一种大尺寸碳化硅筒体吊装及制作方法与流程
本技术涉及吊装,尤其涉及一种大尺寸碳化硅筒体吊装及制作方法。
背景技术:
1、碳化硅陶瓷具有优良的常温力学性能,抗弯强度、抗氧化性、耐腐蚀性和抗磨损性在陶瓷材料中均处于领先地位,其表面平整,可以放置结垢、积灰等现象,常用于磨砂机内衬中。
2、相关技术中,在对筒体式的碳化硅陶瓷进行生产时,通常需要经过压制、烧结、定型等一系列工艺流程,将碳化硅原料通入定型钢模中,通过加压的方式增大定型钢模内部压力,从而将原料压制成为环状的碳化硅筒体产品,随后操作人员对胚体进行脱模,脱模完成后的胚体装载至推车并运输至下一加工点,进行后期的烧结加工,待冷却完成后,便能够制成筒体碳化硅陶瓷。
3、针对上述中的相关技术,发明人发现在大尺寸的筒体碳化硅筒体陶瓷胚体脱模后转运至下一加工点进行烧结加工时,由于胚体尺寸重量较大,且形状为柱状,表面圆滑,难以固定,便对推车等形式的运输方式带来不便,且采用推车的转动方式对于人力的需求较大,耗时较长,故有待改善。
技术实现思路
1、为了改善筒体碳化硅筒体陶瓷胚体压制成型后转运不便的问题,本技术提供一种大尺寸碳化硅筒体吊装及制作方法。
2、本技术提供的一种大尺寸碳化硅筒体吊装及制作方法采用如下的技术方案:
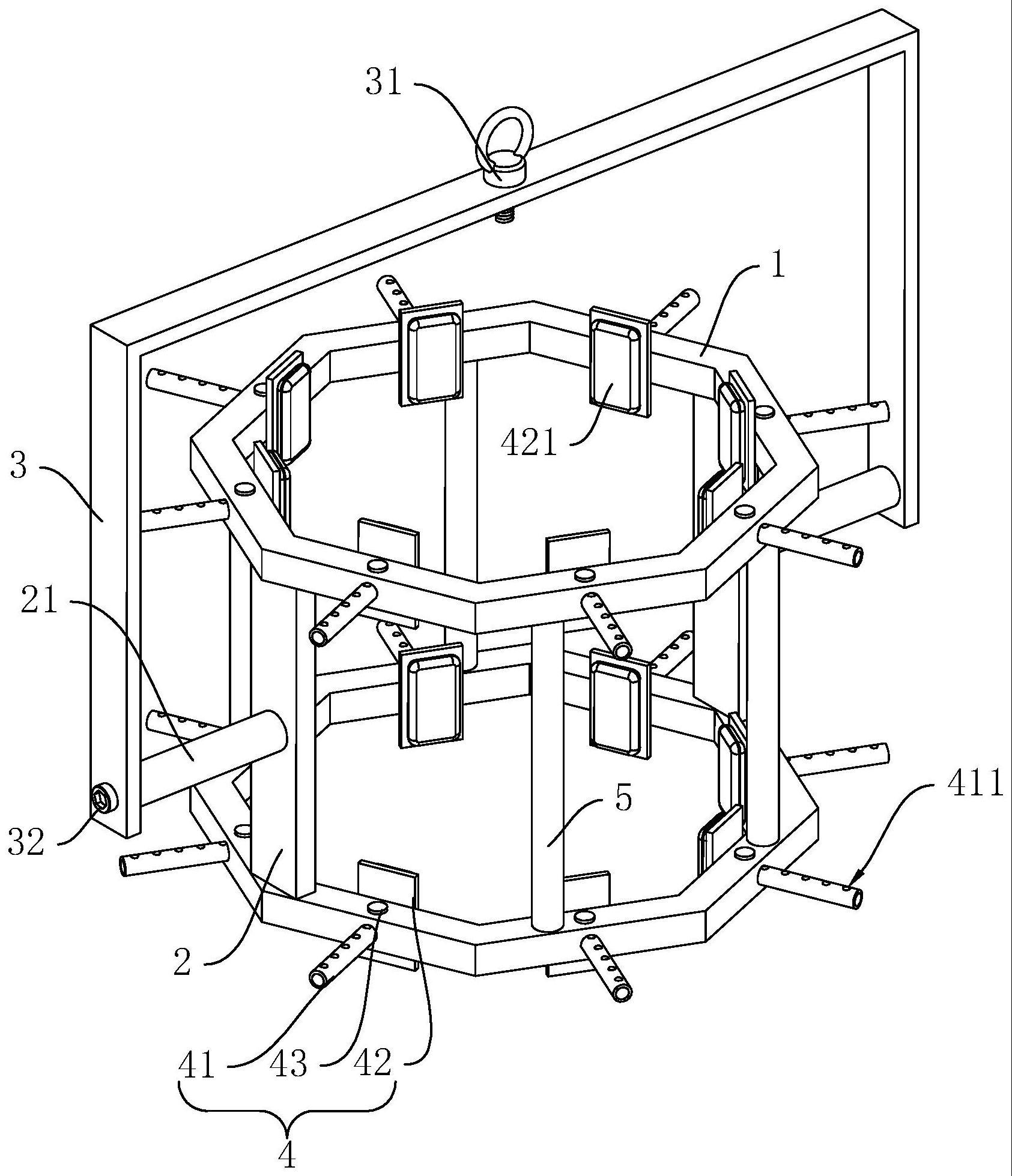
3、一种大尺寸碳化硅筒体吊装,包括两块吊装框体,两所述吊装框体之间设置有若干根连接方管,所述连接方管侧壁连接有翻转把手,所述翻转把手背离连接方管的一端转动连接有翻转边框,所述翻转边框表面设置有吊环锁扣,所述翻转边框与翻转把手连接处设置有紧固件;所述吊装框体上设置有若干用于对碳化硅筒体进行夹紧定位的夹紧组件。
4、通过采用上述技术方案,当大尺寸的碳化硅筒体在定型钢模内压制成型时,通过吊车吊住翻转边框上的吊环锁扣,并将本技术的吊装移动至定型钢模处,此时的两个吊装框体处于一上一下的竖直状态;将吊装下放,并使得碳化硅筒体可以嵌设入两吊装框体的内部,通过夹紧组件对碳化硅筒体进行夹紧定位,定位完成后,将吊装进行上升,从而将碳化硅筒体胚体从定型钢模内脱模;待脱模完成,将翻转边框与翻转把手连接处的紧固件拧松,并将吊装框体进行旋转,使得两吊装框体翻转至水平方向平行的状态,从而对碳化硅筒体进行转动,此种状态下能够有效降低碳化硅筒体从吊装框体内部脱落的问题,能够有效提高转运过程的稳定性和安全性,保护了碳化硅筒体胚体的结构完整性,具有较高的经济效益和实用性;本技术采用吊装对碳化硅筒体进行转运,通过吊装框体上的多个夹紧组件能够对碳化硅筒体进行多角度的定位,稳定性较强,且吊运的工具为吊车,效率相较人工较强,能够有效提高转运的效率,降低劳动强度和人力成本。
5、优选的,所述夹紧组件包括挤压柱、抵接板和定位插销,所述挤压柱贯穿吊装框体,所述抵接板连接于挤压柱伸入吊装框体内部的一端,所述抵接板可与吊装框体内的碳化硅筒体相抵,所述挤压柱外壁开设有调整孔,所述定位插销穿过吊装框体并插设入调整孔内。
6、通过采用上述技术方案,在对碳化硅筒体进行脱模时,在将吊装框体套设于碳化硅筒体上后,移动挤压柱,使得抵接板与碳化硅筒体外壁相抵,并通过定位插销将挤压柱进行固定,从而能够从不同的角度对碳化硅筒体进行定位夹紧,有效提高了碳化硅筒体位于吊装框体内部时的稳定性,且本技术的夹紧组件结构简单,易于实施,具有较高的便捷性和实用性。
7、优选的,所述抵接板背离挤压柱的一面设置有减震气囊,所述减震气囊可与碳化硅筒体相抵。
8、通过采用上述技术方案,设置减震气囊一方面能够对吊装框体内部放置的碳化硅筒体进行有效减震,使得碳化硅筒体外壁能够与较为柔软的减震气囊进行抵接,有效保护了碳化硅筒体结构的完整性;另一方面,减震气囊能够与碳化硅筒体进行更好地抵接,接触面更加充分,有效降低了碳化硅筒体脱落的概率,具有较高的稳定性和安全性。
9、优选的,所述调整孔开设有若干个,若干所述调整孔沿挤压柱的长度方向均匀分布。
10、通过采用上述技术方案,设置若干调整孔能够对挤压柱和抵接板伸入吊装框体的长度进行调整,从而使得本技术的吊装可以适应更多尺寸的碳化硅筒体的脱模和转运工作,提高了本技术的适用性,具有较高的经济效益。
11、优选的,两所述吊装框体之间设置有若干圆钢,所述圆钢用于维持两块吊装框体处于同一平面。
12、通过采用上述技术方案,在两层吊装框体之间设置圆钢能够有效提高两吊装框体之间的稳定性,使得两吊装框体能够处于同一平面内,从而能够有效降低碳化硅筒体转运时,从吊装框体内部脱落的概率,从而能够保护碳化硅筒体结构的稳定性,具有较高的安全性和实用性。
13、优选的,所述翻转边框上设置有稳定组件,所述稳定组件用于对吊装框体翻转后进行平衡。
14、通过采用上述技术方案,当对碳化硅筒体进行吊装时,如果碳化硅筒体伸出两侧吊装框体的长度不同,便会发生重力失衡,导致一侧的吊装框体向上翘起,另一端的吊装框体则会下沉,此时碳化硅筒体的稳定性较差,碳化硅筒体可能会从吊装框体上直接脱落,存在一定的安全隐患,通过设置稳定组件能够对两侧的吊装框体进行平衡,使得吊装框体翻转吊运时,能够处于水平面内,提高了吊装框体吊运的稳定性和安全性。
15、优选的,所述稳定组件包括稳定板、抵紧油缸、带轮、拉力带和传动件,所述稳定板设置于翻转边框表面,所述抵紧油缸设置于稳定板一端表面,所述抵紧油缸的活塞杆穿过稳定板并可与一侧的吊装框体相抵;所述带轮转动连接于稳定板背离抵紧油缸的一端,所述拉力带绕设于带轮上,所述拉力带一端设置有用于对另一侧的吊装框体的碳化硅筒体进行拉动的卡勾,所述传动件设置于稳定板表面,所述传动件用于驱动带轮转动。
16、通过采用上述技术方案,启动抵紧油缸,抵紧油缸的活塞杆将会穿过稳定板并与翘起的一个吊装框体相抵,从而对此吊装框体施加下压的力,使得此吊装框体趋向于恢复至水平状态;启动传动件,传动件带动带轮进行转动,将拉力带行进释放,当拉力带释放至合适长度后,通过卡勾勾住下沉一端的吊装框体处的胚体,对吊装框体施加朝上的力,使得此吊装框体能够恢复至水平状态;通过设置稳定组件,使得稳定板两端形成一压一拉的结构,从而能够使得两侧的吊装框体恢复至水平状态,当两吊装框体均处于水平状态后,便能够有效降低碳化硅筒体从吊装框体中脱落的概率,能够使得本技术的吊装在对碳化硅筒体进行吊运时保持较高的稳定性和安全性,保持碳化硅筒体结构的完整性。
17、优选的,所述稳定板与翻转边框转动连接,所述稳定板与翻转边框转动连接处设置有锁紧件。
18、通过采用上述技术方案,当伸出两侧吊装框体的碳化硅筒体长度不同时,吊装框体也会发生不同角度的倾斜,如果稳定板固定连接,抵紧油缸便难以对吊装框体进行抵紧,此时的抵紧油缸便只能抵紧碳化硅筒体,便会对碳化硅筒体造成一定的损伤,而将稳定板与翻转边框设置为转动连接的方式,能够对稳定板进行角度调整,从而使得抵紧油缸能够转动角度并与吊装框体进行抵紧,从而提高了本技术灵活性和便捷性。
19、优选的,所述稳定组件设置有两组,所述吊环锁扣位于两组稳定组件之间。
20、通过采用上述技术方案,将稳定组件设置为两组,并在吊环锁扣两侧同时对吊装框体进行抵紧或拉动,相较于一组稳定组件能够起到更好的平衡作用,两组稳定组件相互配合,一方面能够有效分担压力,另一方面能够使得对于吊装框体的复位力度更加均衡,能够更好地保持本技术的吊装运转时的稳定性。
21、一种大尺寸碳化硅筒体吊装的制作方法,
22、依据碳化硅筒体尺寸,用铝合金材料设计出吊装框体尺寸,并在两所述吊装框体之间焊接连接方管,用于将两所述吊装框体进行连接;
23、在两所述吊装框体之间焊接实心圆钢,使得上下所述吊装框体处于同一平面;
24、通过焊接在所述连接方管侧壁焊接翻转把手,所述翻转把手转动连接有翻转边框,通过紧固件对所述翻转把手和所述翻转边框进行固定;
25、在所述吊装框体侧边上设置挤压柱,并在所述挤压柱插设入所述吊装框体内部的一端焊接抵接板,在所述抵接板背离所述挤压柱的一面粘结减震气囊,并通过定位插销对所述挤压柱与所述吊装框体进行固定。
26、通过采用上述技术方案,本技术的吊装各部件之间均为焊接或螺栓固定的连接方式,操作简单,组装便捷,组装失误了低,人力成本和材料成本均较低,能够实现吊装的快速组装,具有较高的便捷性和经济效益。
27、综上所述,本技术包括以下至少一种有益技术效果:
28、1.通过设置本技术的吊装,将碳化硅筒体胚体放置与吊装框体内,并通过夹紧组件进行固定,能够使得大尺寸的碳化硅筒体胚体更好地脱模,同时有效改善了大尺寸的碳化硅筒体体积、质量大,表面圆滑,难以固定,对转运带来的不便的问题,提高了本技术的便捷性和实用性;
29、2.通过设置减震气囊,一方面能够改善碳化硅筒体与夹紧组件之间的抵接关系,由抵接板的硬性抵接转化为减震气囊的软性连接,在吊运过程中发生震动时,能够进行有效减震;另一方面,减震气囊可以形变,从而能够与碳化硅筒体进行更加紧密的抵接,从而降低了碳化硅筒体从吊装框体内脱落的概率,提高了吊运过程中的安全性和稳定性,保护了碳化硅筒体的结构,具有较高的经济效益;
30、3.通过设置稳定组件,能够在吊装框体翻转,且两侧重量出现失衡时,对吊装框体进行平衡性调整,从而使得两侧的吊装框体可以处于同一平面内,进一步降低了碳化硅筒体从吊装框体内脱落的概率,提高了吊运过程中的稳定性和安全性。
- 还没有人留言评论。精彩留言会获得点赞!