双驱主动伺服放线张力控制器及其张力控制原理的制作方法
本发明涉及一种双驱主动伺服放线张力控制器及其张力控制原理。
背景技术:
1、随着供线卷盘的不断开卷供线,供线的线卷会逐渐变小甚至被拉空,而线材在绕线和供线的过程中经常会出现张力松紧不一致的现象;同时,随着线材对骨架的不断绕线会使骨架上的线圈逐渐变大,这同样会造成绕线的张力和供线的张力出现松紧不一致的现象。目前,市面上的绕线张力器对线材张力的控制始终不能实现张力恒定的控制,为了解决这个问题,后来,市面上出现的一些线材张力控制器,这些线材张力控制器集成张力杆在其上面的,张力杆由于需要对线材的张力进行调节而不停在旋转摆动,当其摆动的频率越高,其对出线端的张力传感器检测线材张力的精度影响就会越大,特别是在对微细线材进行绕线时,其经常会导致线材出现张力不均匀、绕线质量大大降低和产品的成品率低等问题,这无疑增高了生产成本,其无法满足高精度恒定张力控制的放线要求及绕线要求。
技术实现思路
1、本发明要解决的技术问题是提供一种双驱主动伺服放线张力控制器及其张力控制原理,其整体的结构设计并采用其的张力控制原理实现能双传感器检测,控制系统能独立控制放线电机、第一导线电机和第二导线电机的工作,其中,第一导线电机与第二导线电机分别能驱动与之连接的导线轮工作,使设备整体的响应速度更快,线材张力的调节更加精准,其使线材始终能保持张力恒定及确保了线材张力调节的精度高,并能提高线材后续的绕线质量,其满足了企业高精度恒定张力控制的放线要求及绕线要求,且其特别适合对线径小、张力受力极限小和容易断线的微细线材进行放线、张力调节及绕线使用,其使张力杆实现能从张力控制器装置的结构中分离出来,使其能有效地解决了传统结构的张力控制器与张力杆是一体装备设置而导致摆动的张力杆严重影响检测线材张力精度的问题。本发明是通过以下技术方案来实现的:
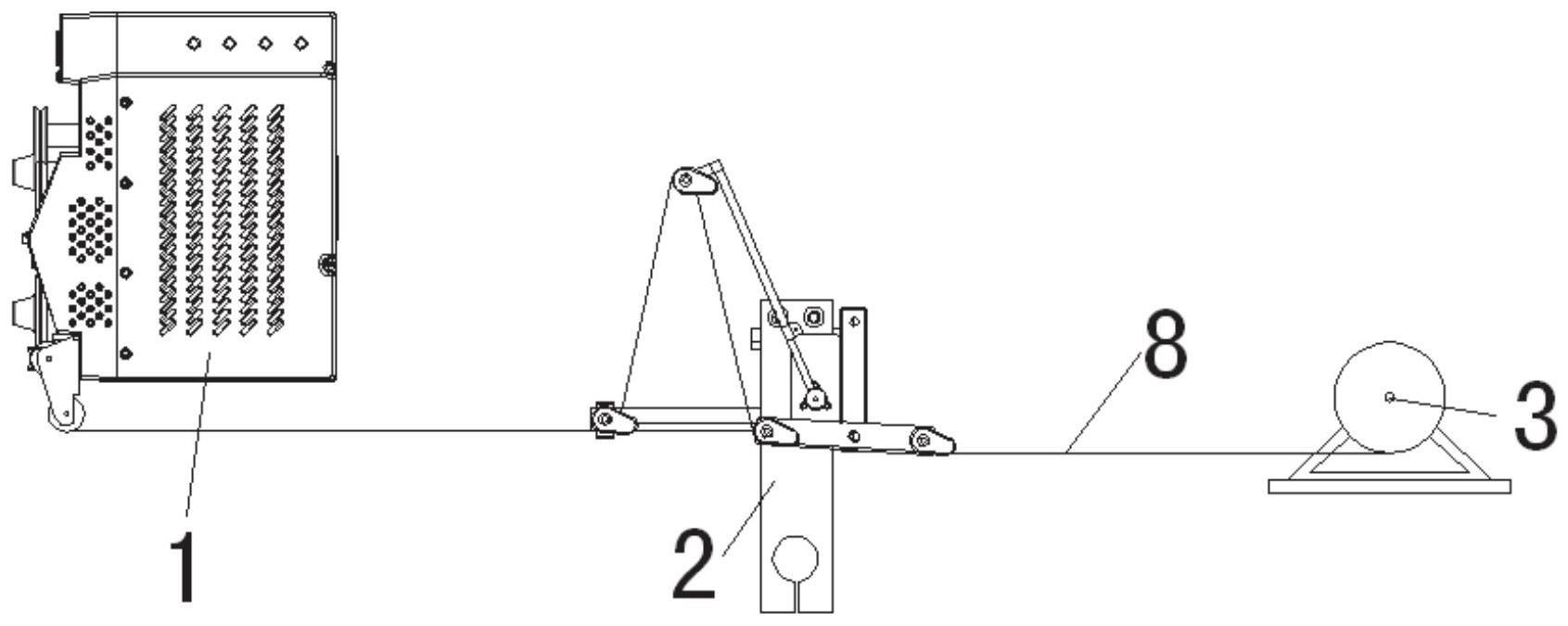
2、双驱主动伺服放线张力控制器,包括张力控制器装置,张力控制器装置的一侧设置有与之配套使用的放线张紧机构,放线张紧机构的一侧设置有与之配套使用的放线机构。
3、作为优选,张力控制器装置包括箱体,箱体的一侧设置有箱盖,箱体的正面设置有第一导线轮,第一导线轮的右上方设置有中间导线轮,第一导线轮的一侧设置有毛毡治具,毛毡治具内安装有清洁毛毡,贯穿毛毡治具的一端设置有调节螺栓,调节螺栓的一侧设置有压线轮,压线轮的一侧设置有张力传感器,毛毡治具的右下方设置有第二导线轮,第二导线轮下部的左右两侧分别设置有第一导线轮安装板和第二导线轮安装板,第一导线轮安装板面向第二导线轮的一侧设置有进线导线轮,第二导线轮安装板面向第二导线轮的一侧设置有出线导线轮。张力传感器可采用产地为西安、型号为gsp903的传感器,但不以此为局限。
4、作为优选,第一导线轮的上方设置有若干个编程操控键盘,若干个编程操控键盘的上面设置有显示器。显示器内置有分别与编程操控键盘、张力控制器装置、放线张紧机构和放线机构进行信号控制的控制器,或显示器内安装有分别与编程操控键盘、张力控制器装置、放线张紧机构和放线机构进行信号控制的控制系统,控制系统可采用但不局限于plc控制系统,控制器为plc可编程逻辑控制器,plc可编程逻辑控制器可采用产地为深圳、型号为xds-40t-d的可编程逻辑控制器,但不以此为局限。操作人员在生产前能根据生产的需要通过控制器或控制系统设置线材传送张力的数值范围和张力转角的设定值等参数。
5、作为优选,第一导线轮连接有第一导线电机,第二导线轮连接有第二导线电机。
6、作为优选,放线张紧机构包括张紧立板,张紧立板的上面设置有放线张紧导轮,放线张紧导轮的一侧设置有角度传感器,放线张紧导轮与角度传感器连接有张力杆;张紧立板的一侧设置有入线导轮支架,张紧立板的另一侧设置有出线导轮支架,入线导轮支架的左右两端分别安装有张紧入线导轮,出线导轮支架的端部安装有张紧出线导轮。张紧立板是对立板的功能性描述。角度传感器可采用但不局限于产地为广州、型号为89245-0e020的角度传感器。入线导轮支架和出线导轮支架均是对支架的功能性描述。
7、采用上述的技术方案后,其通过在张紧立板的一侧安装有出线导轮支架及在出线导轮支架中安装有张紧出线导轮,并在张紧立板的另一侧安装有入线导轮支架及在入线导轮支架的两端分别安装有张紧入线导轮,其还在张紧立板的前侧安装有角度传感器,张力杆的一端与角度传感器连接安装,张力杆的另一端安装有放线张紧导轮,当铜线从张紧入线导轮经放线张紧导轮传送到张紧出线导轮,并从张紧出线导轮导线传送出去;张力杆与放线张紧导轮的垂线相交形成的夹角为张力转角,铜线在供线的过程中,如果铜线张力过大,铜线会拉动放线张紧导轮向下摆动;当角度传感器感应到张力杆的张力转角大于设定值a1时,角度传感器会自动将其感应到的信号反馈到控制系统,控制系统接收信号后会控制放线电机加速放线,放线电机的主动放线能缓解铜线的张力,随着铜线的张紧程度有所缓解,张力杆渐渐向上摆动;当角度传感器感应到张力杆的张力转角小于或等于设定值a1时,角度传感器会自动将其感应到的信号反馈到控制系统,控制系统接收信号会控制放线电机停止放线。其通过角度传感器自动感应张力杆实时工作的张力转角值,使其实现能在铜线绕线张力过大时实现主动放线、供线,以缓解线材张力过大的现象,并能实时调节送线速度来配合绕线,以实现能调节绕线的张力,并实现能确保绕线张力的恒定,其不但保证了铜线绕线松紧程度的一致性及确保了绕线的工整性,同时,其还避免了线材张力过大时容易发生断线;当绕线停止时,随着张力杆的向上复位摆动,其能对供线时预留多余的线材进行张紧调节,以避免线材松散脱离各种导轮而无法对线材实现张力调节。
8、作为优选,进线导线轮设置有一个或多个,当进线导线轮设置为两个时,两个进线导线轮为垂直错位安装;出线导线轮设置有一个或多个,当出线导线轮设置为两个时,两个出线导线轮为垂直错位安装。
9、采用上述的技术方案后,线材(铜线)经两个垂直错位安装的进线导线轮传入张力控制器装置时,进线导线轮的设计能对线材(铜线)的张力调节进行限位和定位;其通过在毛毡治具内安装有两块清洁毛毡,且两块清洁毛毡为一前一后分布,纵向贯穿两块清洁毛毡设置有调节螺栓,使其实现通过调节螺栓能锁紧毛毡治具,从而实现能通过调节两块清洁毛毡的夹紧度来增加线材(铜线)与清洁毛毡之间的摩擦力,当线材(铜线)从进线导线轮传送经过毛毡治具时,两块清洁毛毡能对穿过其的线材(铜线)进行清洁,其使线材(铜线)实现能无灰尘绕线,以提高线材(铜线)绕线、排线的紧密度、平整度和清洁度,进而确保其整体的绕线效果好。当将线材(铜线)从毛毡治具依次绕过第一导线轮、第二导线轮、压线轮、中间导线轮和张力传感器牵引到出线导线轮,并从出线导线轮导线传出后,第一导线电机驱动第一导线轮转动及第二导线电机驱动第二导线轮转动时实现能自动对线材(铜线)进行送线,线材(铜线)经过张力控制器装置对其进行张力调节后会向绕线机构自动进行供线;当线材(铜线)传送经过压线轮时,压线轮能对线材(铜线)进行挡线,并将线材(铜线)压紧在第二导线轮的上面,使其能增加线材(铜线)与第二导线轮的接触长度,以实现能增加第二导线轮与线材(铜线)的接触面积,从而能加大第二导线轮传送线材(铜线)的摩擦力,进而能提高线材(铜线)的传送力;张力传感器用于实时检测线材(铜线)的张力,当张力传感器实时监测线材(铜线)张力的数值大于设定值或预设值时,张力传感器会将其实时监测的数值信号发送给控制系统或控制器,控制系统或控制器接收信号后分别控制第一导线电机和第二导线电机启动工作,使第一导线轮在第一导线电机的驱动下转动能对绕过其的线材(铜线)进行导线供线及第二导线轮在第二导线电机的驱动下转动能对绕过其的线材(铜线)进行导线供线;第一导线电机与第二导线电机分别在送线时能增加张力控制器装置与放线机构之间线材(铜线)传送的张力,当张力杆向下摆动,且角度传感器感应到张力转角大于设定值a1时,角度传感器会将其感应到的信号反馈到控制系统,控制系统会控制放线电机加速放线;其利用放线电机主动放线的方式来缓解线材(铜线)的张力,使放线张紧机构能很好地配合张力控制器装置进行线材恒定张力的调节;随着放线电机的加速放线,线材张力得以缓解;当线材张力恢复到设定值时,第一导线电机和第二导线电机停止工作,线材(铜线)随绕线运动而继续传送;同时,随着放线电机的加快放线,供线速度加快,张力杆会慢慢向上摆动而张紧线材;当角度传感器监测到张力转角恢复到设定值a1时,放线电机恢复常规的放线速度;绕线线圈的半径随着绕线越来越大和线盘线圈的半径随着放线越来越小时,线材(铜线)张力会不停变化,当张力传感器监测到线材张力发生变化(如张力变大)时,其通过设置第一导线电机与第二导线电机的扭矩来控制第一导线轮和第二导线轮分别与线材的摩擦力,使其实现能将第一导线轮和第二导线轮分别与线材的摩擦力转变为对线材的拉线传送力,使线材张力随着变化能随时调节,以保持了线材张力的恒定,防止微型线材因张力不恒定而导致张力突然变大并发生断线,其改变了传统的张力控制器与张力杆是一体装备设置,使其实现能将张力杆从张力控制器装置的结构中分离出来,以避免张力杆高频摆动而影响张力传感器的检测精度,其能提高张力传感器的检测精度及提高线材张力恒定调节的精度,并确保了线材张力的恒定;当绕线工作停止时,张力杆继续向上摆动而对绕线后的线材进行张紧调节,其能避免线材从各导轮中脱落。
10、作为优选,放线机构包括放线支架,放线支架的上面设置有放线电机,放线电机的一侧连接有放线主轴。
11、采用上述的技术方案后,线材(铜线)料卷是放置在线盘内,线盘安装在放线主轴上,当放线电机驱动放线主轴转动时能对铜线进行放线,其通过采用放线电机来主动放线,并与放线张紧机构与张力控制器装置配套使用,使其能减小线材绕线的张力,其特别适合线径小、张力受力极限小、且容易断线的微型线材绕线工艺使用。
12、作为优选,线材于张力控制器装置的传送路径为:线材从进线导线轮传入,并依次经清洁毛毡、第一导线轮、第二导线轮、压线轮、中间导线轮和张力传感器传送后再从出线导线轮传出。
13、本发明的有益效果为:1、其通过将张力杆从张力控制器装置的结构中分离出来,以解决了传统结构的张力控制器与张力杆是一体装备设置而导致张力杆严重影响检测线材张力精度的问题,同时,其将张力杆与放线张紧机构配套使用,使其通过放线张紧机构中的角度传感器能对张力杆实时工作的张力转角的角度值进行自动感应,使其实现能在线材绕线张力过大时实现主动放线和供线,以缓解线材张力过大的现象,并能实时调节送线速度来配合线材绕线,以实现能调节绕线的张力和实现能确保绕线张力的恒定,其不但保证了线材绕线松紧程度的一致性及确保了线材绕线的工整性,此外,其还避免了线材张力过大时容易发生断线。
14、2、其通过对张力控制器装置中的毛毡治具的结构进行设计,使其通过调节螺栓能锁紧毛毡治具,从而实现能通过调节两块清洁毛毡的夹紧度来增大线材与清洁毛毡之间的摩擦力,当线材从进线导线轮传送经过毛毡治具时,两块清洁毛毡能对穿过其的线材进行清洁,其使线材实现能无灰尘传送和无灰尘绕线,以提高线材绕线和排线的紧密度、平整度及清洁度,进而确保其整体的绕线效果好。
15、3、其通过将压紧轮与第二导线轮配套使用,当线材传送经过压线轮时,压线轮能对线材进行挡线,并将线材压紧在第二导线轮的上面,使其能增大线材与第二导线轮的接触长度,以实现能增大第二导线轮与线材的接触面积,从而能加大第二导线轮传送线材的摩擦力,进而实现能提高线材的传送力。
16、4、其通过设置第一导线电机与第二导线电机的扭矩来控制第一导线轮和第二导线轮分别与线材的摩擦力,使其实现能将第一导线轮和第二导线轮分别与线材的摩擦力转变为对线材的拉线传送力,其使线材的张力能随着生产的变化而随时调节,以保持线材张力的恒定,防止微型线材因张力不恒定突然导致张力变大而发生断线。
17、5、该双驱主动伺服放线张力控制器的结构设计并采用其张的张力控制原理实现能双传感器检测线材张力,控制系统能独立控制放线电机、第一导线电机和第二导线电机的工作,其中,第一导线电机与第二导线电机分别能驱动与之连接的导线轮工作,使设备整体的响应速度更快,线材张力的调节更加精准,其使线材始终能保持张力恒定及确保了线材张力调节的精度高,并能提高线材后续的绕线质量,其满足了企业高精度恒定张力控制的放线要求及绕线要求。
18、6、其通过将放线机构共同与放线张紧机构和张力控制器装置配套使用,使其实现能利用放线机构中的放线电机来主动放线,以减小线材绕线的张力,其特别适合线径小、张力受力极限小和容易断线的微型线材的绕线工艺使用。
- 还没有人留言评论。精彩留言会获得点赞!