一种自动贴胶带设备及自动贴胶带方法与流程
本发明涉及贴胶带设备,特别涉及一种自动贴胶带设备及自动贴胶带方法。
背景技术:
1、在生产中有时需要将产品整齐排列在磁条的表面,但是需要事先在磁条的表面贴上高温胶带,经过高温烘烤后才可以使用,目前通常是使用人工手动将胶带粘贴到磁条的表面并对磁条进行裁切,但是这样一方面,手工贴胶带稳定性不足会导致胶带贴歪,用手压胶带时会导致胶带不服帖,使得胶带表面有气鼓,影响产品正常的排版,同时人工也不便于对磁条进行裁切;另一方面,使用人工贴胶带工作效率低,大大增加了人工的成本。
2、目前,公告号为cn106586661b的中国发明,公开了一种胶带自动粘贴机,包括粘胶机构、导向机构和支架,粘胶机构和导向机构均设置在支架上,胶带设置在支架上,粘胶机构能够相对于待粘贴面板运动,用于将胶带粘贴在待粘贴面板上,导向机构用于引导粘胶机构的粘胶走向。
3、现有的发明通过粘胶机构在待粘贴面板上运动以将胶带沿着运动轨迹粘贴在待粘贴面板上,并且在胶带粘贴的过程中,可以利用导向机构对粘胶机构的粘胶走向进行引导,无需停止粘胶动作手动进行换向,从而能够有效提高胶带粘贴工序的效率,但是,一方面该发明无法保证胶带在输送过程中胶带表面的张力保持稳定,有导致胶带翘曲而导致胶带表面产生空鼓的可能;另一方面,当需要更换胶带卷时通常会将两个胶带卷的胶带头和胶带尾进行粘接从而实现胶带的继续输送,但是胶带的接头粘贴到面板上时会导致面板上局部的厚度超标从而后续的使用,具有改进的必要。
技术实现思路
1、本发明的第一目的是提供一种自动贴胶带设备,其优点是保证贴胶带的质量,有效提高贴胶带的效率,同时也能够对胶带的接头进行处理从而使得粘贴在磁条上的胶带处处厚度均匀。
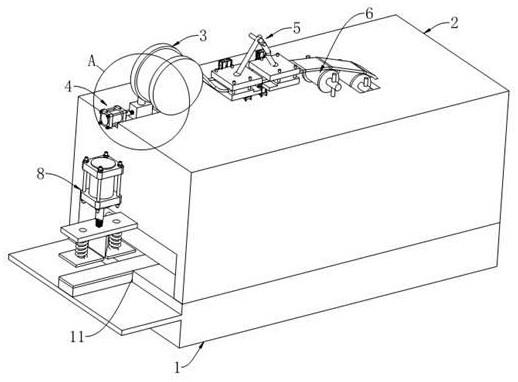
2、本发明的上述技术目的是通过以下技术方案得以实现的:一种自动贴胶带设备,包括磁条输送座以及贴合固定设置于所述磁条输送座上的胶带输送座,所述磁条输送座内开设有磁条定位输送槽;所述胶带输送座远离所述磁条输送座的一端基于绷紧调节组件活动连接有胶带输送卷,沿着胶带的输送方向分别设有接头对接装置以及张力调节装置,所述胶带输送座内开设有槽壁贴合胶带不粘结的表面的弧形输送槽,所述弧形输送槽的尾部与所述磁条定位输送槽对接从而实现将胶带粘贴到磁条上,沿着磁条的输送方向在所述胶带输送座上分别设有胶带平整装置以及磁条裁切装置。
3、本发明进一步设置为:所述接头对接装置包括一组对称转动连接于所述胶带输送座的旋臂,所述旋臂远离旋转端的位置固定设有用于裁切胶带接头的胶带固定裁切组件,一组所述旋臂可在一定角度范围内进行同步对向旋转从而带动所述胶带固定裁切组件对接以实现胶带裁切端头首尾对接,所述固定裁切组件上固定设有用于在胶带裁切端头首尾对接时通过连通胶带固定胶带裁切端头的胶带连通组件。
4、本发明进一步设置为:所述胶带固定裁切组件包括固定设置于所述旋臂上的安装板,所述安装板靠近所述胶带输送座的一端基于导向柱滑动连接有与所述安装板平行设置的抵接板,所述安装板上固定设有用于带动所述抵接板滑移的伸缩气缸,所述安装板面向所述抵接板的一端涂设有一层防粘涂层,所述安装板靠近胶带接头的侧端固定设有刃口与所述安装板的侧端面齐平的剪切刀。
5、本发明进一步设置为:所述胶带连通组件包括沿着垂直于胶带输送方向开设于所述抵接板靠近胶带接头接口一端的胶带连通槽,所述胶带连接槽内滑动连接有用于将胶带抵接在所述安装板上的滑移板,所述抵接板远离所述安装板的一端固定设有用于带动所述滑移板在所述胶带连通槽内滑移的滑移气缸,所述抵接板靠近胶带接头的一端基于弹性件滑动连接有用于顶接胶带沿着输送方向两侧的部分位置从而避免胶带自然下垂的u型抵接块,所述u型抵接块的外侧端面与所述抵接板外端面齐平,所述滑移板上固定设有压动所述u型抵接块的压载部,当所述滑移气缸带动所述滑移板触碰所述胶带连通槽的槽底面时,所述压载部压动所述u型抵接块向下运动从而解除对胶带的顶接。
6、本发明进一步设置为:所述胶带输送卷与所述接头对接装置之间固定设有胶带导向块,所述绷紧调节组件包括沿着胶带输送方向滑动连接于所述胶带输送座上,用于安装所述胶带输送卷的胶带安装架,所述胶带输送座上固定设有用于带动胶带安装架进行滑移调节的调节电缸,所述调节电缸输出端与所述胶带安装架之间固定设有拉力传感器。
7、本发明进一步设置为:所述张力调节装置包括若干沿着胶带输送方向分设于所述胶带输送座上的张力调节辊,所述张力调节辊上固定设有滑移杆,所述滑移杆可在所述胶带输送座上沿着竖直方向进行滑移,所述滑移杆上套设连接有张力调节弹簧,沿着胶带的输送方向所述张力调节辊的中心轴线距离所述胶带输送座表面的高度逐渐降低。
8、本发明进一步设置为:所述胶带平整装置包括若干沿着胶带输送方向固定设置于所述胶带输送座上的胶带平整辊,若干所述胶带平整辊表面贴合所述磁条定位输送槽的槽口从而使得胶带平整粘附在磁条表面,所述胶带平整辊自所述弧形输送槽的尾部与所述磁条定位输送槽对接的位置开始沿着胶带的输送方向开始均匀间隔分布设置,所述胶带平整辊最靠近对接位置以及其次靠近对接位置分别为第一平整辊以及第二平整辊,所述胶带输送座在第一平整辊以及第二平整辊之间固定设有用于揭下连通胶带的揭刀以及用于将连通胶带自动导出所述胶带输送座的胶带导出组件。
9、本发明进一步设置为:所述胶带导出组件包括沿着垂直于胶带输送方向开设于所述胶带输送座上的胶带导出孔以及同轴心转动连接于所述胶带导出孔内的导通螺旋杆,所述导通螺旋杆直径略小于所述胶带导出孔的直径。
10、本发明进一步设置为:所述磁条裁切装置包括固定设置于所述胶带输送座上的裁切气缸,所述裁切气缸的输出端固定设有固定板,所述固定板的两端沿着磁条输送方向的两端分别基于弹性件滑动连接有抵压磁条从而避免磁条翘曲的抵压板,所述固定板在所述抵接板之间固定设有裁切刀。
11、本发明的第二目的是提供一种自动贴胶带方法,其优点是保证贴胶带的质量,有效提高贴胶带的效率,同时也能够对胶带的接头进行处理从而使得粘贴在磁条上的胶带处处厚度均匀。
12、本发明的上述技术目的是通过以下技术方案得以实现的:一种自动贴胶带方法,应用如上述技术方案任一所述的一种自动贴胶带设备,包括:
13、步骤1、磁条在磁条定位输送槽内进行输送,胶带自胶带输送卷依次经过接头对接装置、张力调节装置、弧形输送槽直到胶带与磁条接触,胶带粘贴到磁条上;
14、步骤2、粘贴在磁条上的胶带经过胶带平整装置实现胶带平整的粘贴到磁条上,最后磁条经过磁条裁切装置进行裁切;
15、步骤3、当需要更换胶带输送卷时,首先将旧胶带的头部与新胶带的尾部进行粘接,胶带粘接处即为接头,接头输送至接头对接装置处,接头对接装置将接头切断并将旧胶带以及新胶带裁切下的端口进行对接并进行连接,随后胶带沿着胶带输送路线进行输送裁切。
16、综上所述,本发明具有以下有益效果:
17、1.接头对接装置通过设置一组对称同步对向旋转的旋臂并且在旋臂的端部固定设置胶带固定裁切组件,当胶带的接头运动到胶带固定裁切组件之间时,胶带固定裁切组件将新胶带与旧胶带进行固定随后对胶带的接头进行裁切,设置剪切刀的刃口与安装板的侧端面齐平从而使得胶带的切割端头能够与安装板的侧端面齐平,从而实现一组旋臂同步对向旋转使得新胶带以及旧胶带的端口接触时不会使得胶带产生重叠或间隔的现象发生,从而保证粘附在磁条上的胶带处处厚度均匀,保证了贴胶带的效率;
18、2.胶带连通组件设置在胶带连通槽内滑移的滑移板以及基于弹性件滑动连接在抵接板靠近胶带接头一端的u型抵接块,当抵接板抵接安装板将胶带固定在之间后,滑移板以及u型抵接板顶接胶带靠近接头的一端从而使得剪切刀正常进行切割,当新胶带与旧胶带的裁切端口接触时,由于需要向胶带连通槽内放入连通胶带,此时滑移板不再将胶带抵接在安装板上,为了避免胶带自动下垂而影响胶带的正常连通,此时u型抵接板抵接胶带的两端从而避免胶带下垂,当将连通胶带放入后滑移板上升将连通胶带粘贴到新胶带以及旧胶带的连接处从而实现连通,连接完成后滑移气缸带动滑移板滑移到胶带连通槽的最底部,滑移板上的压载部压动u型抵接块使其向下运动解除顶接胶带,胶带继续正常输送,有效提高贴胶带的效率,使得粘贴在磁条上的胶带处处厚度均匀;
19、3.设置绷紧调节组件以及张力调节装置从而使得胶带在始终处于绷紧的同时也能够对胶带的张力进行调节使得胶带的张力稳定,从而保证贴胶带的质量,避免出现胶带空鼓的问题,同时胶带平整组件也能够时刻对胶带施加一定的作用力从而使得胶带粘贴更加平整,在胶带输送座内设置弧形输送槽,从而使得胶带在运动过程中变向更加平稳稳定,进一步提升胶带粘贴的平整性,同时也能减少贴胶带设备的占地空间。
- 还没有人留言评论。精彩留言会获得点赞!