一种升降循环交换机及升降循环方法与流程
本发明涉及自动化生产线领域,尤其涉及一种升降循环交换机及升降循环方法。
背景技术:
1、随着自动化技术的发展,以及对于各类产品需求的增长,在产品制造上,企业逐渐趋向于高自动化、高效率,进而提高生产速率并降低生产成本,而最常用的方法便是在生产线上设置多条输送线和多个工位进行同步工作,而如何高效、低成本地协同输送线与工位之间的产品流通是目前急需解决的问题。
2、例如公开号“cn210607199u”,公开了“一种led固晶流水线”,包括多台固晶机,还包括设置于多台固晶机之间的形成双送线系统的第一皮带输送线、第二皮带输送线、进料中转台以及出料中转台,出料中转台一侧连接有用于接驳下一道工序的接驳台;第一皮带输送线和第二皮带输送线结构相同且并排设置,多台固晶机分居第一皮带输送线和第二皮带输送线外侧,其上设置有led固晶工位,进料中转台设置于并行的第一皮带输送线和第二皮第一皮带输送线侧进料端,出料中转台设置于并行的第一皮带输送线和第二皮带输送线另一侧出料端。但是在实际应用中,产品的收送料步骤均是通过机械手实现,随着产品体积、重量的增加,机械手的生产使用成本大幅提高,且稳定性较差,而进料与出料生产线需分离布置在机械手两侧,导致占用空间大。
技术实现思路
1、针对背景技术中提到的现有技术存在现有的多工位生产线占用空间大,生产成本高的问题,本发明提供了一种升降循环交换机,能够实现加工工位与输送线之间一对多的进料与出料流通,且各个输送线的布置所占空间小,最大程度利用空间资源,且交换机制造使用成本低,动作流程简单,传输稳定。
2、为实现上述目的,本发明采用以下技术方案。
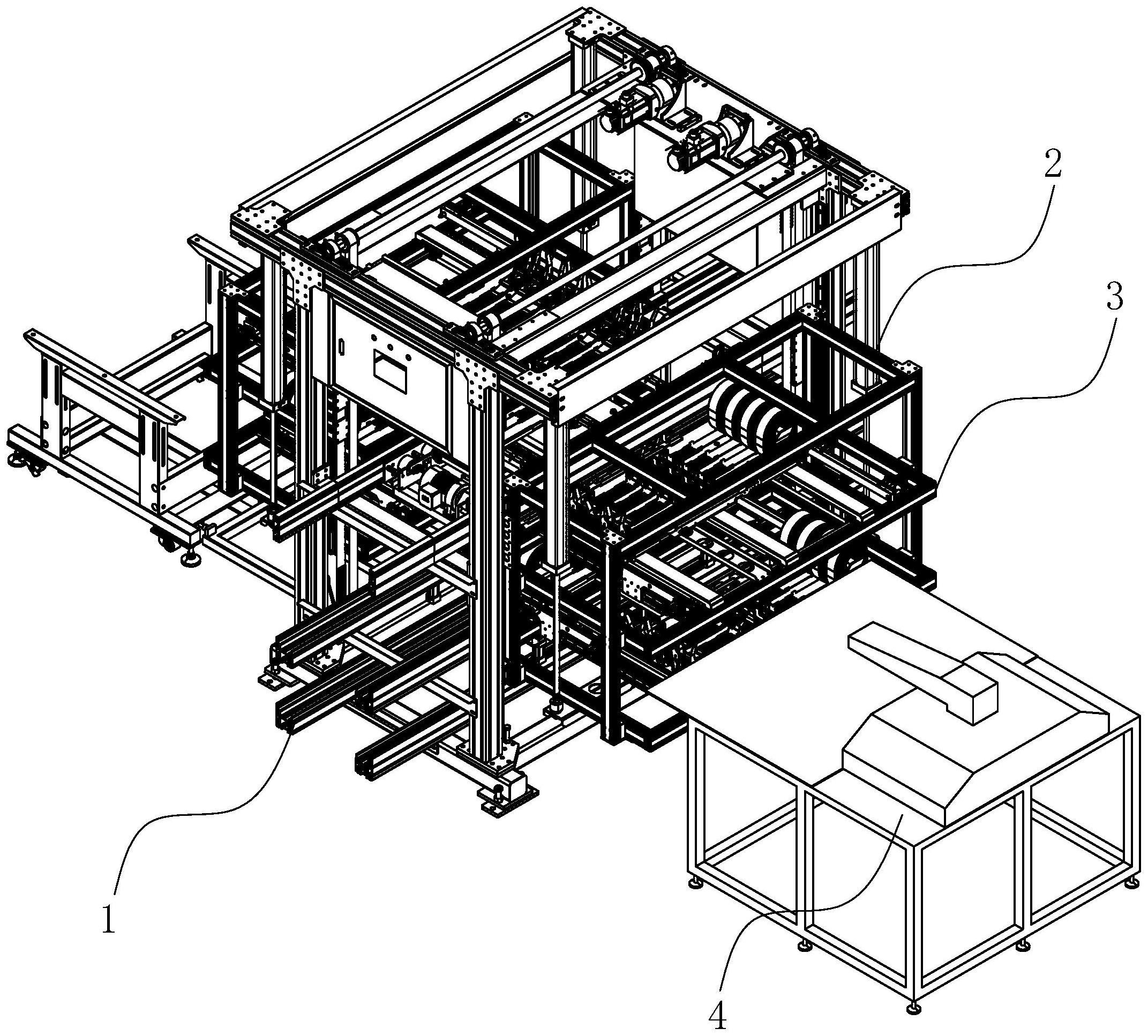
3、一种升降循环交换机,包括有以下装置:
4、输送线:设置有若干条,各个输送线叠层设置,输送线上运输有产品,所述产品包括有加工件/成品件;
5、加工工位:将加工件制作为成品件;
6、升降支架:设置在输送线与加工工位之间,能相对于输送线进行升降;
7、横移平台:设置在升降支架上,跟随升降支架升降,将加工件传输给加工工位/将成品件传输给输送线。
8、输送线设置有多条,且各个输送线之间为叠层放置,从而减少占地面积,在输送线与加工工位之间设置升降支架,升降支架能够相对输送线进行上下升降,进而带动横移平台与不同的输送线对齐,从而将输送线与加工工位之间的产品流通,由于加工工位一般为外购的成熟标准件,其无法实现位置调整,而通过升降支架和横移平台完成加工工位的一对多功能,且升降支架与横移平台均为常用气缸启动,升降支架的升降运动以及横移平台的左右平移,动作简单,生产使用成本低,且横移平台能够为产品提供稳定的支撑效果,保证产品在输送线与加工工位之间的稳定输送。
9、作为优选,所述横移平台上设置有夹钳组件,所述夹钳组件上设置有一号夹手和二号夹手,所述产品包括有一号区和二号区,所述一号夹手、一号区靠近加工工位设置,所述二号夹手、二号区靠近输送线设置,所述一号夹手与二号区活动连接,所述二号夹手与一号区活动连接。横移平台上设置的夹钳组件,能够对输送线或加工工位内的产品进行夹持,并配合传动机构将产品拖拽输送,其中夹持组件上的一号夹手与二号夹手分别对应产品上的二号区与一号区,而二号区与一号区设置在产品上靠近端部位置上,因此夹钳组件在拖动产品运动过程中,只对产品的一端进行夹持固定,从而避免夹钳组件深入输送线或加工工位过多,避免夹钳组件干涉,在改变夹钳组件对产品的夹持区域时,通过夹钳组件的回退动作完成切换,进而可以最大程度缩短横移平台所占用面积,并且缩短夹钳组件的最大可运动行程,从而节省生产成本。
10、作为优选,所述横移平台包括有叠层设置的收料层和送料层,所述收料层从输送线输送加工件给加工工位,所述送料层从加工工位输送成品件给输送线。将收料层与送料层叠层设置在一起,收料层从输送线内将加工件输送给加工工位,而送料层则将加工工位上已经加工完成的成品件书输送给输送线,同时将收料层与送料层进行叠层设置,通过升降支架的带动来完成收料层、送料层与加工工位之间的对齐,进而实现加工工位的一对多输送。
11、作为优选,沿升降支架的升降方向,所述收料层与送料层之间设有与各个输送线之间相同高度的间隙。将收料层与送料层之间的间隙设置的与输送线之间的间隙相同,因此收料层与送料层能够同步与相应的输送线对齐,并且将输送线设置与加工工位齐平,可以使得收料层、送料层之间与输送线、加工工位之间的产品流通动作重叠,进而增加产品的流通效率,提高生产节拍。
12、作为优选,所述夹钳装置包括有夹持板,所述夹持板上设置有伸缩轴,所述一号区与二号区上均设置有卡孔,所述伸缩轴与卡孔能活动连接。在夹钳装置上设置的夹持板能够对产品有一定的导向作用,而夹持板上的伸缩轴则可根据连接的伸缩源进行伸缩运动,伸缩源包括但不限于气缸、油缸,其中在一号抓手与二号抓手上均设置有伸缩轴,从而与二号区、一号区上的卡孔进行相适配的卡合连接,来保证牵引/推动产品过程中的连接稳定。
13、作为优选,所述横移平台包括有导向轨,所述夹钳组件滑动连接在导向轨上,所述夹钳组件连接有传动机构,所述传动机构带动夹钳组件在导向轨上滑动。夹钳组件在导向轨上进行滑动,导向轨为夹钳组件提供导向作用,从而保证产品的输送平稳,输送轨迹统一,其中夹钳组件连接有传动机构,用于驱动夹钳组件相对于导向轨运动,其中传动机构包括但不限于气缸、电机,而由于夹持组件的设置在两侧上各一个,因此传动机构为保证两侧的夹钳组件同步运动,优选地采用驱动电机连接同步轴,同步轴连接有同步带,并通过同步带上固定连接的连接件与夹钳组件固定连接,来实现两侧夹钳组件的同步运动,保证了驱动的稳定性和统一性。
14、本发明还公开了一种升降循环方法,包括有以下步骤:
15、s1、输送线包括有加工线和成品线,收料层的夹钳组件从加工线夹取加工件至收料层;
16、s2、夹钳组件将加工件从收料层输送至加工工位,并重新从加工线上夹取新的加工件至收料层;
17、s3、升降支架带动横移平台运动,送料层与加工工位对齐,送料层中的夹钳组件从加工工位夹取成品件至送料层;
18、s4、升降支架带动横移平台运动,收料层与加工工位对齐,送料层将成品件送至成品线,收料层输送原有的加工件至加工工位,并从加工线上夹取新的加工件至收料层;
19、s5、加工工位完成后,升降支架再次带动横移平台升降。
20、收料层在将加工件传输至加工工位上,加工工位开始对加工件加工时,收料层同步从加工线内再次将新的加工件取出,从而重叠两个加工件在不同工序上的动作,进而节省时间,随后升降支架运动,将送料层与加工工位对齐,收料层带动其上放置的加工件处于过渡状态,不进行动作,等到送料层将加工好的成品件从加工工位上取出后,升降支架运动恢复到初始状态,收料层再次与加工工位对齐,此时收料层与送料层同步动作,收料层给加工工位输送加工件,送料层给成品线输送成品件,两个产品的不同工序动作重叠,再次缩短时间,提高了整体的生产效率,且这种循环交换方法,动作简单,实现单线对多线的传输交换,且相互之间没有干涉,收料层上始终存在加工件处于准备输送状态,从而使得各个工序之间能够无缝衔接,对于产品的适应能力强,随着产品体积重量增加,只需扩增两个夹钳组件之间的间距即可,且横移平台通过收料层与送料层之间的叠层放置,使得支撑强度更好。
21、作为优选,在步骤s2、s4中,收料层的夹钳组件工作步骤如下:
22、a、二号夹手夹持加工件的一号区,带动加工件朝向加工工位运动;
23、b、加工件进入到收料层内,二号夹手与一号区分离,夹钳组件朝向输送线运动;
24、c、一号夹手夹持加工件的二号区,带动加工件朝向加工工位运动;
25、d、加工件进入到加工工位内,一号夹手与二号区分离,夹钳组件朝向输送线运动。
26、由于收料层与送料层为叠层放置,而加工工位和输送线分别设置在移送平台的两侧,因此收料层中的夹钳组件运动顺序与送料层中的夹钳组件运动顺序相反,在首次将加工件重加工线内传输给加工工位后,夹钳组件将新的加工件输送至横移平台上,为下次输送给加工工位做准备,后续的动作步骤为:先将横移平台上的加工件输送给加工工位后,再从加工线内拿取新的加工件,随后再跟随升降支架运动,从而节省加工工位在上料过程中的等待时间。
27、作为优选,在步骤s3、s4中,送料层的夹钳组件工作步骤如下:
28、a、一号夹手夹持成品件的二号区,带动成品件朝向输送线运动;
29、b、成品件进入到送料层内,一号夹手与二号区分离,夹钳组件朝向加工工位运动;
30、c、升降支架带动送料层与成品线对齐后,二号夹手夹持成品件的一号区,带动成品件朝向输送线运动;
31、d、成品件进入到成品线内,二号夹手与一号区分离,夹钳组件朝向加工工位运动。
32、针对成品线、加工工位相对于横移平台的不同位置,通过一号夹手与二号夹手的切换夹持,在加工工位和输送线之间传输时,均能够夹持产品靠近横移平台一侧,从而避免夹钳组件与加工工位、输送线之间的干涉,并且能够缩短夹钳组件的运动最大形成,通过两次短行程的叠加,减少夹钳组件的生产成本。
33、作为优选,在步骤s2、s4中,加工线与加工工位对齐,收料层的夹钳组件将加工件输送至收料层后,朝向加工线方向回退,一号夹手夹持收料层内的加工件的二号区,二号夹手同步夹持加工线内的加工件的一号区,并带动两个加工件同步朝向加工工位运动。在收料层进行加工件传递过程中,加工线与加工工位对齐,在当夹钳组件将横移平台内的加工件传输给加工工位时,同步的夹持加工线内的加工件,此时横移平台内的加工件与加工线内的加工件之间的距离与夹钳组件中一号夹手与二号夹手的距离相同,夹钳组件朝向加工线回退后,能够同时夹取两个加工件,随后朝向加工工位进行运动,将横移平台内的加工件传输给加工工位,而将加工线内的加工件传输至横移平台内,为下一次输送做准备,通过上述方案,使得在收料层进行加工件输送时,只需要进行一次回退、进给动作,即可完成两个加工件的工序步骤,从而节省了收料层的操作时间,进而能够适应短加工的加工工位,做到加工工位的进料、出料、换料的衔接流畅,从而提高生产节拍。
34、本发明的有益效果如下:
35、(1)通过升降支架带动横移平台在加工工位与输送线之间的运动,来实现加工工位与输送线之间的单线对多线传输,减少生产成本,且输送线叠放设置,减少占地面积;
36、(2)通过一号夹爪与二号区、二号夹爪与一号区之间的连接,使得夹钳组件对于产品的带动路径由两段短行程组成,避免夹钳组件与输送线、加工工位之间的干涉,并减少交换机本身的占用空间、生产成本;
37、(3)将输送线之间的间隙设置与横移平台支架的间隙相同,来使得送料层与收料层之间的动作进行相互重叠,缩短整体动作时间,减少加工工位的等待间隙,提高产品节拍;
38、(4)收料层的夹钳组件同时进行两个加工件的夹持输送,通过一次动作行程实现两个加工件的同步横移,减少重新从加工线内夹取加工件的时间,提高生产效率,减少收料层动作。
- 还没有人留言评论。精彩留言会获得点赞!