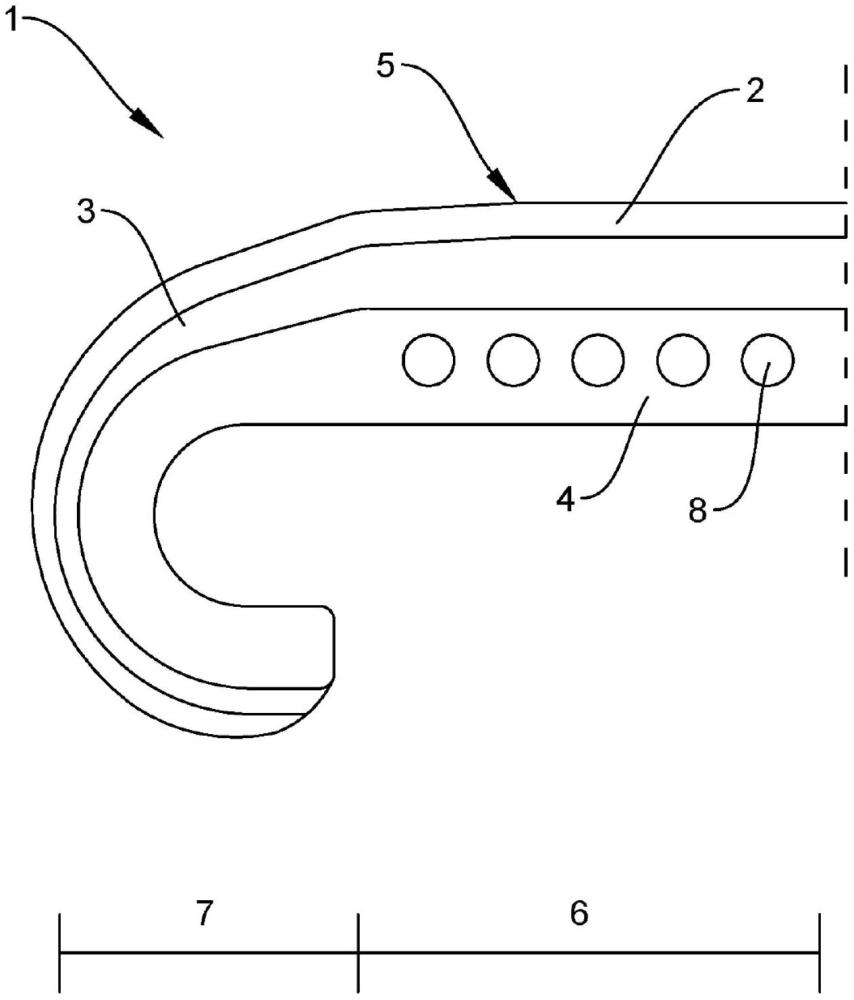
3、根据本发明的一方面,提供了一种用于移动步道、自动扶梯等的能够安装在引导元件上的扶手,其中,扶手沿其轮廓方向具有基本上恒定的横截面。优选地,扶手包括布置在或能够布置在引导元件上的下部结构。优选地,扶手包括具有至少一个粘合层和顶层的顶部结构,其中,顶层和粘合层的材料优选地是不同的。特别地,顶部结构可以通过粘合层附接到下部结构。
4、与已知的现有技术相比,本实施例中的顶部结构可以由至少两种不同的材料制成。顶部结构的暴露在环境中的顶层可以由非常耐用的材料形成,以便使扶手具有对环境影响的高抵抗力。另一方面,粘合层可用于连接顶层(或顶部结构)和下部结构。换句话说,由于顶层难以连接到下部结构的其他材料并通常需要增粘剂(例如,溶剂和/或粘合剂)和大量的体力劳动,因此本发明提供了一种粘合层,该粘合层可以在没有增粘剂和没有过量体力劳动的情况下将顶层连接到下部结构。顶层和粘合层可以通过顶部结构的制造过程(例如,共挤出过程)利用材料结合相互连接。这可以显著提高扶手的制造过程的效率。因此,顶部结构可以是多层顶部结构。
5、例如,顶层和粘合层可以通过制造过程(例如,通过挤出、压制、硫化、压延等)利用材料结合相互连接,而粘合层可以以不同的方式附接/连接到下部结构。换句话说,顶层可以是两层元件。此外,顶层可以通过材料结合连接到粘合层和具有强化剂/涂层的织物。粘合层可以具有与下部结构匹配的材料,使得可以容易地进行连接。为此,粘合层和下部结构可以包括彼此呈惰性的材料,即相互不产生化学影响。这特别地可以通过包括相同材料或者相互友好或兼容的材料的下部结构和粘合层来实现。因此,可以在顶部结构和下部结构之间提供有利的连接。因此,顶部结构和下部结构的组装可以通过机器实现,从而可以提高制造效率。此外,不需要使用增粘剂,这可以减少工作人员的工作量。顶部结构可以是单独制造的半成品,该半成本在完成之后可以附接到也被制造为半成品的下部结构。换句话说,顶部结构可以安装在下部结构上,或在下部结构上是可安装的。由于下部结构和顶部结构可以相互独立地制造(例如,在不同的位置),因此这增加了扶手制造的可变性。在此讨论的各个层(例如,顶层、体积层、下部结构)可以形成体积层,即在所有三个空间方向上具有延伸的层。顶部结构可以是单独制造的元件。一旦提供了顶部结构,就可以将其连接到下部结构。由于顶部结构上的粘合层,顶部结构与下部结构的后续连接也可以容易且有效地进行。特别地,这可以实现机器组装。
6、优选地,顶部结构布置在下部结构上并与其连接,使得顶部结构不能相对于下部结构移动。此外,顶部结构(特别是,顶层)可以至少部分地包围或覆盖下部结构并暴露在环境中,从而保护下部结构免受环境影响。例如,顶部结构仅由两层构成,即粘合层和顶层。粘合层可以具有粘性或粘附性,使得其可以容易地附接到下部结构。由于顶部结构的两种不同材料,可以增加扶手的生产和规划的可变性。例如,顶层可以根据扶手的使用位置和其要承受的环境影响来选择,即基于诸如阻燃性、无风化成分、耐臭氧性、抗紫外线性和/或耐温性等环境参数。相对地,粘合层可以选择成使得顶部结构可以在不使用溶剂的情况下以足够的粘合强度固定到合适的下部结构。
7、上面安装有或能够安装扶手的引导元件例如可以是导轨或导轨系统,扶手至少部分地包围该导轨或导轨系统。扶手可以在轮廓的方向上相对于引导元件移动。上面设置有扶手的自动扶梯或移动步道可以具有驱动器,使得扶手可在轮廓方向上相对于引导元件移动。为此,自动扶梯或移动步道可以具有在特定方向和/或形状上推动扶手的偏转辊和/或驱动辊。因此,对于扶手来说有利的是,具有足够牢固地相互连接的顶部结构和下部结构,使得当扶手运行时它们不会彼此分离。
8、在这种情况下,基本上恒定的横截面(特别是,在轮廓方向上)可能意味着一个横截面的尺寸与另一横截面相比基本上保持相同。尺寸的变化可以在制造公差的范围内,同时仍然提供基本上恒定的横截面。换句话说,从一个横截面到下一个横截面的尺寸变化最多可以是5%。
9、下部结构可以是被设计为在引导元件上滑动和/或将扶手保持在引导元件上的元件。此外,下部结构可以为扶手提供稳定性,以防止意外变形。为此,下部结构可被设计为框架(carcass),其可以具有至少一个加强元件。例如,下部结构可以具有织物结构、纤维和/或横向和/或纵向于轮廓方向延伸的拉伸元件。优选地,下部结构包括至少一个下部结构层(例如,体积层)。下部结构层可以包括至少一个加强元件。例如,拉伸元件可以布置(例如,嵌入)在下部结构层中。下部结构可以包括两至四层。这确保了下部结构一方面足够轻,另一方面足够强。下部结构可以以原始状态提供。替代地,下部结构也可以以硫化状态提供。一旦提供了下部结构,就可以将顶部结构放置在其顶部。此外,下部结构可以具有被设计为与引导元件接触的滑动层。
10、这意味着下部结构不必满足与顶层相同的抗环境影响的高标准,而是可以由更便宜的材料制成。因此,可以降低扶手的总体制造成本。此外,顶层可以具有恒定的材料厚度(即,在横向于轮廓方向的方向上和在横截面中的厚度)。可以通过改变粘合层的材料厚度来提供期望的结构厚度。一方面,这简化了顶层的生产(因为在此只需要生产恒定的厚度),另一方面,实现了成本的进一步降低。
11、优选地,顶层包括csm(氯磺化聚乙烯),并且粘合层包括sbr(苯乙烯-丁二烯橡胶)。在这种情况下,两种材料的优点可以最佳地互补,以提供高效的顶部结构。更具体地说,csm具有足够的抗环境影响能力,而sbr是一种具有成本效益的材料,因此可以降低顶部结构的材料成本。此外,具有sbr的粘合层可以容易地施加到下部结构,而无需增粘剂,这进一步简化了生产。顶层和粘合层可以通过共挤出以材料结合的方式相互连接。
12、优选地,顶层包括epdm(三元乙丙橡胶)、tpe(热塑性弹性体)、epm(乙丙橡胶)、cpe(氯化聚乙烯)、csm(氯磺化聚乙烯)、海帕伦(hypalon)、pu(聚氨酯)、sbr(苯乙烯丁二烯橡胶)、nbr(丁腈橡胶)和/或nr(天然橡胶)。上述材料可以表示基础聚合物,其可以通过其他添加剂扩展。以此方式,可以产生诸如不同弹性和/或阻力等不同特性。例如,可以将炭黑用作添加剂。以此方式,可以在实现阻燃顶层的同时,提供顶层在耐臭氧、抗紫外线和/或耐温度方面所要求的性能。由于存在粘合层,不必关注顶层中的材料与下部结构的任何不相容性。这增加了顶层的规划和执行的自由度。
13、优选地,粘合层包括epdm(三元乙丙橡胶)、tpe(热塑性弹性体)、epm(乙丙橡胶)、cpe(氯化聚乙烯)、csm(氯磺化聚乙烯)、海帕伦、pu(聚氨酯)、sbr(苯乙烯-丁二烯橡胶)、nbr(丁腈橡胶)、nr(天然橡胶)、cr(氯丁橡胶)。上述材料可以表示基础聚合物,其可以通过其他添加剂扩展。特别地,sbr和/或cr是相对便宜的材料(与顶层的材料相比),并且具有粘性或粘结性,使得粘合层可以容易地固定到下部结构(例如,框架)。这意味着不需要增粘剂,特别是不需要溶剂来将具有粘合层的顶部结构附接到下部结构。这使得处理这两个半成品变得更加容易。此外,粘合层可被设置为使得其可以补偿下部结构中的不平坦性,从而保证扶手的平坦表面(其中顶层的材料厚度恒定)。例如,下部结构可以包括由钢带制成的拉伸元件,其仅设置在中心区域中(下面将进一步详细说明),使得下部结构在横截面中具有可变的材料厚度,这可以例如通过粘合层来补偿。这允许顶层特别是在硫化状态下具有平坦的表面。平坦的表面有利于使用者抓握,这就是扶手可以给使用者提供良好抓握的原因。优选地,粘合层是用于补偿不平坦性的唯一层。
14、优选地,扶手在横向于轮廓方向的横截面中具有两个,特别是弯曲的边缘区域以及连接这些边缘区域的中心区域。中心区域可以是平坦的。换句话说,中心区域可以没有曲率。因此,中心区域可以更容易制造。此外,中心区域可被设计为使得中心区域中的顶层、粘合层和下部结构具有恒定的材料厚度。相对地,可以在两个边缘区域中减小材料厚度,特别是减小下部结构的材料厚度。优选地,从中心区域和边缘区域之间的连接点开始,每个边缘区域中的至少一层的材料厚度在相应边缘区域的总延伸的前三分之一中减小。已经发现,由此需要更小的弯曲力来在引导元件和/或引导辊上引导扶手。因此可以减少驱动扶手所需的能量。通过减小材料厚度,可以在仍实现扶手的高阻力的同时,更有效地使用材料。此外,扶手保持柔性,因此可以以低能量需求驱动扶手。优选地,边缘区域相对于延伸穿过扶手轮廓的重心的轴线对称。此外,边缘区域可以在横向于轮廓方向的横截面中具有弯曲形状。更具体地,边缘区域可被设计为使得它们部分地包围引导元件,以便将扶手保持在引导元件上。除了能够将具有弯曲边缘区域的扶手安装在引导元件上以外,弯曲边缘区域还可以防止使用者的手指夹在引导元件和扶手之间。从而可以避免对使用者造成伤害。特别地,边缘区域可以弯曲为使得扶手具有基本上c形的横截面。
15、优选地,粘合层具有恒定的材料厚度。换句话说,粘合层的厚度可以在边缘区域和中心区域上是恒定的。这可以使粘合层更容易制造。总的来说,可以因此简化扶手的制造。
16、优选地,粘合层在中心区域中具有比在边缘区域中更大的材料厚度。这意味着由于与顶层和/或下部结构的材料相比,粘合层可以由便宜的材料制成,因此可以成本效益高地实现扶手所需的厚度。此外,与顶层相比,粘合层可以具有更低的抗弯性。这可以防止整个扶手的偏转特性受到具有更大材料厚度的粘合层的显著负面影响。在边缘区域中,粘合层可以具有更小的材料厚度,这足以将顶部结构固定到下部结构。由于边缘区域因其弯曲形状增大了扶手的抗偏转性,因此有利的是保持边缘区域的区域中的粘合层的较小材料厚度。优选地,下部结构在中心区域中具有比在边缘区域中更大的材料厚度。
17、优选地,顶层在中心区域和边缘区域中具有基本上恒定的材料厚度。“基本上”可以意味着材料厚度在制造公差范围内可以是恒定的。换句话说,高达11%的偏差仍可在制造公差范围内。由于仅需要生产恒定的体积层,因此可以特别容易地生产顶层。例如,共挤出工艺是合适的制造方法。顶层可以被挤压三次以上以形成半成品。优选地,粘合层在共挤出过程中与顶层一起在单个步骤中生产。这使得可以在顶层和粘合层之间形成材料结合。顶层可以是足够薄的以提供期望的对环境影响的抵抗力并覆盖粘合层。这可以确保扶手的抗弯性保持最小,并且因此可以有效地操作扶手。此外,顶部结构的共挤出可以提高整个扶手的唇缘刚度。扶手的高唇缘刚度确保了扶手在引导元件上的良好保持。换句话说,具有高唇缘刚度的扶手需要较大的力来将扶手以垂直于轮廓的方向拉离引导元件。
18、优选地,顶部结构在中心区域中的材料厚度与扶手的横向于扶手轮廓方向的宽度的比率在0.0012至0.08的范围内,优选地在0.01至0.065的范围内。已经发现,在这些范围内,实现了扶手的特别低的抗偏转性,由此可以提高扶手运行中的能量效率。更具体地,扶手在运行期间被弯曲多次,以例如遵循自动扶梯的形状,使得可以通过减小抗偏转性来实现更有效的操作(即,驱动扶手)。然而,同时,扶手具有足够的稳定性,以确保即使在力横向于轮廓方向作用的情况下扶手也不会从引导元件脱离。特别是当顶层使用刚性材料时,存在扶手的抗弯性增大的风险,导致扶手在使用时的能效和使用寿命降低。在上述定义的范围中,发现扶手运行期间的能量效率和扶手对环境影响的抵抗力都有利地增加。
19、优选地,在中心区域中,下部结构的材料厚度与顶层的材料厚度的比率在1.25至50的范围内,优选地在2.5至16的范围内。1.25至50的范围是基于以下认识:下部结构主要负责确保整个扶手的结构稳定性,特别是拉伸稳定性。特别地,顶层主要用作抵抗环境应力(例如,臭氧、紫外线和温度)的抵抗层,并且还可以提供阻燃屏障。在1.25至50的范围内,提供了一种能提供减小抗偏转性和足够稳定性的最佳平衡的扶手。这一方面确保了扶手的有效运行,另一方面确保了引导元件对扶手的可靠引导。此外,扶手可以提高对外部环境影响的抵抗力。相对地,2.5至16的范围具有使扶手的延展性最小化的优点,这意味着可以避免扶手的塑性伸长。扶手的伸长可能导致扶手在引导元件上的不准确的引导,并且导致驱动力不再能够最佳地传递到扶手。通过避免或减少扶手的伸长,可以提供特别耐用的扶手。
20、优选地,粘合层被设计为将顶部结构连接到下部结构,使得实现至少3n/mm2的粘合力,优选地实现至少6n/mm2的粘合力。优选地,粘合层和下部结构具有至少3n/mm2,优选地至少6n/mm2的粘合力(粘附力或粘合强度)。粘合力可以被定义为剥离粘合力或剥离力,它表示将一层材料从另一层材料上剥离所需的力,而无论这些材料层是柔性的、光滑的还是刚性的。该剥离力始终且仅在粘结表面的宽度上测量,因此需要更高的分离力。优选地,可以根据din en iso 22970:2021-04确定剥离力。特别地,粘合层可以具有实现粘合力的这种粘性(例如,化学结合性质)。另外,粘合层和/或与粘合层接触的下部结构的一侧可被构造为,除了化学结合(粘性)以外,还实现了机械结合(通过增加表面粗糙度)。3n/mm2的粘合力对于难以克服任何高度差的相对平坦的扶手(例如,移动步道)来说是特别优选的。至少6n/mm2的粘合力对于克服较大高度差并因此需要在环行期间弯曲多次的扶手的自动扶梯来说是有利的。扶手的耐用性(即,顶部结构与下部结构之间的连接)只能通过相应高的粘合力来保证。
21、优选地,顶部结构是共挤出产品。因此,顶部结构可以作为半成品与下部结构分开地共挤出。顶层和粘合层由于它们可流动的聚集状态而可以在共挤出过程中彼此结合。这意味着顶层和粘合层中的材料也可以结合在一起,否则只能使用溶剂或其他增粘剂进行结合。因此,本发明的优点是不需要增粘剂来将顶层与粘合层结合。因此,顶部结构的组装可以通过机器进行,这可以提高组装的精度。此外,机械组装可以防止将杂质、污染物或尘垢引入到顶部结构中。因此,可以提供更高的扶手稳定性。共挤出产品的另一优点是材料分布特别均匀,这确保了顶部结构的高耐用性。顶部结构也可以通过两个、三个或更多个步骤来挤出,只要在粘合层和顶层之间实现材料结合即可。这意味着可以通过机器生产更复杂的顶部结构,而无需使用增粘剂。
22、优选地,顶部结构具有至少一个附加层,其优选地包括与下部结构相同的材料。这允许顶层能够适应于扶手的进一步要求。例如,扶手的阻尼特性可以由附加层提供。例如,可以使用附加挤出层将附加层挤出到已形成的顶部结构上。此外,附加层也可以与顶层和粘合层在共挤出过程中同时挤出。由于附加层优选地包括与下部结构相同的材料,因此附加层也可以容易地附接到下部结构。这确保了顶部结构与下部结构的最佳粘合。替代地,可以通过压延将一个附加层或多个附加层施加到顶部结构。以此方式,例如可以在扶手的生产线中有效且容易地实现扶手的期望材料厚度和/或其他特性。此外,由于顶部结构可以配备有附加层来实现期望的性能,因此无需调节下部结构的生产。因此,无需调节下部结构,只要调节顶部结构就足够了。从而,可以简化扶手的制造过程。
23、优选地,下部结构具有沿扶手的轮廓方向延伸的拉伸元件。优选地,下部结构的任务是确保扶手的结构稳定性。特别地,下部结构的任务是提供扶手的抗拉强度。为此,下部结构可以包括至少一个沿轮廓方向延伸的拉伸元件,该拉伸元件例如是钢丝绳、织物层、绳索带等。换句话说,拉伸元件可以沿扶手的运动方向延伸。优选地,拉伸元件仅布置在中心区域中,使得下部结构在中心区域中具有比在边缘区域中更大的材料厚度。拉伸元件可被设计为吸收张力。因此,拉伸元件可以负责确保扶手长度的任何变化保持在狭窄的限度内。因此,能够确保扶手在长时段内可靠地运行。
24、根据本发明的另一方面,提供了一种制造用于移动步道、自动扶梯等的可安装在引导元件上的扶手的方法,该方法包括以下步骤:共挤出包括至少一个粘合层和顶层的顶部结构,其中,顶层和粘合层的材料不同,并且利用粘合层将顶部结构附接到下部结构。换句话说,由顶层和粘合层构成的顶部结构以及下部结构被提供为两个单独生产的半成品,并且随后接合在一起。这意味着粘合层可以与下部结构相匹配,使得可以容易地利用粘合层将顶部结构附接到下部结构,而无需增粘剂(例如,溶剂)。这简化了扶手的生产,并且例如可以通过机器进行。
25、优选地,该方法还包括以下步骤:特别是通过压延,将第一附加层施加到顶部结构,其中,该至少一个附加层优选地包括与下部结构相同的材料。
26、优选地,多个顶部结构可以单独地挤出,并且在挤出之后接合在一起。这使得通过简单地添加附加层而无需改变制造过程即可实现具有期望特性和特定尺寸的顶部结构。
27、优选地,该方法还包括以下步骤:对下部结构进行硫化,或者对附接有顶部结构的下部结构进行硫化。换句话说,包括顶部结构和下部结构的扶手可以作为一个整体进行硫化,从而可以实现顶部结构和下部结构的牢固结合。替代地,可以在附接顶部结构之前对下部结构进行硫化,由于用于硫化的模具不必也容纳顶部结构,因此这可以在硫化期间节省能量。从而,可以提供特别节能的制造过程。
28、结合该装置提出的优点和特征也类似地适用于该方法,反之亦然。各个特征和相关优点可以彼此组合以形成新的实施例。
- 还没有人留言评论。精彩留言会获得点赞!