一种条烟自动码垛装置的制作方法
本发明涉及烟条码垛,特别涉及一种条烟自动码垛装置。
背景技术:
1、烟条加工完成后需要进行码垛装箱,一般的烟条码垛都是通过机械手夹持搬运进行码垛,码垛完成后再进行装箱。机械手夹持搬运过程中烟条全靠机械手的夹持力来避免搬运过程中烟条脱落,这就需要机械手夹紧烟条,位于两端的烟条在机械手的夹持下很容易出现夹痕,影响烟条的品质。采用机械手需要的操作空间大,整套设备下来占用的空间大,机械手夹持设备复杂、成本高。
2、为了解决烟条在机械手夹持下容易出现夹痕的问题,本案提出一种烟条堆叠过程始终保持有支撑力以减弱夹持力的自动码垛装置。
技术实现思路
1、因此,针对上述的问题,本发明提出一种结构设计合理、操作简易、能避免夹持出夹痕并完成码垛与装箱打包的一种条烟自动码垛装置。
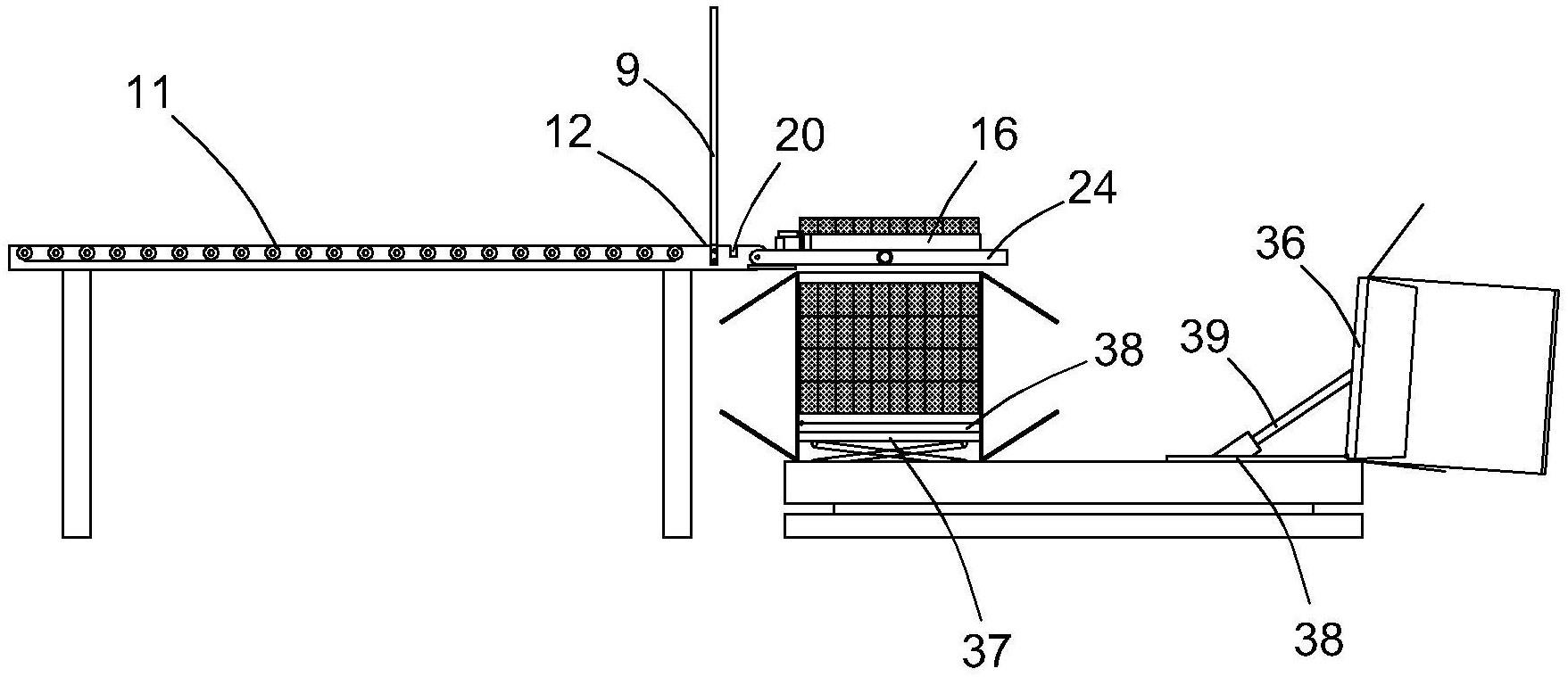
2、为解决上述技术问题,本发明采取的解决方案为:一种条烟自动码垛装置,包括机架,所述机架上设置有用于输送烟条的输送带,所述机架上设置有用于驱动所述输送带输送烟条的第一驱动装置,所述机架上位于所述输送带后方设置有供烟条惯性脱离输送带后滑移的滑移台,所述滑移台的后端部上立设有固定板,所述固定板下端开设有供烟条滑动穿过的进料口,所述滑移台上位于所述固定板后方可翻转设置有第一转动板,所述第一转动板前端面上端部设置有用于限制烟条堆叠数量的顶板、两侧上设置有用于限制烟条向左右两侧活动的侧板,所述固定板、第一转动板、顶板、侧板之间形成用于容纳堆叠的烟条的堆叠通道,所述第一转动板两侧的下端部上设置有随第一转动板翻转、同步转动抬升烟条进入堆叠通道、在烟条堆叠到预定数量后向上转动以非挤压烟条的方式限制堆叠的烟条在第一转动板反转过程中下滑的抬升装置,所述机架上设置有用于驱动所述第一转动板转动至水平状态的第二驱动装置,所述第一转动板上开设有用于在第一转动板翻转至水平状态后供堆叠烟条竖直下落的码垛口,所述第一转动板位于所述码垛口处设置有用于启闭所述码垛口使第一转动板在非水平状态时不会让烟条从码垛口掉落的启闭机构,所述机架后方设置有码垛台,所述码垛台上设置有转动台,所述转动台上设置有至少两个用于套设烟条打包箱以实现码垛打包一步完成、沿打包箱内部上下升降使承接面与第一转动板之间的间距不大于烟条码垛后的纵向高度以避免堆叠过程烟条散落开、在打包箱上箱口封口后利用转动台与底面间高度差将打包箱从转动台上翻转脱离并在翻转后使下箱口朝上、翻转过程始终贴合烟条的承接台,所述码垛台上设置有用于驱动所述转动台旋转的第三驱动装置,所述转动台上设置有用于驱动所述承接台上下运动的第四驱动装置,所述承接台下端面上设置有用于驱动承接台翻转的第五驱动装置。
3、进一步改进的是:所述启闭机构包括第一转动板、第二转动板,所述第一转动板与第二转动板上分别开设有码垛口,所述第二转动板与第一转动板四周相互闭合形成转动箱,所述转动箱可转动设置于所述机架上,所述机架上设置有用于驱动所述转动箱转动至水平状态的第二驱动装置,所述转动箱内位于所述码垛口两侧的上下端分别对称设置有上转动杆、下转动杆,所述上转动杆与下转动杆两端部分别固定设置于所述第一转动板与第二转动板上,所述上转动杆、下转动杆上分别设置有上闭合板、下闭合板,所述上闭合板下端头与下闭合板上端头可转动连接,所述上闭合板上端开设有上滑槽,所述上闭合板上端通过所述上滑槽可转动滑移套设于所述上转动杆上,所述下闭合板上端开设有下滑槽,所述下闭合板下端通过所述下滑槽可转动滑移套设于所述下转动杆上,所述转动箱侧面上设置有用于驱动上闭合板下端头与下闭合板上端头向码垛口滑移或脱离码垛口的第六驱动装置。
4、进一步改进的是:所述第一转动板与第二转动板的前端面位于同一平面上。
5、进一步改进的是:所述第二驱动装置包括第二电机、转动轴,所述转轴贯穿可转动设置于所述机架上,所述转动箱下端固定设置于所述转动轴上,所述第二电机的壳体固定设置于所述机架上,所述第二电机的旋转轴与所述转动轴固定连接。
6、进一步改进的是:所述抬升装置包括位于机架两侧相向转动设置的抬升板,所述滑移台上开设有供抬升板转动抬升烟条的避让槽,所述第一转动板前端面上设置有用于安装抬升板与驱动抬升板转动的第七驱动装置。
7、进一步改进的是:所述第七驱动装置微型电机,所述微型电机的壳体固定设置于所述第一转动板上,所述抬升板设置于所述微型电机的旋转轴上。
8、进一步改进的是:所述第三驱动装置包括第三电机、第一齿轮、第二齿轮,所述第一齿轮、第二齿轮相互啮合可转动设置于所述码垛台上,所述承接台固定设置于所述第一齿轮上,所述第三电机的壳体固定设置于所述码垛台上,所述第三电机的旋转轴与所述第二齿轮固定连接。
9、进一步改进的是:所述第四驱动装置为自动升降台,所述承接台由上端面往下开设有安装槽,所述自动升降台设置于所述安装槽内,所述承接台设置于所述自动升降台上表面。
10、进一步改进的是:所述第五驱动装置包括框体,所述框体设置于所述自动升降台上表面,所述承接台一侧可翻转设置于所述框体的上端面,所述自动升降台上表面位于所述框体内设置有第五气缸,所述第五气缸壳体底部铰接设置于所述自动升降台上表面,所述第五气缸的活塞杆铰接设置于所述承接台下表面。
11、进一步改进的是:所述滑移台上位于所述进料口与输送带之间的两侧上设置有用于引导烟条精准穿过进料口的导向板。
12、进一步改进的是:所述滑移台的进料端与所述输送带平齐,所述滑移台向进料口方向倾斜向下形成避免烟条撞击第一转动板后反向滑移脱出进料口的斜台。
13、进一步改进的是:所述侧板下端部向外侧倾斜形成用于引导烟条自动调整位置以便于进入堆叠通道的导向斜面。
14、通过采用前述技术方案,本发明的有益效果是:
15、目前烟条大多是通过输送带来自动排十条一列,然后由机械手抓夹排列好的烟条列进行十列一垛,码垛好的烟条再由装箱设备进行装箱打包,从烟条排列到烟条垛装箱需要经过多个工序和多台设备之间协同完成;由于烟条是纸盒包装的,在夹持烟条列过程中为了防止夹在中间的烟条脱离烟条列掉落,机械手需要夹紧烟条列,这就使得在夹持搬运过程中很容易留下夹持痕迹,影响烟条后续的销售;本案用第一转动板承托烟条列的方式来代替机械手夹持烟条列的方式,很好的解决了烟条夹痕问题;通过第一转动板的翻转将堆叠好的烟条列直接码垛到承接台上,烟条的包装箱直接套设在承接台上,承接台通过升降使承接台的上表面或是烟条垛的上表面与第一转动板之间的距离小于烟条码垛后的纵向高度,同时承接台的上表面或是烟条垛的上表面第一包装箱的上箱口,使得烟条码垛过程是烟条列下表面先插入包装箱被承托住后才使得烟条的上表面脱离侧板,可以避免烟条列在码垛过程中散落开;烟条码垛到预定数量后将上箱口封上,再由第五驱动将承托台侧翻转动顶起包装箱,借此码垛台与底面的高度差将包装箱180°翻转过来,翻转后再将另一端的箱口封上就完成了烟条的包装。
16、进一步的效果是,第一转动板与第二转动板相互闭合形成转动箱,第一转动板与第二转动板安装在转动箱内可以有效得到保护,以延长使用寿命,同时第二转动板也可以限制烟条列散开、引导烟条列竖直向下运动,在设备误差、承接台的承接面与第一转动板之间的间距大于烟条码垛后的纵向高度时,第二转动板可以进一步克服设备误差限制烟条列在下落过程中散开;第一转动板与第二转动板与上转动杆、下转动杆之间是可滑移转动套合安装的,使得第一转动板与第二转动板的启闭码垛口的过程中可以缩小活动范围,使得整体结构紧凑。
17、进一步的效果是,本案中抬升板为的提升面为平面,可以增大抬升面积,同时抬升过程中烟条列与抬升面之间的作用力大小为烟条列的自身重量,而烟条自身的重量并不大,因此在抬升过程中不会损伤到烟条外盒。
- 还没有人留言评论。精彩留言会获得点赞!