一种电池极耳的上胶装置及其控制系统的制作方法
1.本技术涉及电池极耳贴胶技术领域,具体而言,涉及一种电池极耳的上胶装置及其控制系统。
背景技术:
2.电池极耳是锂离子聚合物电池产品的一种原材料,例如我们生活中用到的手机电池、蓝牙电池、笔记本电池等都需要用到极耳,电池是分正负极的,极耳就是从电芯中将正负极引出来的金属导电体,通俗的说电池正负两极的耳朵是在进行充放电时的接触点,这个接触点并不是我们看到的电池外表的那个铜片,而是电池内部的一种连接。
3.极耳焊接在电芯上之后,需要在正负极两个极耳与电芯连接处粘贴一层绝缘胶带,以避免极耳和电芯之间的焊点刺穿隔膜造成短路。
4.现有的电池极耳贴胶设备,在使用过程中,多采用夹爪对胶带进行夹取,而后利用真空吸头将切断后的胶带进行贴胶操作,虽然夹爪的设计尽可能的减小了自身和胶带之间的接触面积,以尽量避免造成胶带粘连在夹爪上,导致贴胶失败,但是,夹爪在夹取胶带的过程中,不可避免的会对胶带的一端进行夹取,使得胶带被夹取部分的胶面受损,易导致胶带黏贴在电芯之后,发生翘边等现象,且机械夹持力易造成胶带起皱,影响贴胶效果。
技术实现要素:
5.本技术旨在至少解决现有技术中存在的技术问题之一。为此,本技术提出了一种电池极耳的上胶装置,包含基座,所述基座上设置有撑板,所述撑板固定于直线滑台的移动端,所述直线滑台的固定端固接于所述基座,撑板上固接有对称设置的限位卡,所述限位卡卡接于限位气缸的伸缩端,所述限位气缸固接于所述基座,基座上固接有加工台,所述加工台上固接有隔板,所述加工台上固接有卡位气缸,所述卡位气缸的伸缩端卡接于所述隔板,还包括:所述撑板上分别设置有输胶模组、压胶模组、卷胶模组、切胶模组和贴胶模组,所述输胶模组配合所述压胶模组和所述卷胶模组对胶带进行送料,所述切胶模组对所述卷胶模组上的胶带进行切割,所述贴胶模组进行贴胶操作;其中,所述卷胶模组包含卷胶电机、法兰盘、旋转接头、气路盘、定位盘和定料块,所述卷胶电机固接于所述撑板,所述法兰盘固接于所述撑板并套接于所述卷胶电机的输出轴上,所述旋转接头的固定端固接于所述法兰盘,所述旋转接头的位移端固定套接于所述卷胶电机的输出轴,所述气路盘固接于所述卷胶电机的输出轴,所述气路盘密封转动套接于所述旋转接头的固定端,所述定位盘固接于所述气路盘,所述定料块圆周阵列卡接于所述定位盘的周侧。
6.根据本技术实施例的一种电池极耳的上胶装置,有益效果是:利用输胶模组、压胶模组和卷胶模组进行胶带的输送,利用卷胶模组内的定料块胶带进行吸附,并配合切胶模组将胶带进行裁断,使得裁断后的胶带不会脱落,并输送向贴胶模组,配合贴胶模组对电芯
上的极耳完成贴胶操作,全程避免胶带黏贴面受到夹持带来的破坏,避免了胶带起皱或者胶带受损导致的贴胶后发生翘边现象。
7.另外,根据本技术实施例的一种电池极耳的上胶装置还具有如下附加的技术特征:在本技术的一些具体实施例中,所述输胶模组包含胶带盘、基纸盘和收料电机,所述胶带盘转动设置于所述撑板,所述基纸盘传动连接于所述收料电机的输出端,所述收料电机固接于所述撑板。
8.在本技术的一些具体实施例中,所述压胶模组包含压胶气缸、驱动杆、拉簧、驱动轴、驱动柄和压胶辊,所述压胶气缸固接于所述撑板,所述驱动杆转动连接于所述撑板,所述压胶气缸的伸缩端抵接于所述驱动杆远离所述驱动轴的一端,所述拉簧的一端固接于所述撑板,所述拉簧的另一端固接于所述驱动杆的一端,所述驱动杆远离所述拉簧的一端固接于所述驱动轴,所述驱动轴转动贯穿于所述撑板,所述驱动轴远离所述驱动杆的一端固接有所述驱动柄,所述压胶辊转动连接于所述驱动柄。
9.在本技术的一些具体实施例中,所述旋转接头包含外环、内环、凸环和通气口,所述外环固接于所述法兰盘,所述内环固定套接于所述卷胶电机的输出轴,所述凸环固定套接于所述外环,所述通气口设置于所述凸环的侧壁,所述外环外接真空设备,所述真空设备用于生成真空吸力。
10.在本技术的一些具体实施例中,所述气路盘上设置有凹槽和连通孔,所述凹槽设置于所述气路盘轴心处,且所述凹槽和所述凸环密封转动配合,所述连通孔圆周整列设置于所述气路盘的一侧,且所述连通孔和所述定料块一一对应。
11.在本技术的一些实施例中,所述定位盘周侧圆周阵列设置有限位槽。
12.在本技术的一些实施例中,所述定料块呈l形设计,所述定料块的l形底端设置有主通孔,所述主通孔和所述连通孔一一配合,所述定料块沿所述定位盘径向方向的外侧设置有多个辅通孔,所述辅通孔和所述主通孔连通,所述定料块的侧壁上对称设置有滑槽,所述定料块通过所述滑槽和所述限位槽限位滑动配合,所述定料块上设置有所述辅通孔的一侧居中设置有避让槽。
13.在本技术的一些实施例中,所述切胶模组包含笔形气缸、安装板、切胶导轨和切刀,所述笔形气缸固接于所述撑板上,所述安装板固接于所述笔形气缸的伸缩端,所述切胶导轨的滑动端固接于所述安装板,所述切胶导轨的固定端固接于所述撑板,所述切刀固接于所述安装板,所述切刀和所述避让槽滑动配合。
14.在本技术的一些实施例中,所述贴胶模组包含贴胶气缸、定位板、贴胶导轨和真空吸头,所述贴胶气缸固接于所述撑板,所述定位板固接于所述贴胶气缸的伸缩端,所述定位板呈z形设计,z形设计的所述定位板远离所述贴胶气缸的一端滑动贯穿所述撑板并固接有所述真空吸头,所述真空吸头插接于相邻的所述定料块之间。
15.在本技术的一些实施例中,所述加工台上设置有定位模组,所述定位模组包含第一定位组件、第二定位组件、定位块和顶撑组件,所述第一定位组件用于对放置于所述隔板上的电芯横向限位,所述第二定位组件用于对放置于所述隔板上的电芯纵向定位,所述定位块固接于所述隔板,所述定位块配合所述第一定位组件对电芯进行两侧夹紧,所述顶撑组件用于配合所述贴胶模组对电芯上的极耳从底端进行支撑。
16.在本技术的一些实施例中,所述第一定位组件包含双轴气缸、滚轮、固定块、异形杆、滑块、导杆和卡块,所述双轴气缸固接于所述加工台,所述滚轮转动连接于所述双轴气缸的伸缩端,所述固定块固接于所述加工台,所述异形杆铰接于所述固定块,所述滑块的顶端滑动贯穿所述加工台,所述导杆的一端固接于所述滑块的底部,所述导杆的另一端滑动贯穿所述固定块,且所述导杆贯穿所述固定块的一端套接有弹簧,弹簧的两端分别抵触于导杆和固定块,所述卡块固接于所述滑块的顶端。
17.在本技术的一些实施例中,所述第二定位组件的结构和所述第一定位组件的结构相同,所述第二定位组件上的所述卡块和所述第一定位组件上的所述卡块在所述隔板上的运动轨迹呈90
°
设计。
18.在本技术的一些实施例中,所述顶撑组件包含顶撑气缸和顶撑板,所述顶撑气缸固接于所述加工台,所述顶撑板固接于所述顶撑气缸的伸缩端。
19.在本技术的一些实施例中,所述撑板上设置有折弯模组,所述折弯模组包含安装座、竖向气缸、卡板、夹爪气缸和横向气缸,所述安装座固接于所述撑板,所述竖向气缸固接于所述安装座,所述卡板固接于所述竖向气缸的伸缩端,所述卡板的一侧呈匚形设计,所述夹爪气缸设置于所述卡板上,所述横向气缸固接于所述卡板。
20.在本技术的一些实施例中,所述安装座的一侧对称固接有限位卡块,对称设置的所述限位卡块和所述卡板呈匚形设计的一侧限位配合。
21.在本技术的一些实施例中,所述卡板上固接有竖向导轨,所述竖向导轨的移动端和所述卡板固接,所述竖向导轨的固定端固接于所述安装座。
22.在本技术的一些实施例中,所述夹爪气缸上固接有l形底板,所述l形底板和所述横向气缸的伸缩端固接,所述l形底板的底部固接有横向导轨,所述横向导轨的移动端固接于所述l形底板,所述横向导轨的固定端固接于所述卡板。
23.另一方面,本技术实施例另提供一种电池极耳的上胶控制系统,包括上述任意一项所述的一种电池极耳的上胶装置,以及:控制模组,所述控制模组包含工业电脑、位移机械手和ccd视觉检测件;所述工业电脑用于控制该一种电池极耳的上胶装置内部件的运转,所述位移机械手用于配合所述工业电脑对电芯进行位移操作,所述ccd视觉检测件用于对所述贴胶模组和电芯极耳垂直位置进行测量和判断,并将所判断信息反馈向所述工业电脑。
24.本技术的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本技术的实践了解到。
25.在相关技术中,电芯的大小不一,且电芯在放置于隔板上之后,其位置并不固定,仅凭卡位气缸对电芯进行压紧,可能仍会导致电芯在贴胶过程中发生晃动,继而造成贴胶位置发生变化,导致胶带可能并不会完全甚至不会覆盖上极耳和电芯之间的焊点,最终导致电池在使用过程中发生短路现象。
26.在电芯放置于隔板上后,通过传感器以及ccd视觉检测件对电芯以及电芯极耳的位置监测,反馈向工业电脑,工业电脑分别控制两个双轴气缸的伸缩端发生收缩变化,继而带动两个卡块配合定位块对电芯进行三面定位,而后控制卡位气缸的伸缩端对电芯从上方进行定位,并通过顶撑气缸伸缩端的伸缩变化带动顶撑板发生竖直方向的位移,以完成贴胶过程中对电芯极耳从底端进行支撑的动作。
27.而电芯极耳贴胶根据不同的工艺需要,部分电芯的极耳需要进行弯折,而后再进行贴胶,相关技术中,多为人工对极耳进行弯折,而后再进行贴胶操作,人工方法,一定程度上降低了极耳贴胶的效率,并且,人工弯折或多或少都会产生一定的误差,影响极耳贴胶的效果。
28.竖向气缸伸缩端的伸缩变化,将会带动卡板沿着竖向导轨发生竖直方向的位移变化,继而使得夹爪气缸发生竖直方向的位移,横向气缸伸缩端的伸缩变化,将会带动卡板沿着横向导轨发生横向的位移,配合撑板的横向位移变化,实现了夹爪气缸的三轴位移变化,以实现夹爪气缸对极耳进行夹持,并通过竖向导轨移动轨迹方向和横向导轨移动轨迹方向来对极耳完成折弯动作,待极耳完成折弯动作后,再进行贴胶操作。
附图说明
29.为了更清楚地说明本技术实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
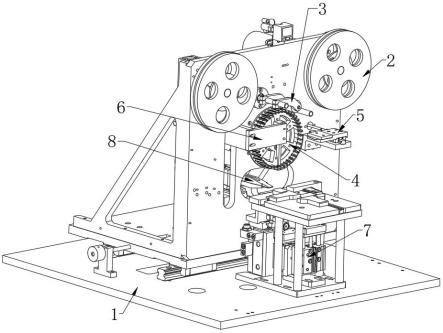
30.图1是根据本技术实施例的一种电池极耳的上胶装置的整体结构示意图;图2是根据本技术实施例的基座的局部结构爆炸图;图3是根据本技术实施例的基座和输胶模组的局部结构示意图;图4是根据本技术实施例的撑板的背侧安装结构示意图;图5是根据本技术实施例的压胶模组、卷胶模组、切胶模组和贴胶模组的结构爆炸图;图6是根据本技术实施例的卷胶模组的结构爆炸图;图7是根据本技术实施例的旋转接头和气路盘的细节结构示意图;图8是根据本技术实施例的气路盘凹槽内的通气范围角度示意图;图9是根据本技术实施例的定料块的结构示意图;图10是根据本技术实施例的胶带的走向示意图;图11是根据本技术实施例的定位模组的结构爆炸图;图12是根据本技术实施例的第一定位组件和第二定位组件的结构爆炸图;图13是根据本技术实施例的折弯模组的结构示意图;图14是根据本技术实施例的折弯模组结构爆炸图。
31.图标:1、基座;11、撑板;12、直线滑台;13、限位卡;14、限位气缸;15、加工台;16、隔板;17、卡位气缸;2、输胶模组;21、胶带盘;22、基纸盘;23、收料电机;3、压胶模组;31、压胶气缸;32、驱动杆;33、拉簧;34、驱动轴;35、驱动柄;36、压胶辊;4、卷胶模组;41、卷胶电机;42、法兰盘;43、旋转接头;431、外环;432、内环;433、凸环;434、通气口;44、气路盘;441、凹槽;442、连通孔;45、定位盘;451、限位槽;46、定料块;461、主通孔;462、辅通孔;463、滑槽;464、避让槽;5、切胶模组;51、笔形气缸;52、安装板;53、切胶导轨;54、切刀;6、贴胶模组;61、贴胶气缸;62、定位板;63、贴胶导轨;64、真空吸头;7、定位模组;71、第一定位组件;711、双轴气缸;712、滚轮;713、固定块;714、异形杆;715、滑块;716、导杆;717、卡块;72、第二定位组件;73、定位块;74、顶撑组件;741、顶撑气缸;742、顶撑板;8、折弯模组;81、安装座;
811、限位卡块;82、竖向气缸;83、卡板;831、竖向导轨;84、夹爪气缸;841、l形底板;842、横向导轨;85、横向气缸。
实施方式
32.为使本技术实施方式的目的、技术方案和优点更加清楚,下面将结合本技术实施方式中的附图,对本技术实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本技术一部分实施方式,而不是全部的实施方式。基于本技术中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本技术保护的范围。
33.如图1-图14所示,根据本技术实施例的一种电池极耳的上胶装置,包含基座1,基座1上设置有撑板11,撑板11固定于直线滑台12的移动端,直线滑台12的固定端固接于基座1,撑板11上固接有对称设置的限位卡13,限位卡13卡接于限位气缸14的伸缩端,限位气缸14固接于基座1,基座1上固接有加工台15,加工台15上固接有隔板16,加工台15上固接有卡位气缸17,卡位气缸17的伸缩端卡接于隔板16,利用卡位气缸17伸缩端的伸缩旋转变化,可完成对电芯从上方进行压接,避免贴胶过程中电芯翘起。
34.可以理解的是,直线滑台12的设计,使得撑板11可以在基座1上发生一定距离的横向位移,而限位气缸14和限位卡13之间的配合,可以通过限位气缸14伸缩端的伸缩变化,来对撑板11进行位置固定,具体的,限位气缸14的伸缩端设置有限位圆片(见图2),该限位圆片位于对称设置的限位卡13之间,且限位圆片在限位卡13之间可以发生一定距离的竖向位移,即限位气缸14的伸缩端可以发生一定程度的伸缩变化,可以理解的是,当限位气缸14的伸缩端带动限位圆片向下位移并抵紧限位卡13的时候,将会对撑板11完成位置固定,反之,当限位气缸14的伸缩端带动和限位圆片和限位卡13之间形成分离状态的时候,此时的撑板11可以通过直线滑台12在基座1上进行横向位移。
35.其中,撑板11上分别设置有输胶模组2、压胶模组3、卷胶模组4、切胶模组5和贴胶模组6,输胶模组2配合压胶模组3和卷胶模组4对胶带进行送料,切胶模组5对卷胶模组4上的胶带进行切割,贴胶模组6进行贴胶操作;需要说明的是,本实施例中所用胶带采用一面具备黏贴能力的胶带,故此胶带的黏贴面具备基纸。
36.其中,卷胶模组4包含卷胶电机41、法兰盘42、旋转接头43、气路盘44、定位盘45和定料块46,卷胶电机41固接于撑板11,法兰盘42固接于撑板11并套接于卷胶电机41的输出轴上,可以理解的是,卷胶电机41输出轴的转动不会带动法兰盘42转动,法兰盘42和输出轴可以理解为不接触,旋转接头43的固定端固接于法兰盘42,旋转接头43的位移端固定套接于卷胶电机41的输出轴,气路盘44固接于卷胶电机41的输出轴,使得气路盘44跟随卷胶电机41的输出轴转动而转动,气路盘44密封转动套接于旋转接头43的固定端,定位盘45固接于气路盘44,定料块46圆周阵列卡接于定位盘45的周侧。
37.需要说明的是,旋转接头43的外圈为固定端,内圈为位移端,即转动端。
38.可以理解的是,旋转接头43的内圈跟随卷胶电机41的输出轴转动,旋转接头43的外圈固定在法兰盘42的侧面,保持定位。
39.进一步可以理解的是,因为气路盘44和卷胶电机41的输出轴同步转动,且气路盘
44密封转动套接在旋转接头43的固定端(即外圈),故可以理解的是,气路盘44相对于旋转接头43的外圈呈转动状态。
40.需要说明的是,卷胶电机41的输出轴、法兰盘42、旋转接头43、气路盘44和定位盘45同轴设计。
41.另外,根据本技术实施例的一种电池极耳的上胶装置还具有如下附加的技术特征:其中,输胶模组2包含胶带盘21、基纸盘22和收料电机23,胶带盘21转动设置于撑板11,基纸盘22传动连接于收料电机23的输出端,收料电机23固接于撑板11,基纸盘22通过收料电机23提供动力。
42.需要说明的是,胶带盘21用以安装胶带卷,基纸盘22用以收纳胶带上的基纸。
43.进一步的,压胶模组3包含压胶气缸31、驱动杆32、拉簧33、驱动轴34、驱动柄35和压胶辊36,压胶气缸31固接于撑板11,驱动杆32转动连接于撑板11,压胶气缸31的伸缩端抵接于驱动杆32远离驱动轴34的一端,拉簧33的一端固接于撑板11,拉簧33的另一端固接于驱动杆32的一端,驱动杆32远离拉簧33的一端固接于驱动轴34,驱动轴34转动贯穿于撑板11,驱动轴34远离驱动杆32的一端固接有驱动柄35,压胶辊36转动连接于驱动柄35。
44.可以理解的是,当压胶气缸31的伸缩端不抵触驱动杆32的时候,此时驱动杆32在拉簧33的拉力作用下保持竖直状态(仅做参考,并不仅限于竖直方向),同时,压胶辊36压向定料块46方向,当压胶气缸31的伸缩端抵触向驱动杆32的时候,驱动杆32将以驱动轴34为轴发生远离压胶气缸31方向的转动,此时的压胶辊36将在驱动柄35跟随驱动轴34的转动作用下发生远离定料块46方向的转动,该种设计,可在胶带经过压胶辊36和定料块46之间的时候,进行压胶操作,使得胶带和定料块46之间具备一定的摩擦力,在定料块46发生转动的时候,将会拽动胶带进行位移。
45.需要说明的是,压胶辊36和基纸盘22之间可增设张紧辊,用于对揭下的基纸进行抵紧,以完成收纳(见图10)。
46.进一步的,旋转接头43包含外环431、内环432、凸环433和通气口434,外环431固接于法兰盘42,内环432固定套接于卷胶电机41的输出轴,凸环433固定套接于外环431,通气口434设置于凸环433的侧壁,外环431外接真空设备,真空设备用于生成真空吸力。
47.可以理解的是,外环431相当于上述旋转接头43的外圈,内环432相当于上述旋转接头43的内圈。
48.需要说明的是,通气口434的设定可以为多通路设计,也可以为单通路设计,如采用多通路设计,则通气口434在凸环433上的角度范围α(见图8)应固定在略<270
°
到略>360
°
/0
°
之间,如若通气口434采用单通路设计,则此时的通气口434可设计在270
°
<360
°
/0
°
之间的任何范围。
49.进一步的,气路盘44上设置有凹槽441和连通孔442,凹槽441设置于气路盘44轴心处,且凹槽441和凸环433密封转动配合,连通孔442圆周整列设置于气路盘44的一侧,且连通孔442和定料块46一一对应。
50.需要说明的是,凹槽441内径向设置有气路通孔,该气路通孔的分布范围角度应设计为360
°
,以使得气路盘44在凸环433上转动的时候,始终保持与通气口434在略<270
°
到略>360
°
/0
°
这个范围内气路连通。
51.进一步的,定位盘45周侧圆周阵列设置有限位槽451,具体的,限位槽451的轴向截面呈凸形。
52.其中,定料块46呈l形设计,定料块46的l形底端设置有主通孔461,主通孔461和连通孔442一一配合,具体的,主通孔461和连通孔442之间可设置有对应的密封垫圈,使得定位盘45和气路盘44之间通过螺栓固接的时候,主通孔461和连通孔442可实现密封对接,定料块46沿定位盘45径向方向的外侧设置有多个辅通孔462,辅通孔462和主通孔461连通,定料块46的侧壁上对称设置有滑槽463,定料块46通过滑槽463和限位槽451限位滑动配合,定料块46上设置有辅通孔462的一侧居中设置有避让槽464。
53.可以理解的是,定料块46通过滑槽463限位插接在定位盘45周侧圆周的限位槽451内,并将辅通孔462向着定位盘45的外侧,当定位盘45安装向气路盘44上的时候,此时定位盘45上的多个定料块46的主通孔461将和气路盘44上的多个连通孔442一一实现密封连通。
54.进一步的,切胶模组5包含笔形气缸51、安装板52、切胶导轨53和切刀54,笔形气缸51固接于撑板11上,安装板52固接于笔形气缸51的伸缩端,切胶导轨53的滑动端固接于安装板52,切胶导轨53的固定端固接于撑板11,切刀54固接于安装板52,切刀54和避让槽464滑动配合,使得胶带得以被切割。
55.具体的,切刀54位于气路盘44的0
°
或者360
°
方向,切刀54呈倾斜设计(具体的为切刀54靠近撑板11的一侧向着安装板52方向倾斜,以便于对胶带进行切割)。
56.可以理解的是,当胶带跟随定料块46位移到切刀54方向的时候,切刀54将会于此处对胶带进行切割,即从气路盘44的0
°
或者360
°
方向开始,位于下侧的胶带呈断开状。
57.综上,可以理解的是,无论定位盘45如何转动,其上的定料块46在位于略<270
°
到略>360
°
/0
°
这个范围内的时候,均会产生吸力,以保持胶带被切割后不会脱落,并由对应的两个定料块46进行吸附,并跟随对应的定料块46发生转动位移。
58.需要说明的是,胶带的切割长短,可通过切刀54和定料块46之间的配合来确定,比如,切刀54在相邻的两个定料块46之间进行切割的时候,此时胶带长度最短,而切刀54在定料块46之间具体间隔几个方才进行切割,将决定胶带的切割长度范围。
59.进一步的,贴胶模组6包含贴胶气缸61、定位板62、贴胶导轨63和真空吸头64,贴胶气缸61固接于撑板11,定位板62固接于贴胶气缸61的伸缩端,定位板62呈z形设计,z形设计的定位板62远离贴胶气缸61的一端滑动贯穿撑板11并固接有真空吸头64,真空吸头64插接于相邻的定料块46之间。
60.具体的,真空吸头64位于定位盘45外侧,通过贴胶气缸61伸缩端带动定位板62进行竖直方向的位移,将会使得真空吸头64在相邻的定料块46之间进行穿插动作。
61.需要说明的是,真空吸头64初始状态位于最底侧的两个相邻的定料块46上方,且在真空吸头64进行上下位移的过程中,卷胶电机41停止运行。
62.另一方面,本技术实施例另提供一种电池极耳的上胶控制系统,包括上述任意一项的一种电池极耳的上胶装置,以及:控制模组,控制模组包含工业电脑、位移机械手和ccd视觉检测件;工业电脑用于控制该一种电池极耳的上胶装置内部件的运转,位移机械手用于配合工业电脑对电芯进行位移操作,比如在该一种电池极耳的上胶装置的左右两侧可分别设置有上下料设备,位移机械手从上料设备上将电芯抓取放置于隔板16上,待贴胶完成,位移
机械手再将此电芯抓取放置于另一侧的下料设备上,以便完成自动化流水线式操作,ccd视觉检测件用于对贴胶模组6和电芯极耳垂直位置进行测量和判断,并将所判断信息反馈向工业电脑,用于适应不同大小的电芯,以及其上不同位置的极耳,以便通过撑板11的横向位移来使得真空吸头64改变位置,满足不同位置的极耳的贴胶操作。
63.具体的,该一种电池极耳的上胶装置的使用流程为:通过位移机械手将电芯抓取放置于隔板16上,而后卡位气缸17的伸缩端旋转到该电芯上方,并下降对该电芯进行压紧,而后通过ccd视觉检测件对极耳和真空吸头64的位置进行反馈,控制撑板11进行横向位移,以校准真空吸头64和极耳之间的垂直位置,使得真空吸头64位于所需贴胶的极耳正上方,而后启动收料电机23和卷胶电机41,并通过压胶气缸31控制压胶辊36挤压胶带,完成胶带的输送,根据所需胶带长度,控制切刀54和定料块46上的避让槽464之间的配合,来对胶带进行切割,在胶带输送过程中,通过外接真空设备,使得定料块46对胶带产生吸力,因旋转接头43上通气口434的范围角度设计以及气路盘44上的凹槽441上的气路通孔的设计,使得切割后的胶带依然会被定料块46吸附,随着定料块46的转动(从切刀54方向向着真空吸头64底端方向转动),待所需胶带位移到真空吸头64的底端后,停止收料电机23和卷胶电机41的运转,控制贴胶气缸61位移,带动真空吸头64向下位移(并吸附切割后的胶带),直至将胶带黏贴在极耳上,而后真空吸头64复位,并通过撑板11的横向位移,对同一各电芯上的另一个极耳进行贴胶操作,待电芯上极耳完成贴胶操做后,位移机械手将此电芯抓取并位移向下料设备上。
64.在相关技术中,电芯的大小不一,且电芯在放置于隔板16上之后,其位置并不固定,仅凭卡位气缸17对电芯进行压紧,可能仍会导致电芯在贴胶过程中发生晃动,继而造成贴胶位置发生变化,导致胶带可能并不会完全甚至不会覆盖上极耳和电芯之间的焊点,最终导致电池在使用过程中发生短路现象。
65.根据本技术的一些实施例,如图11-图12所示,加工台15上设置有定位模组7,定位模组7包含第一定位组件71、第二定位组件72、定位块73和顶撑组件74,第一定位组件71用于对放置于隔板16上的电芯横向限位,第二定位组件72用于对放置于隔板16上的电芯纵向定位,定位块73固接于隔板16,定位块73配合第一定位组件71对电芯进行两侧夹紧,顶撑组件74用于配合贴胶模组6对电芯上的极耳从底端进行支撑。
66.其中,第一定位组件71包含双轴气缸711、滚轮712、固定块713、异形杆714、滑块715、导杆716和卡块717,双轴气缸711固接于加工台15,滚轮712转动连接于双轴气缸711的伸缩端,使得滚轮712随着双轴气缸711伸缩端的伸缩变化发生竖直方向的位移,固定块713固接于加工台15,异形杆714铰接于固定块713,滑块715的顶端滑动贯穿加工台15,导杆716的一端固接于滑块715的底部,导杆716的另一端滑动贯穿固定块713,且导杆716贯穿固定块713的一端套接有弹簧,弹簧的两端分别抵触于导杆716和固定块713,卡块717固接于滑块715的顶端。
67.需要说明的是,异形杆714呈l形设计,l形的异形杆714的拐角位置和固定块713之间铰接,且在滚轮712不对异形杆714进行抵接的情况下,受弹簧的弹力作用,异形杆714靠近滚轮712的一端倾斜向下,此时的滑块715为最靠近固定块713,且异形杆714倾斜向下的一端位于滚轮712的上方,异形杆714的另一端抵触于滑块715。
68.进一步需要说明的是,隔板16上设置有通槽,以便于卡块717和滑块715的连接处
在隔板16上的位移,具体的,滑块715上设置有多个螺纹孔,且卡块717上设置有便于螺栓贯穿的通槽,以便于卡块717通过螺栓固定在滑块715上,且通过螺栓固定于不同位置的螺纹孔内,可以完成对卡块717在滑块715上的位置调整。
69.进一步的,第二定位组件72的结构和第一定位组件71的结构相同,第二定位组件72上的卡块717和第一定位组件71上的卡块717在隔板16上的运动轨迹呈90
°
设计。
70.可以理解的是,初始状态下,双轴气缸711的伸缩端保持伸出,此时的滚轮712将异形杆714顶起,使得异形杆714发生向上的转动,继而使得异形杆714的另一端抵触滑块715,并将滑块715向远离固定块713方向推动,此时的导杆716跟随滑块715远离固定块713,并对弹簧进行挤压,卡块717同步跟随滑块715发生位移,即卡块717此时远离定位块73,且第二定位组件72上的卡块717同样发生沿着其对应的滑块715远离对应的固定块713,此时的两个卡块717和定位块73之间的范围最大,待电芯放置于两个卡块717和定位块73之间的范围内后,通过双轴气缸711带动滚轮712下降,在弹簧的作用下,将会使得两个卡块717沿着各自的滑块715发生向着各自对应的固定块713方向位移,继而完成对电芯的三面夹持操作,具体的,可以在加工台15上设置传感器,通过传感器对电芯进行感应,以便工业电脑控制双轴气缸711的伸缩变化,实现对电芯的定位夹持,同理,电芯极耳的位置,可通过ccd视觉检测件进行监测,使得电芯极耳在第二定位组件72的位移作用下,移动到真空吸头64的正下方后,停止第二定位组件72内的双轴气缸711的伸缩变化。
71.进一步的,顶撑组件74包含顶撑气缸741和顶撑板742,顶撑气缸741固接于加工台15,顶撑板742固接于顶撑气缸741的伸缩端,顶撑气缸741伸缩端的伸缩变化将带动顶撑板742发生竖直方向的位移,以完成贴胶过程中对电芯极耳从底端进行支撑的动作。
72.由此,在电芯放置于隔板16上后,通过传感器以及ccd视觉检测件对电芯以及电芯极耳的位置监测,反馈向工业电脑,工业电脑分别控制两个双轴气缸711的伸缩端发生收缩变化,继而带动两个卡块717配合定位块73对电芯进行三面定位,而后控制卡位气缸17的伸缩端对电芯从上方进行定位,并通过顶撑气缸741伸缩端的伸缩变化带动顶撑板742发生竖直方向的位移,以完成贴胶过程中对电芯极耳从底端进行支撑的动作。
73.而电芯极耳贴胶根据不同的工艺需要,部分电芯的极耳需要进行弯折,而后再进行贴胶,相关技术中,多为人工对极耳进行弯折,而后再进行贴胶操作,人工方法,一定程度上降低了极耳贴胶的效率,并且,人工弯折或多或少都会产生一定的误差,影响极耳贴胶的效果。
74.根据本技术的一些实施例,如图13-图14所示,撑板11上设置有折弯模组8,折弯模组8包含安装座81、竖向气缸82、卡板83、夹爪气缸84和横向气缸85,安装座81固接于撑板11,竖向气缸82固接于安装座81,卡板83固接于竖向气缸82的伸缩端,卡板83的一侧呈匚形设计,夹爪气缸84设置于卡板83上,横向气缸85固接于卡板83。
75.其中,安装座81的一侧对称固接有限位卡块811,对称设置的限位卡块811和卡板83呈匚形设计的一侧限位配合,对卡板83的竖直方向的位移起到一定的限定作用。
76.进一步的,卡板83上固接有竖向导轨831,竖向导轨831的移动端和卡板83固接,竖向导轨831的固定端固接于安装座81。
77.进一步的,夹爪气缸84上固接有l形底板841,l形底板841和横向气缸85的伸缩端固接,l形底板841的底部固接有横向导轨842,横向导轨842的移动端固接于l形底板841,横
向导轨842的固定端固接于卡板83。
78.由此,可以理解的是,竖向气缸82伸缩端的伸缩变化,将会带动卡板83沿着竖向导轨831发生竖直方向的位移变化,继而使得夹爪气缸84发生竖直方向的位移,横向气缸85伸缩端的伸缩变化,将会带动卡板83沿着横向导轨842发生横向的位移,配合撑板11的横向位移变化,实现了夹爪气缸84的三轴位移变化,以实现夹爪气缸84对极耳进行夹持,并通过竖向导轨831移动轨迹方向和横向导轨842移动轨迹方向来对极耳完成折弯动作,待极耳完成折弯动作后,再进行贴胶操作。
79.需要说明的是,直线滑台12、限位气缸14、卡位气缸17、收料电机23、压胶气缸31、卷胶电机41、笔形气缸51、切胶导轨53、贴胶气缸61、贴胶导轨63、真空吸头64、双轴气缸711、顶撑气缸741、竖向气缸82、竖向导轨831、夹爪气缸84、横向导轨842和横向气缸85具体的型号规格需根据该装置的实际规格等进行选型确定,具体的选型计算方法采用本领域现有技术,故而不再详细赘述。
80.以上所述仅为本技术的优选实施方式而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1