卷绕极片入卷及收卷纠偏方法与流程
本发明涉及一种锂电池制造,尤其涉及的是一种卷芯卷绕极片纠偏技术。
背景技术:
1、正、负极片间的距离是卷绕产出的卷芯重点监控的指标之一,正极若超出负极或负极未完全包覆住正极,后期会造成卷芯析锂、短路的现象,严重时会造成电芯起火、爆炸。为保证正、负极片的包覆要求,保证卷绕的一致性,目前卷绕机多采用三级纠偏机构,包括放卷epc纠偏、过程蛇形纠偏、入卷夹持纠偏。通过卷绕过程中对极片实时纠偏,实现极片料线稳定,保证包覆满足要求,极片不产生打皱。
2、如申请公布号:cn116031502a一种卷芯卷绕极片打皱预测方法,所述方法包括:s1、在卷针处设置ccd相机,用以检测极片边缘位置与设定基准位置的偏差波动;s2、检测所述极片从放卷工序至入卷工序之间,各纠偏机构的纠偏幅度;s3、根据所述纠偏幅度,计算在卷绕过程中,各所述纠偏机构在固定长度l内的最大纠偏幅度tmax与相邻两纠偏幅度数据间差值的绝对值δt,根据所述偏差波动计算所述卷针处的得到极片边缘位置与得到设定基准位置的偏差,以及极片位置偏差相邻两值间差值的绝对值δh;
3、s4、以所述最大纠偏幅度tmax、所述相邻两纠偏幅度数据间差值的绝对值δt以及所述极片位置偏差相邻两值间差值的绝对值δh,分别与设定参数对比,据以预测所述极片是否打皱。该纠偏方式虽然能够在卷绕过程中进行纠偏,但是该纠偏是设置在极片运输过程中,没有对入卷以及收卷时进行检测和纠偏。
4、卷绕极片入卷时和切断后收卷时,极片均呈自由状态,极片极易产生偏移,造成入卷时和收尾时包覆不良,严重时会因纠偏幅度过大导致极片打皱产生。
5、公开于该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息已构成为本领域一般技术人员所公知的现有技术。
技术实现思路
1、本发明所要解决的技术问题在于:如何解决目前未对卷绕极片入卷时和切断后收卷时进行纠偏,入卷于收卷时的极片均呈自由状态,极片极易产生偏移,从而产生卷芯短路、起火、爆炸等不良现象。
2、本发明通过以下技术手段实现解决上述技术问题的:
3、卷绕极片入卷及收卷纠偏方法,包括以下步骤:
4、步骤s1:设定正极片与负极片边缘位置与设定基准位置的距离的标准值;
5、步骤s2:在卷针处安装检测机构,用于检测正极片与负极片边缘位置与标准值的差值;
6、步骤s3:计算当前已卷绕好卷芯前后n圈正极片、负极片边缘距离与标准值的差值的均值为x正前、x正后、x负前、x负后,除前后n圈外,正极片、负极片边缘距离与标准值的差值的均值为x正中、x负中;
7、步骤s4:入卷纠偏过程:计算x正前与x正中差值x1、x负前与x负中差值x2,根据x正中、x负中、x1与x2的大小,下一卷芯前n圈内长度内,正极片、负极片入料夹持纠偏按以上四个数据的取值判定逻辑提前纠偏到位并开始卷绕;
8、步骤s5:收卷纠偏过程:计算卷绕过程中除前n圈外,正极片、负极片边缘距离与标准值的差值的均值x3、x4,计算x正后与x正中差值x5、x负后与x负中差值x6,根据x3、x4、x5、x6的大小,此卷芯后n圈内长度内,正极片、负极片夹持纠偏按以上四个数据的取值判定逻辑进行纠偏到位。
9、本发明通过检测分析当前已卷绕好的卷芯卷绕纠偏的数据,指导下一卷芯入卷和收尾提前纠偏,可以减少前、后n圈因是自由状态导致的料线波动,减少前、后n圈极片包覆不良的情况,减少入卷和收卷纠偏幅度过大导致的极片打皱问题。
10、优选的,所述步骤s2中,检测正极片与负极片边缘位置与标准值的差值的具体方式为:根据卷绕角度或极片长度进行检测,正极片、负极片每圈各检测不少于2组数据,以非极耳侧极片边缘与设定基准位置的差值并与标准值比较,得到正极片、负极片边缘距离与标准值的差值。
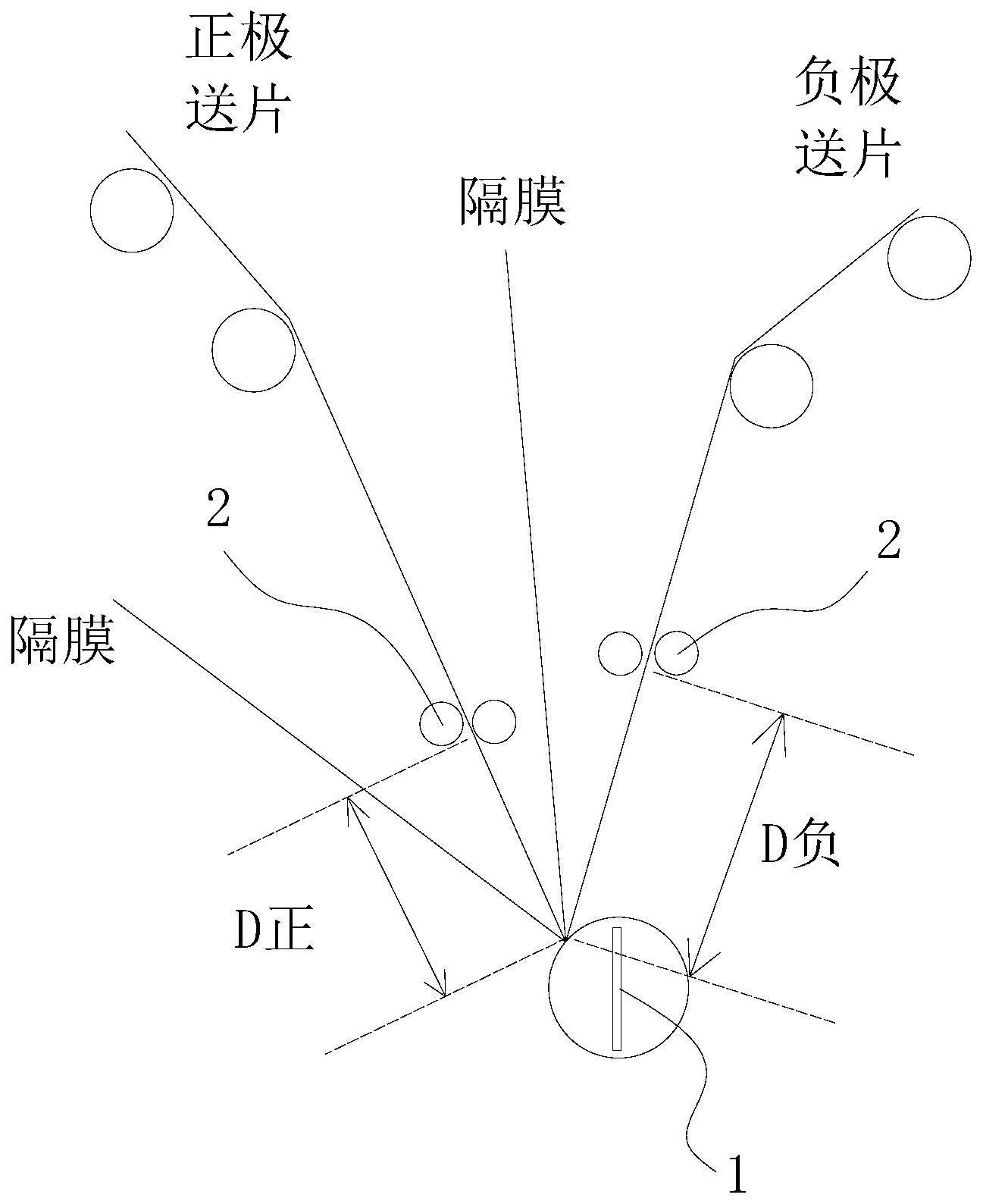
11、优选的,所述步骤s3中,量取正极片、负极片夹持纠偏夹辊到卷针入料边的直线距离d正、d负,卷芯极片平均每圈的长度l;d正除l的整数位与d负除l的整数位,两者之间的最大值记为n值,若两者之间的最大值大于3时,取n=3。
12、优选的,所述步骤s3中,入卷纠偏过程中,预设极限阈值a1、a2、b1;
13、判定|x正中|<a1、|x负中|<a1或|x正中|>a2、|x负中|>a2时,当|x1|≤b1、|x2|≤b1时,下一卷芯前n圈内长度正极片、负极片入料夹持纠偏按|x1|、|x2|提前纠偏到位,但当|x1|>b1、|x2|>b1时,入料夹持纠偏均按b1值提前纠偏到位;
14、优选的,所述步骤s3中,入卷纠偏过程中,
15、判定a1≤|x正中|≤a2、a1≤|x负中|≤a2时,当|x1|<b1、|x2|<b1时,下一卷芯前n圈内长度正极片、负极片入料夹持纠偏按x1与x正中之和、x2与x负中之和提前纠偏到位,但当|x1|≥b1、|x2|≥b1时,入料夹持纠偏均按b1值与x正中、x负中之和提前纠偏到位;
16、加和时,b1值正负与x1、x2一致,纠偏方向根据x1、x2值的正负判定。
17、优选的,所述步骤s3中,收卷纠偏过程中,判定|x3|<a1、|x4|<a1或|x3|>a2、|x4|>a2时,当|x5|≤b1、|x6|≤b1时,在卷卷芯后n圈内长度正极片、负极片入料夹持纠偏按|x5|、|x6|纠偏到位,但当|x5|>b1、|x6|>b1时,入料夹持纠偏均按b1值纠偏到位;
18、优选的,所述步骤s3中,收卷纠偏过程中,判定a1≤|x3|≤a2、a1≤|x4|≤a2时,当|x5|<b1、|x6|<b1时,在卷卷芯后n圈内长度正极片、负极片入料夹持纠偏按x3与x5之和、x4与x6之和纠偏到位,但当|x1|≥b1、|x2|≥b1时,入料夹持纠偏均按b1值与x5、x6之和提前纠偏到位;加和时,b1值正负与x3、x4一致,纠偏方向根据x3、x4值的正负判定。
19、优选的,a1取值范围0-0.3,a2取值范围0.5-1.5,b1取值范围0.3-1.0。
20、优选的,所有的纠偏值不能超出设定最大纠偏限幅c,c取值范围0.5-3.0,若超出,纠偏值取c值。
21、优选的,所述步骤s2中的检测机构为ccd相机。
22、本发明的优点在于:
23、本发明通过检测分析当前已卷绕好的卷芯卷绕纠偏的数据,指导下一卷芯入卷和收尾提前纠偏,可以减少前、后n圈因是自由状态导致的料线波动,减少前、后n圈极片包覆不良的情况,减少入卷和收卷纠偏幅度过大导致的极片打皱问题。
技术特征:
1.卷绕极片入卷及收卷纠偏方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的卷绕极片入卷及收卷纠偏方法,其特征在于,所述步骤s2中,检测正极片与负极片边缘位置与标准值的差值的具体方式为:根据卷绕角度或极片长度进行检测,正极片、负极片每圈各检测不少于2组数据,以非极耳侧极片边缘与设定基准位置的差值并与标准值比较,得到正极片、负极片边缘距离与标准值的差值。
3.根据权利要求1所述的卷绕极片入卷及收卷纠偏方法,其特征在于,所述步骤s3中,量取正极片、负极片夹持纠偏夹辊到卷针入料边的直线距离d正、d负,卷芯极片平均每圈的长度l;d正除l的整数位与d负除l的整数位,两者之间的最大值记为n值,若两者之间的最大值大于3时,取n=3。
4.根据权利要求1所述的卷绕极片入卷及收卷纠偏方法,其特征在于,所述步骤s3中,入卷纠偏过程中,预设极限阈值a1、a2、b1;
5.根据权利要求4所述的卷绕极片入卷及收卷纠偏方法,其特征在于,所述步骤s3中,入卷纠偏过程中,
6.根据权利要求1所述的卷绕极片入卷及收卷纠偏方法,其特征在于,所述步骤s3中,收卷纠偏过程中,预设极限阈值a1、a2、b1;
7.根据权利要求6所述的卷绕极片入卷及收卷纠偏方法,其特征在于,所述步骤s3中,收卷纠偏过程中,判定a1≤|x3|≤a2、a1≤|x4|≤a2时,当|x5|<b1、|x6|<b1时,在卷卷芯后n圈内长度正极片、负极片入料夹持纠偏按x3与x5之和、x4与x6之和纠偏到位,但当|x1|≥b1、|x2|≥b1时,入料夹持纠偏均按b1值与x5、x6之和提前纠偏到位;加和时,b1值正负与x3、x4一致,纠偏方向根据x3、x4值的正负判定。
8.根据权利要求4-7任意一项所述的卷绕极片入卷及收卷纠偏方法,其特征在于,a1取值范围0-0.3,a2取值范围0.5-1.5,b1取值范围0.3-1.0。
9.根据权利要求8所述的卷绕极片入卷及收卷纠偏方法,其特征在于,所有的纠偏值不能超出设定最大纠偏限幅c,c取值范围0.5-3.0,若超出,纠偏值取c值。
10.根据权利要求1所述的卷绕极片入卷及收卷纠偏方法,其特征在于,所述步骤s2中的检测机构为ccd相机。
技术总结
本发明公开卷绕极片入卷及收卷纠偏方法,包括以下步骤:步骤S1:设定正、负极片边缘位置与设定基准位置的距离的标准值;步骤S2:检测正、负极片边缘位置与标准值的差值;步骤S3:计算当前已卷绕好卷芯前后N圈、除前后N圈外正极片、负极片边缘距离与标准值的差值的均值为X<subgt;正前</subgt;、X<subgt;正后</subgt;、X<subgt;负前</subgt;、X<subgt;负后</subgt;、X<subgt;正中</subgt;、X<subgt;负中</subgt;;步骤S4:入卷纠偏过程,对下一卷芯前N圈内长度内,提前纠偏到位并开始卷绕;步骤S5:收卷纠偏过程,对此卷芯后N圈内长度内,进行纠偏到位。本发明的有益效果:通过检测分析当前已卷绕好的卷芯卷绕纠偏的数据,指导下一卷芯入卷和收尾提前纠偏,减少入卷和收卷纠偏幅度过大导致的极片打皱等不良问题。
技术研发人员:夏佳灵
受保护的技术使用者:合肥国轩高科动力能源有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!