一种压电叠堆驱动的送料装置及其工作方法
本发明涉及物料输送装置领域,尤其涉及一种压电叠堆驱动的送料装置及其工作方法。
背景技术:
1、近年来,随着科技的高速发展,各种高精密电子元器件的需求不断增长。但是由于高精密电子元器件的微型化,导致其生产和包装难度增大。因此设计和制造一种精度高、速度快、稳定性好的输送装置成为解决该问题的良好途径。现有用于高精密电子元器件的物料输送装置大多使用压电双晶片进行驱动,但是使用压电双晶片的弯曲振动进行驱动会对压电陶瓷片的性能和寿命产生影响。因此现有的压电振动送料装置存在工作寿命低、能量转化效率低等问题;并且由于装置结构固定,水平方向与竖直方向位移比难以调节,导致现有压电振动送料装置针对不同尺寸和重量的物料的输送性能差异较大。
技术实现思路
1、本发明所要解决的技术问题是针对背景技术中所涉及到的缺陷,提供一种压电叠堆驱动的送料装置及其工作方法。
2、本发明为解决上述技术问题采用以下技术方案:
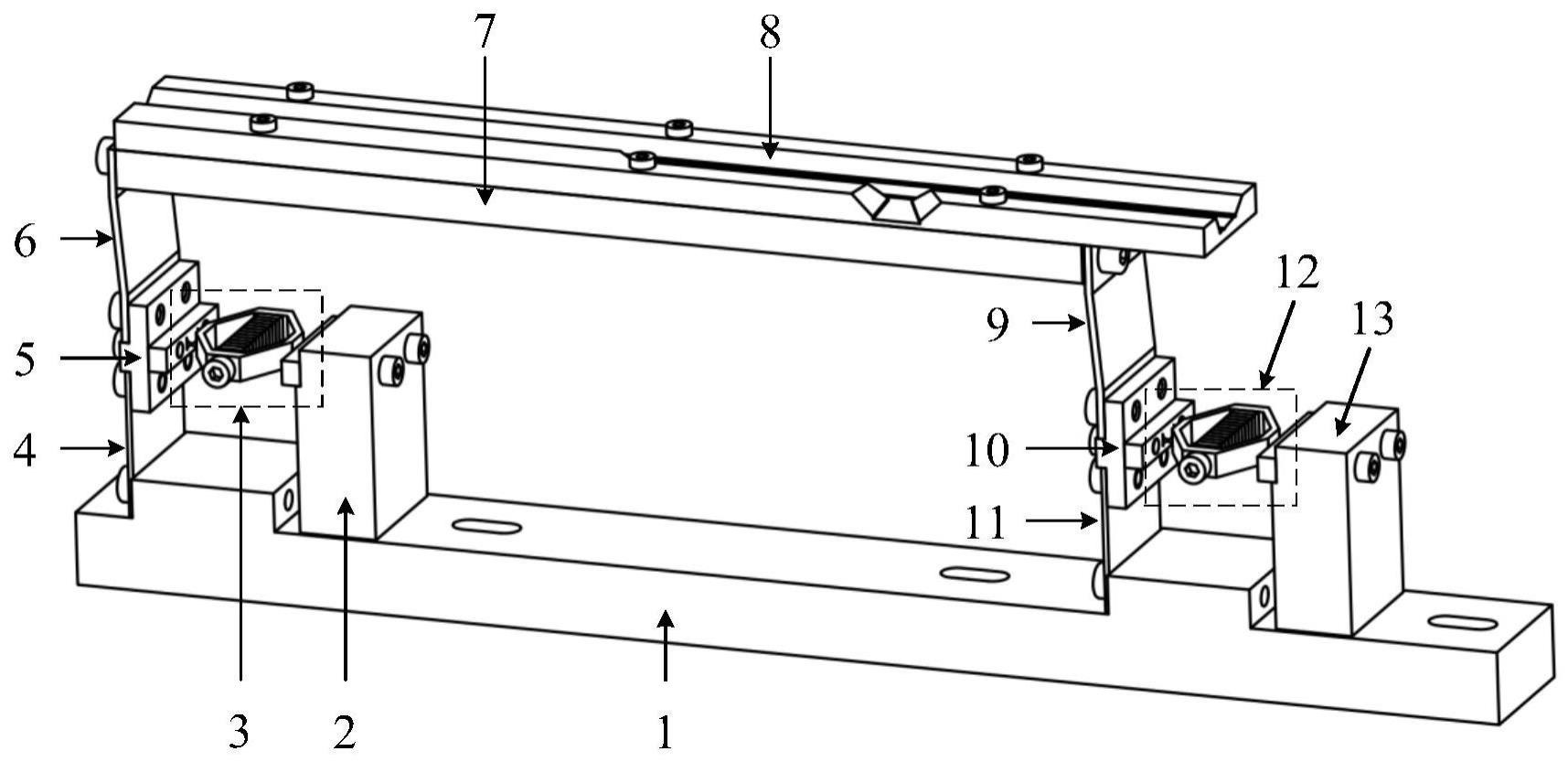
3、一种压电叠堆驱动的送料装置,包括底座、顶板、第一至第四弹簧片、第一至第二连接件、第一至第二驱动模块、第一至第二固定座、送料板和气动模块;
4、所述顶板为矩形板;
5、所述第一至第四弹簧片均为矩形弹簧片,第一、第二弹簧片结构相同,第三、第三弹簧片结构相同;
6、所述第一、第二弹簧片平行设置,其下端均和所述底座固连,上端分别和所述第一连接件、第二连接件固连;
7、所述第三、第四弹簧片平行设置,其下端分别和所述第一连接件、第二连接件固连,上端分别和所述顶板的两端固连,使得顶板水平设置,且第三弹簧片和水平面之间的夹角不等于90°;
8、所述第一至第二驱动模块结构相同,均包含基体、压电叠堆、预紧螺栓、第一柔铰、第二柔铰、第一连接块和第二连接块;
9、所述基体为两端开口的空心八棱柱,包含依次首尾相连的第一至第八侧壁,其中,第一、第五侧壁平行,第二、第六侧壁平行,第三、第七侧壁平行,第四、第八侧壁平行;
10、所述第一连接块、第二连接块对称设置在所述基体两侧;所述第一柔铰一端和所述第七侧壁的中心固连,另一端和所述第一连接块固连;所述第二柔铰一端和所述第三侧壁的中心固连,另一端和所述第二连接块固连;
11、所述第一侧壁中心设置有和所述预紧螺栓相匹配的螺纹通孔;所述预紧螺栓和所述第一侧壁的螺纹通孔螺纹相连且穿过第一侧壁的螺纹通孔螺纹和所述压电叠堆一端相抵,将压电叠堆夹紧在第五侧壁和预紧螺栓之间;
12、所述第一至第二固定座均固定在所述底座上;第一驱动模块的第一连接块和所述第一连接件固连,第二连接块和所述第一固定座固连;第二驱动模块的第一连接块和所述第二连接件固连,第二连接块和所述第二固定座固连;第一驱动模块、第二驱动模块中的基体轴线均垂直于所述顶板;
13、所述送料板为矩形板,其下端面和所述顶板的上端面固连,上端面上沿其长度方向设有相互平行的第一料槽和第二料槽;所述送料板在第一料槽中部设有用于将物料由第一料槽吹向第二料槽的第一气孔;所述第二料槽在第一气孔下游设有筛出口,且送料板上设有用于将物料由第二料槽从筛出口吹出的第二气孔;
14、所述第一气孔、第二气孔均和所述气动模块管道相连;所述气动模块用于产生工作气流。
15、本发明还公开了一种该压电叠堆驱动的送料装置的工作方法,包含以下步骤:
16、向第一驱动模块、第二驱动模块的压电叠堆施加相同的偏置正弦交流电信号,使其产生相同的周期性轴向变形并通过其外部的基座放大,进而激励第一至第四弹簧片弯曲变形,带动顶板和送料板产生水平方向和竖直方向的复合运动,实现对物料的输送;
17、物料在第一料槽中运输时,通过第一气孔将初次检测不合格的物料由第一料槽吹至第二料槽,第二料槽中物料若再次检测不合格,通过第二气孔将其由筛出口吹离第二料槽。
18、本发明采用以上技术方案与现有技术相比,具有以下技术效果:
19、1.本发明采用压电叠堆进行驱动,可有效降低装置的驱动电压、提高装置的机电转化效率;使用压电叠堆的纵向振动可以有效避免压电双晶片驱动时弯曲变形对压电陶瓷片性能和寿命的影响,提高装置的工作寿命。
20、2.本发明同时采用基座和弹簧片对压电叠堆的振幅进行放大,能够有效提高装置中顶板和送料板的位移,提高物料的运输速度。
21、3.本发明中第三、第四弹簧片和水平面之间的夹角不等于90°,可以通过调节第三、第四弹簧片和水平面之间的夹角进而调节顶板和导轨水平方向和竖直方向的位移比,调节物料输送装置针对不同尺寸和重量的物料的输送性能。
技术特征:
1.一种压电叠堆驱动的送料装置,其特征在于,包括底座、顶板、第一至第四弹簧片、第一至第二连接件、第一至第二驱动模块、第一至第二固定座、送料板和气动模块;
2.基于权利要求1所述的压电叠堆驱动的送料装置的工作方法,其特征在于,包含以下步骤:
技术总结
本发明公开了一种压电叠堆驱动的送料装置及其工作方法;送料装置包括底座、顶板、第一至第四弹簧片、第一至第二连接件、第一至第二驱动模块、第一至第二固定座、送料板和气动模块;所述第一至第二驱动模块结构相同,均包含基体、压电叠堆、预紧螺栓、第一柔铰、第二柔铰、第一连接块和第二连接块。工作时,第一、第二驱动模块的压电叠堆施加相同的偏置交流电信号,产生周期性变形并激励出第一至第四弹簧片的弯曲振动;第三、第四弹簧片带动顶板和导轨做水平方向和竖直方向的复合运动,利用惯性和摩擦原理驱动导轨上的物料做直线运动,实现对物料的输送。
技术研发人员:王亮,李赛,王鑫,金家楣
受保护的技术使用者:南京航空航天大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!