全自动真空包装设备及包装方法与流程
本发明涉及一种全自动真空包装设备及包装方法。
背景技术:
1、真空包装是一种常用的包装方式,在很多行业中均有应用,真空包装一般需要通过真空包装设备完成,但现有技术中,真空包装设备依然存在许多问题。一方面,真空包装设备的自动化程度较低,往往需要人工辅助作业,如包装袋的打开、物料的填充等;另一方面,整个真空包装流程涉及多个工序,需要多个不同模块来完成不同的操作,现有的真空包装设备只是将各个模块进行简单的堆叠,导致整个设备的结构臃肿,占用空间较大,工作效率较低。
技术实现思路
1、本发明的目的是提供一种新型全自动真空包装设备,以解决现有技术中的一个或者多个问题。
2、为达到上述目的,本发明采用的技术方案是:
3、一种全自动真空包装设备,包括:
4、包装袋上料机构,用于将空的包装袋逐个地转移至工作台上,其中,所述包装袋的长度方向沿前后方向设置,所述包装袋的袋口朝向前方,所述包装袋具有位于上方的上袋体和位于下方的下袋体,所述袋口具有打开状态与闭合状态,当所述袋口处于打开状态下,所述上袋体的前侧边部与所述下袋体的前侧边部沿上下方向远离;当所述袋口处于闭合状态下,所述上袋体的前侧边部与所述下袋体的前侧边部沿上下方向靠拢;
5、开袋机构,用于将所述包装袋的所述袋口沿上下方向打开;
6、撑袋机构,用于将所述袋口沿上下方向进一步撑开;
7、传输机构,用于传输待包装产品;
8、装袋机构,用于将所述待包装产品自所述袋口向后递送至所述包装袋中;
9、封袋装置,包括用于将所述袋口沿上下方向闭合的闭袋机构、用于将所述包装袋内抽真空的抽真空机构,以及用于将所述袋口固定热封的封合机构,其中:
10、所述闭袋机构包括分设于左右两侧的两组闭袋组件,每组所述闭袋组件均包括能够沿左右方向移动的立座、能够沿前后方向运动地设于所述立座上且呈片状的压杆,两组所述压杆伸入在所述袋口中且相互远离运动的过程中,所述袋口由所述打开状态向所述闭合状态转换,每组所述闭袋组件还包括用于夹持在所述包装袋左/右侧边部上的夹爪,所述夹爪设置在所述立座上并与同侧的所述压杆同步地沿左右方向运动。
11、在一些实施例中,所述撑袋机构包括分别能够沿竖直方向升降的上撑袋组件与下撑袋组件,所述上撑袋组件包括沿左右方向间隔地设置且能够夹持在所述上袋体前部边沿的两组上夹持件,两组所述上夹持件能够相对远离或者相对靠近地设置;所述下撑袋组件包括沿左右方向间隔地设置且能够夹持在所述下袋体前部边沿的两组下夹持件,两组所述下夹持件能够相对远离或者相对靠近地设置。
12、在一些实施例中,所述包装袋上料机构包括用于供应空的所述包装袋的供料台,以及能够沿左右方向及上下方向运动的供料架,所述供料台设于所述工作台左右方向一侧或两侧,所述供料架上设置有多个吸附口朝下的上吸附件。
13、在一些实施例中,所述开袋机构包括设置在所述工作台下方且吸附口朝上的下吸附件,所述工作台上具有包装操作的包装工位,所述下吸附件位于所述包装工位的前方,当所述包装袋位于所述包装工位时,所述下吸附件位于所述包装袋的前部下方,部分所述上吸附件位于所述包装袋的前部上方。
14、在一些实施例中,所述包装设备还包括用于限制所述待包装产品向后传输位置的限位机构,所述传输机构包括沿左右方向间隔地设置的两组传送带,所述装袋机构包括传料座,所述传料座能够沿前后方向平移运动及能够沿竖直方向升降运动地设置,所述传料座沿左右方向位于两组所述传送带之间,且所述传料座、所述限位机构及所述传输机构均位于所述工作台的前方。
15、在一些实施例中,所述封合机构包括上横梁与下横梁,所述上横梁与所述下横梁分别能够沿竖直方向升降地设置,所述上横梁的底部设置有上压合件与上热压件,所述下横梁的顶部设置有下压合件与下热压件,所述上压合件的底面低于所述上热压件的底面,所述下压合件的顶面高于所述下热压件的顶面,所述上压合件与所述下压合件均能够沿上下方向弹性变形地设置,所述抽真空机构沿竖直方向高度可调节地设置,所述抽真空机构至少具有中空状的抽真空管,所述抽真空管沿前后方向延伸且能够沿前后方向相对运动地设置,所述上压合件位于所述上热压件的后方,所述下压合件位于所述下热压件的后方。
16、在一些实施例中,所述抽真空管具有位于后部且能够向后伸入至所述包装袋中的真空作用杆,所述真空作用杆上设有负压吸附口,所述真空作用杆呈扁平状,当所述真空作用杆伸入在所述包装袋中时,所述负压吸附口位于所述上压合件与所述下压合件的后方。
17、本发明的另一目的是提供一种新型全自动真空包装方法。
18、为达到上述目的,本发明采用的技术方案是:一种全自动真空包装方法,基于上述的全自动真空包装设备实施,其中,所述包装袋上料机构将空的所述包装袋逐个地传输至所述工作台上后,所述开袋机构打开所述包装袋的袋口,所述撑袋机构将所述袋口沿上下方向进一步打开后,由所述装袋机构将所述待包装产品递送至所述包装袋中,由所述闭袋机构将所述袋口沿上下方向闭合,再由所述抽真空机构将所述包装袋内抽真空后,由所述封合机构将所述袋口固定热封。
19、在一些实施例中,所述抽真空机构至少具有中空状的抽真空管,所述抽真空管沿前后方向延伸且能够沿前后方向相对运动地设置,所述抽真空管具有位于后部且能够向后伸入至所述包装袋中的真空作用杆,所述真空作用杆上设有负压吸附口,所述真空作用杆插入至所述包装袋中后,所述闭袋机构将所述袋口沿上下方向闭合,再由所述抽真空机构再将所述包装袋内抽真空;待所述真空作用杆从所述包装袋中抽出后,所述热封合机构再将所述袋口固定热封。
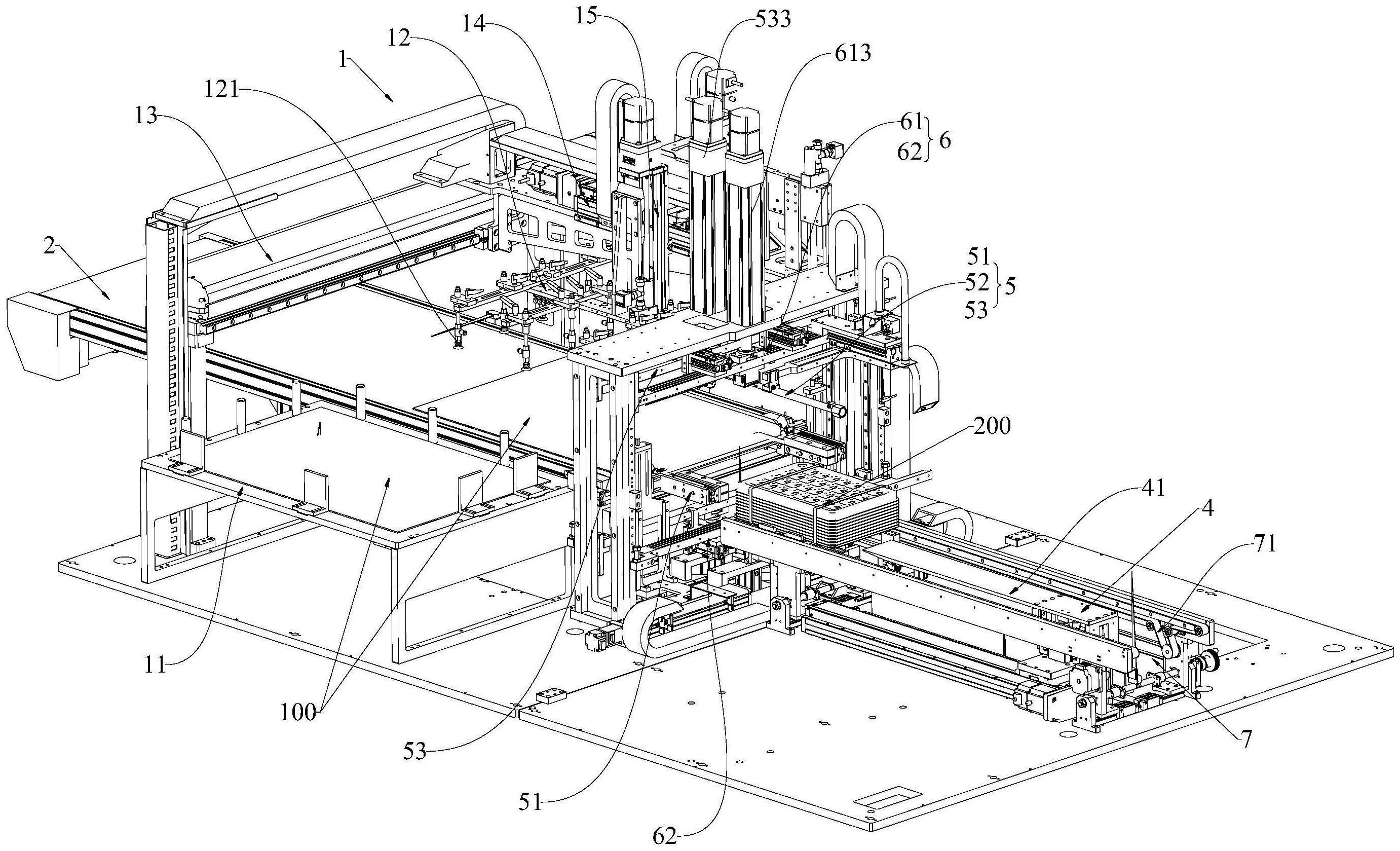
20、由于上述技术方案的运用,本发明与现有技术相比具有下列优点:本发明的全自动真空包装设备及包装方法,其包装袋上料机构能够将空的包装袋逐个地转移至工作台上,开袋机构能够打开包装袋的袋口,装袋机构能够将待包装产品装入包装袋中,封袋装置能够实现对包装袋中空气的抽取以及对包装袋的袋口固定热封,整个流程能够实现完全自动化,无需人工辅助操作,提高了工作效率,且能够降低成本,同时,各功能模块集成于一体,整个设备结构紧凑,空间利用率较高。
技术特征:
1.一种全自动真空包装设备,其特征在于,包括:
2.根据权利要求1所述的全自动真空包装设备,其特征在于:所述撑袋机构包括分别能够沿竖直方向升降的上撑袋组件与下撑袋组件,所述上撑袋组件包括沿左右方向间隔地设置且能够夹持在所述上袋体前部边沿的两组上夹持件,两组所述上夹持件能够相对远离或者相对靠近地设置;所述下撑袋组件包括沿左右方向间隔地设置且能够夹持在所述下袋体前部边沿的两组下夹持件,两组所述下夹持件能够相对远离或者相对靠近地设置。
3.根据权利要求1所述的全自动真空包装设备,其特征在于:所述包装袋上料机构包括用于供应空的所述包装袋的供料台,以及能够沿左右方向及上下方向运动的供料架,所述供料台设于所述工作台左右方向一侧或两侧,所述供料架上设置有多个吸附口朝下的上吸附件。
4.根据权利要求3所述的全自动真空包装设备,其特征在于:所述开袋机构包括设置在所述工作台下方且吸附口朝上的下吸附件,所述工作台上具有包装操作的包装工位,所述下吸附件位于所述包装工位的前方,当所述包装袋位于所述包装工位时,所述下吸附件位于所述包装袋的前部下方,部分所述上吸附件位于所述包装袋的前部上方。
5.根据权利要求1所述的全自动真空包装设备,其特征在于:所述包装设备还包括用于限制所述待包装产品向后传输位置的限位机构,所述传输机构包括沿左右方向间隔地设置的两组传送带,所述装袋机构包括传料座,所述传料座能够沿前后方向平移运动及能够沿竖直方向升降运动地设置,所述传料座沿左右方向位于两组所述传送带之间,且所述传料座、所述限位机构及所述传输机构均位于所述工作台的前方。
6.根据权利要求1所述的全自动真空包装设备,其特征在于:所述封合机构包括上横梁与下横梁,所述上横梁与所述下横梁分别能够沿竖直方向升降地设置,所述上横梁的底部设置有上压合件与上热压件,所述下横梁的顶部设置有下压合件与下热压件,所述上压合件的底面低于所述上热压件的底面,所述下压合件的顶面高于所述下热压件的顶面,所述上压合件与所述下压合件均能够沿上下方向弹性变形地设置,所述抽真空机构沿竖直方向高度可调节地设置,所述抽真空机构至少具有中空状的抽真空管,所述抽真空管沿前后方向延伸且能够沿前后方向相对运动地设置,所述上压合件位于所述上热压件的后方,所述下压合件位于所述下热压件的后方。
7.根据权利要求6所述的全自动真空包装设备,其特征在于:所述抽真空管具有位于后部且能够向后伸入至所述包装袋中的真空作用杆,所述真空作用杆上设有负压吸附口,所述真空作用杆呈扁平状,当所述真空作用杆伸入在所述包装袋中时,所述负压吸附口位于所述上压合件与所述下压合件的后方。
8.一种全自动真空包装方法,其特征在于:基于权利要求1至7任一项所述的全自动真空包装设备实施,其中,所述包装袋上料机构将空的所述包装袋逐个地传输至所述工作台上后,所述开袋机构打开所述包装袋的袋口,所述撑袋机构将所述袋口沿上下方向进一步打开后,由所述装袋机构将所述待包装产品递送至所述包装袋中,由所述闭袋机构将所述袋口沿上下方向闭合,再由所述抽真空机构将所述包装袋内抽真空后,由所述封合机构将所述袋口固定热封。
9.根据权利要求8所述的全自动真空包装方法,其特征在于:所述抽真空机构至少具有中空状的抽真空管,所述抽真空管沿前后方向延伸且能够沿前后方向相对运动地设置,所述抽真空管具有位于后部且能够向后伸入至所述包装袋中的真空作用杆,所述真空作用杆上设有负压吸附口,所述真空作用杆插入至所述包装袋中后,所述闭袋机构将所述袋口沿上下方向闭合,再由所述抽真空机构再将所述包装袋内抽真空;待所述真空作用杆从所述包装袋中抽出后,所述热封合机构再将所述袋口固定热封。
技术总结
本发明公开了一种全自动真空包装设备及包装方法,所述包装设备包括用于将空的包装袋逐个地转移至工作台上的包装袋上料机构、用于将包装袋的袋口沿上下方向打开的开袋机构、用于将待包装产品自袋口向后递送至包装袋中的装袋机构,以及封袋装置,其中封袋装置包括用于将袋口沿上下方向闭合的闭袋机构、用于将包装袋内抽真空的抽真空机构,以及用于将袋口固定热封的封合机构。本发明的全自动真空包装设备,其对包装袋封合的整个流程能够实现完全自动化,无需人工辅助操作,提高了工作效率,且能够降低成本,同时,各功能模块集成于一体,整个设备结构紧凑,空间利用率较高。
技术研发人员:胡海东,马昌松,袁志龙
受保护的技术使用者:昆山鸿仕达智能科技股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!