包装结构、包装结构组及其制备方法与流程
本发明涉及食品包装,特别涉及一种包装结构、包装结构组。
背景技术:
1、现有的爱克林包装,参见申请公布号为cn107801388a的专利文献,其具有倒出口。
2、爱克林壶需要具有一个充气的提手以持握或提供竖直方向的支撑性,在销售端一般都是几个包装打包为一组来销售,如果能提供一种不需要充气即可直立的壶状包装,并且可以像积木一样组合为一排,能为运输上减少无效空间提高运输效率且提高包装稳固性。
3、而且爱克林壶是由三片塑料包装材料制作而成,加工繁琐,且加工过程中就会产生废料垃圾以裁切成曲线边缘的片材。
4、爱克林包装不利于直立于桌面上,具有倒出口但并不能保证倒出口周边的卫生而不得不提供吸管,且因其倒出口由两片柔软的材质构成,无法直接吮吸,必须配合挤压,所以从使用角度而言爱克林壶的倒出口不能作为一个吮吸口以替代吸管。
5、爱克林壶保质期短,而采用层压材料的壶能保质期更长。
6、同时,其他的现有技术包装大多都具有塑料吸管或者注塑的开口,然而,吸管等配件容易丢失,或产生吸管及其包裹膜等分离式碎片垃圾,碎片垃圾不利于后续的处理。
7、提供一种能减少碎片化垃圾,方便设置开口以代替吸管、注塑开口等塑料配件的包装。
技术实现思路
1、本发明要解决的技术问题:如何提供一种能减少碎片化垃圾,方便设置开口以代替吸管、注塑开口等塑料配件的包装。
2、本发明的技术方案具体为:
3、一种包装结构,由单片包装片材折叠成型,其特征在于:包装结构具有因卷曲或折叠而成型的角,该角用于设置开口,或者用于容纳其他包装体的角。
4、本案包装相较于由三片包装片材构成的爱克林壶,同样提供一个角作为设置开口的位置,不同在于爱克林壶需要在三片材料上裁切出合适形状的包装片材,较低的包装材料的利用率与较复杂的制作工序,而本案包装的结构均由单片包装片材折叠成型,大大提高了包装材料的利用效率。
5、角包括锥状角或扁平角,分为凹角与凸角;
6、凹角向内凹陷,为内折角或插角,用于容纳其他包装体的角,或者设置开口,以供一种由凹角开启包装的方式;
7、凸角向外凸出,为锥状角或外折角,用于设置开口。
8、需要说明的是,凹角用于容纳凸角,或提供包装的稳定性,或以供一种由凹角开启包装的方式;而凸角用于设置开口,方便倒出与使用。呈三棱锥状或圆锥的角,即分离位于顶角的开口结构即可形成通道,而呈扁平状的角分离位于顶角的开口结构后所呈现的开口为扁平的,还需要挤压变形才形成通道。且锥角可分为具有棱角的锥形或由曲面弯折的锥角。
9、包装结构还包括预设形状的开口结构,开口结构的整体或者一部分位于该角处,和/或开口结构由角来辅助开启;
10、包装片材为单一层材料或由多层材料复合在一起形成的层压材料;
11、开口结构包括开口与密封结构;
12、开口,开口由包装片材的至少一层材料层上所具有的撕裂线和/或通孔所界定预设形状的区域;所诉区域至少包括局部的角封合区和/或下角面;
13、密封结构,密封结构为覆盖在开口区域的一部分包装片材,或与包装片材并不相连的一种独立覆盖结构;密封结构被破坏前,开口位于密封状态。
14、需要说明的是,申请号202010010747.0中提供了一种包装结构组,主要特征在于横封处设置有切口,但它还强调了是层压材料,众所周知层压材料为多层材料制成,较难撕裂,更没法按照最佳预想的样子撕开,并且横封区与所想要撕裂的角呈t型结构,很难一步撕开,也很难撕的如设想的开口形状。而本案提供一种位于角的开口,是由预先处理的包装材料提供预先制成的开口结构,使得撕裂而得的开口形状如预想的样子,弱化的撕裂边缘也更方便开启。本案提供普通的撕裂线的开口方式,还提供开口结构为非常柔软的薄膜或完全的通孔,完全的通孔即为开口位置上全部材料层的通孔,由另一结构作为开口结构的支撑或密封,并且可通过拉动另一结构从而轻松将薄膜开口破坏或完全的通孔暴露出来。或者通过掀起外翻折的角或拉动内折的角,以间接破坏隐藏在隐蔽面的开口结构,或继续破坏预设位置的开口结构。
15、角为凸角,且开口结构至少位于凸角封合区,即至少移除位于凸角封合区的密封结构,以形成至少位于角顶面的开口,和/或,
16、角为凸角,开口结构的密封结构中至少一部分位于外折角的顶点位置,当移除密封结构后,能够成型吮吸口。
17、需要说明的是,本案提供一种位于角上的倒出口,至少将角上的封合区去除,进一步的可以将连接角封合区的顶部横封合区的局部也去除,以获得一个较大的开口;或至少将角上的封合区去除,进一步的将连接的角的局部去除,以获得一个稍斜的开口;再进一步的,若仅去除凸角封合区,将在凸角上部形成一条缝状的开口,需要再提供纵向的痕线,方便顾客推动它,以形成一个非缝状的开口,大体呈菱形或圆形的开口。
18、需要说明的是,本案提供一种位于角上的吮吸口,至少将角上位于顶角的位置去除以形成开口,也就是仅将凸角上的顶角位置去除,进一步的,可以将凸角封合区的局部一同去除,这样更符合人体工学,可位于锥角,或位于外折角。
19、锥角顾名思义就是呈锥形的角,且为至少一个面卷曲构成的锥角,从内部看其各方向的面并不相接,即形成开口后具有流体通道;而外折角一般呈两面扁平的角,或由至少三个平面构成的锥角,当呈扁平角时,需要捏其两侧或展开包装,将扁平状转变为锥角状以形成流体通道。
20、位于外折角的外设密封结构为折叠构成的包裹套,或为另一包装结构的内折角,即通过外设密封结构来包裹向外凸的角、且能通过拉拽外设密封结构来破坏开口结构;和/或
21、外折角上未连接的区域为吮吸口与嘴相接触的卫生区。
22、需要说明的是,本案提供一种吮吸口,并且为吮吸口提供一种保障卫生的结构,这种结构至少包裹住吮吸口与嘴贴合的位置,并且要求这种结构仅在开口位置或开口边缘连接,这样分离后吮吸口的表面能保持干净整洁,没有胶水或没有出现层压材料的表面出现破损而影响口感和卫生。这种结构可以是个套,也可以是另一个包装物的凹部,包裹着吮吸口。换言之,两个包装物可以此相连接,并且将两者拽开分离即可获得一个使用的开口,一步到位,省时省力,因为包装物较大,对于需要打开的连接位置而言,呈一个省力力臂的作用,确实能省力。再进一步的,考虑到要使吮吸口代替吸管,顾客的使用感很重要,可以在与唇接触的位置设置一层垫片,这层垫片可以是酒精垫片,可以抑制细菌保证卫生与安全,或设置为硅胶垫片,使顾客使用体验更好。
23、角为凹角或外折角,密封结构处设有撕裂线,至少撕裂线的一部分位于角的面上和包装结构的顶面,撕裂线被破裂后,从而由角的位置将包装结构的顶面分离以形成开口;和/或
24、密封结构上设有提手区,提手区设有提手,提手为凸出顶面的部件。
25、需要说明的是,本案提供一种打开包装的方式,即通过将手指插入凹角并上拽,就像打开罐头一样打开包装的上顶面,当然可以是包括整个上顶面甚至局部侧壁,但考虑到运输的承重方面,弱化线也就是撕裂线也就是开口边缘线,最好不要位于包装用于提供支撑性的楞上,除非运输过程中包装不用考虑叠放,换句话说最好撕裂线位于包装顶面不与楞靠近的位置,甚至可以靠近封合区,仅将局部的顶部位置撕下,或仅将封合区撕下。上述打开所有顶部的实施例的前提是需要具有一个凹角,位于凹角的破裂线至少位于凹角的上部,以将凹角的局部分离。当然,同理,通过拽外折角也可以将包装上部一并分离。
26、需要说明的是,当所诉角的封合区较大于其他位置的封合区,可以通过拉拽插角的封合区以实现打开包装,这样插角包装较难插入手指,可通过拉动封合区来开启包装。
27、当然,角的封合区较大于其他位置的封合区也可以单独成立,可通过掰动或拉扯角的封合区以破开开口。
28、需要说明的是,由于角可为三棱锥也可为扁平的也可为卷曲成的圆锥,用平行于包装底面的假想的水平面横切上述的角来区分上下:内凹的内折角的上部或上表面为靠上的面,凹角的下面或下表面或底面为水平靠下的面,也就是说从包装顶部的俯视角度看凹角,所能看到的面为上面,看不到的靠下的面为下面;同理外凸的凸角的上与下也同样界定。换句话说,连接了角的封合区域的那面为上。
29、角为外折角,开口结构位于下角面,外折角可折叠贴附于侧壁,且开口结构连接侧壁,以通过掀起外折角从而破坏隐蔽的开口结构,和/或
30、开口结构是通过导撕部连接侧壁,导撕部为对折状态的导撕片,导撕部的开口方向朝向外折角与侧壁的交线的方向,导撕部包括第一导撕片以及与第一导撕片连接的第二导撕片,第一导撕片与侧壁粘接,第二导撕片和密封结构粘接。
31、此实施例为侧面掀开口,有益效果是能通过外折的翻折角构成省力的杠杆,一步开启以轻松的打开包装,并且开口被外折角覆盖遮挡,使得开口位置卫生安全,可直接上嘴吮吸。需要说明的是,角的顶面或顶部为俯视所能看见的面,而角的底面为俯视所不能直接看到的面,且顶面连接角封合区,底面为靠近侧壁的一侧。开口结构如果不是完全的通孔,可直接连接于侧壁上,由于考虑到如果直接连接,在运输的途中由于叠放可能导致受力而增加破包率,或可借助其他材料比如导撕材料连接间接的连接两者,使开口结构有缓冲的余地,导撕材料可以为柔性材料或铝箔之类的,对折状态就是为了能使两者间接的连接并且具有缓冲;或为通孔被侧壁密封也是可以实现,不过需要将筒状的包装材料先制作包装的顶部,并且将外折角折叠好,通过超声波或加热高压封合紧固,现有技术线灌装后将外折角加热贴附在侧壁的方法使不可应用于这个完全通孔的实施例。
32、还包括设于内壁上、用于覆盖倒出口的单向倒出结构,单向倒出结构可供挤压包装结构时,使内容物由倒出口倒出,当不挤压包装时可阻挡外部空气进入包装结构的内腔;单向倒出结构包括:
33、第一材料层,固定连接于内层结构的内壁上,且设有通孔,通孔用于供包装主体中的饮品引流至倒出口;
34、第二材料层,设于第一材料层和内壁之间,用于阻挡外部空气进入包装主体的内腔;
35、第一材料层与第二材料层为两层材料层 ,或同一材料层折叠呈长短不一的双层结构。
36、包装结构还包括单向倒出结构,单向倒出结构设于内层结构的内壁上,单向倒出结构用于覆盖开口结构,单向倒出结构可供包装主体中的饮品由开口结构倒出,并可阻挡外部空气进入包装主体的内腔。具体地说,单向倒出结构包括硬膜层和软膜层,其中,硬膜层固定连接于内层结构的内壁上,硬膜层设有通孔,通孔与包装主体内腔连通,通孔用于供包装主体中的饮品引流至开口结构;软膜层设于硬膜层和内层结构之间,软膜层用于阻挡外部空气进入包装主体的内腔。需要说明的是,软膜层覆盖硬膜层上的通孔,软膜层的尺寸略小于硬膜层的尺寸,软膜层的底边高于开口结构的底边,且由于软膜层的薄膜特性,在倒出饮品的压力下,软膜层与硬膜层之间具有足够的间隙供饮品经开口结构倒出,这样即可构成连通器,且由于包装结构整体趋向于恢复状态,因此,薄膜会受到气压作用压覆于硬膜层的通孔上,因连通器结构的存在,可以形成一个只出不进的结构,这样一来,该包装结构的水封气密性良好,即使启封开口结构后,也不容易发生漏气。
37、其特征在于:
38、角为外折角,开口结构包括整个外折角与外折角封合区,以完整分离外折角从而成型倒出口,或,
39、具有开口的所诉角的顶面具有纵向的痕线,以辅助成型倒出口,或,
40、将呈扁平的外折角边缘局部封合并在封合区内设置剪切口,以使通过剪切口撕开包装,或,
41、将呈扁平的外折角的上面与下面局部封合,并在封合的区域打孔以形成拉环、提手。
42、需要说明的是,本案提供一种倒出口,是通过将外折角全部去除,即开口撕裂线环绕外折角的底边缘,通过拽住角即可将开口撕裂,进一步的可以将呈两面的外折角封合为一,在其上打孔,通过手指勾住孔并拽动即可方便的将角拽下从包装上分离。
43、需要说明的是,将呈扁平的所述外折角边缘局部封合并在封合区内设置切口,以使通过切口撕开包装的这种打开方式,可以有撕裂线,但也可以没有。对标申请号202010010747.0所示的撕裂口位于横封合区,一般封合区最窄仅有5-8mm,使用者很难对封合区部位受力,而将撕裂口设置在外折角上,使用者的受力面更大,可以轻松撕开。
44、包装结构上部具有凹角,位于凸角的另一侧,具有可以被凸角嵌入的凹角;和/或
45、凸角可由另一包装结构具有的凹角所包覆或连接,即可以此实现两个以上的包装整齐排布或连接,两个以上具有凸角的包装结构得以相契合。
46、需要说明的是,本案提供一种壶状的包装结构,其具有向外凸的角,可以作为壶状包装的到出口使用;其还有向内凹的角,使相同的两个包装间像积木一样组合拼搭销售,并且向外凸的角也不会成为运输的阻碍,两两嵌合能有效保护包装结构,以及包装结构上预设的开口结构,甚至能在拆开组合的同时打开包装,操作简单,使用便利,运输方便,多个包装可成组共同生产灌装使得生产简单且高效。
47、需要说明的是,这里并不强调另一具有凹角的包装物与本案的包装结构一致,即具有合适的凹角的其他包装结构都可以被本案的包装结构所契合。这样可以将更多的包装随意契合地组合,以实现销售目的,或带来更多的其他功能性。
48、包装结构为以下三种之一:
49、s1、包装结构的顶部呈屋顶型,凸角突出于侧壁,且呈三棱锥状角;
50、s2、包装结构的顶部为四边形,凸角呈扁平状外折角;
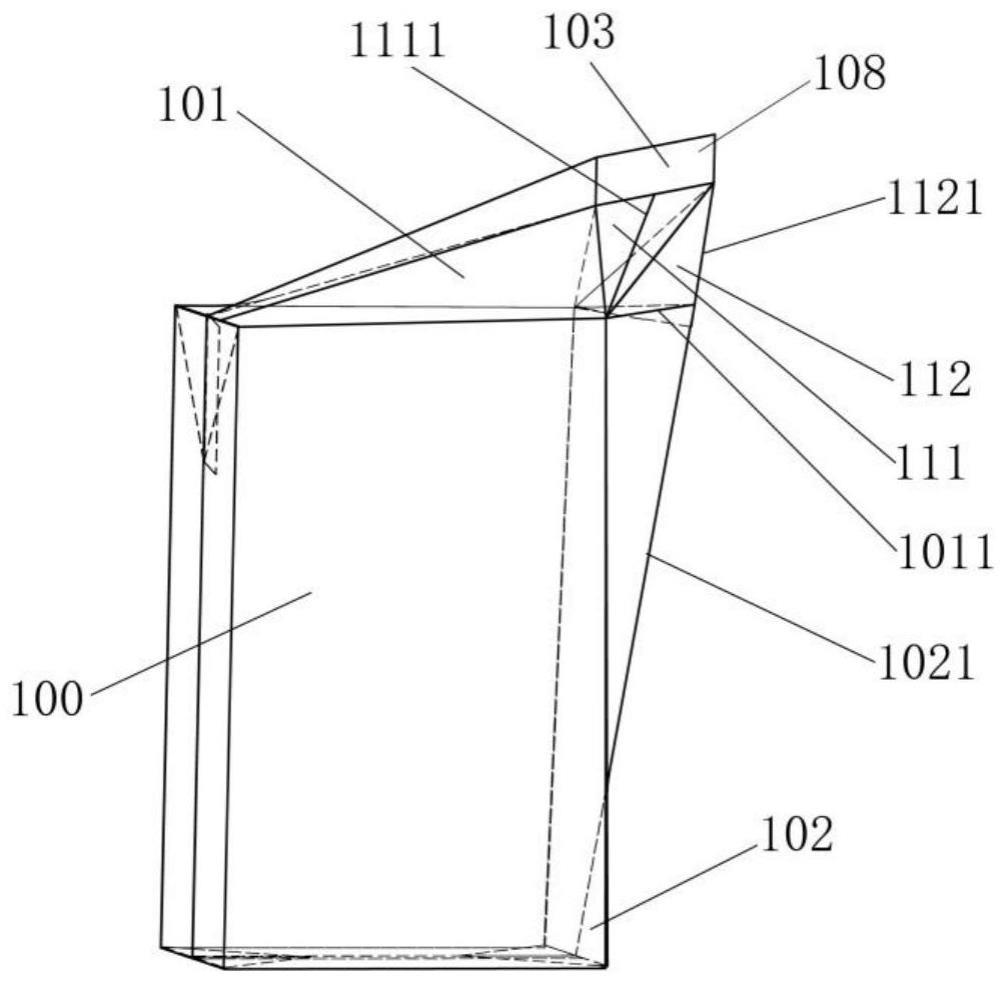
51、s3、包装结构的底面为四边形,随着其逐渐向上延伸,其横截面面积逐渐变小,当其延伸到最上端时呈线状,其正视呈梯形,即具有斜向的凸角。
52、需要说明的是,至少包括三种新型包装,第一种是呈屋顶型包装,类似于现有技术的屋顶式包装,但将其一个内折角向外折叠,呈现一个三棱锥角的包装物;第二种是砖型包装,类似于现有技术比较常见的砖型包装,不同在于将其一个角向内折叠呈内折角;第三种是壶型包装,由筒状坯料折叠成底部为四边形的包装坯料,并将其一角折入包装内并封合顶面即可成型,结构简单带来加工同样简单,进一步的,凹角底部的三棱所在的假象侧壁面与包装底面垂直。
53、一种包装结构组,包括多个串联固定的包装结构,包装结构至少有一个为如权利要求1的包装结构,两个相邻的包装结构相连接时,其中一个包装结构的凸角嵌入到另一个包装结构的凹角内。
54、需要说明的是,两个相邻的包装结构以待成型凸角与凹角的两个区域局部相连接,或待成型凹角的区域密封位于待成型凸角区域上的开口。
55、当包装结构的凹角为扁平角时,被嵌入的凸角也为扁平角;
56、当包装结构的凹角为锥状角时,被嵌入的凸角为与其形状匹配的锥状角。
57、一种如上述包装结构组的制备方法,按照制作s1、s2、s3步骤的顺序,或者按照s2、s1、s3步骤的顺序进行制备,具体为:
58、s1、对至少两个(含两个)的筒状坯料的下底面均完成封合,使每一个筒状坯料为可灌装的包装坯料;
59、s2、将至少两个(含两个)的筒状坯料相同姿态并排布置,并将任意两个相邻的筒状坯料上待成型凸角与凹角的两个区域相对应地接触或连接,使这些筒状坯料成为一个坯料组;
60、s3、将s1步骤或者s2步骤得到的坯料组进行灌装、并封合顶部封合区以成型包装结构,即得到包装结构,且任意两个相邻包装结构间由相嵌合结构所连接;
61、s1步骤中“下底面”为灌装时的底面,为包装结构真正的下底面,或为包装结构的上底面。
62、s2步骤中,通过外力干涉使待成型凸角与凹角的两个区域按照权利要求12所述的包装结构进行倾斜
63、相对于现有技术,本发明的技术效果为,本发明仅仅一个包装片材,相对于爱克林壶需要在三片材料上裁切出合适形状的包装片材,较低的包装材料的利用率与较复杂的制作工序,而本案包装的结构均由单片包装片材折叠成型,大大提高了包装材料的利用效率;同时,本发明还一个卷曲或折叠而成型的“角”,“角”方便设置开口,或者用于容纳其他包装体的“角”,或提供包装的稳定性。
- 还没有人留言评论。精彩留言会获得点赞!