一种同时具备高阻隔性和高柔韧性的容器及其制备方法与流程
本发明属于包装,特别一种同时具备高阻隔性和高柔韧性的容器及其制备方法。
背景技术:
1、在包装品中,尤其是用来装液体的容器瓶,目前仍大量使用塑料材料进行制备,如pe、pp、pet等。以上来自于石油基的塑料材料具有优异的加工性,良好的力学性能,部分材料如pet还具有优越的阻隔性。尽管性能优越,但这些塑料材料难以降解,带来了一系列环境问题。寻找同样具备优异性能,且可全部降解的包装材料,依然是人们努力的方向。
2、在制备用来装液体的容器瓶的可降解材料中,通常采用pla(聚乳酸)作为制备原料。pla易于加工,具备很高的强度和可加工性,适应于不同的加工方式;但pla具有其天然劣势,主要是脆性较大,很容易在冲击下碎裂。而其他的生物质复合材料如pla/pbat(聚己二酸对苯二甲酸丁二醇酯),pla/pcl(聚己内酯)等均因其吹塑加工性、相容性、柔韧性差等问题,无法实现良好的吹塑成型,导致制备得到的容器的柔韧性较差,且对水、氧阻隔能力较差,限制了容器用于某些特殊内容物如酒类或其他含有气体的饮料的包装。另外,容器的柔韧性和阻隔性也往往形成矛盾,柔韧性提高,则阻隔性就会下降,很难同时具备高柔韧性和高阻隔性。
3、因此,亟需提供一种同时具备高阻隔性和高柔韧性的容器,以满足实际的市场需求。
技术实现思路
1、本发明旨在至少解决上述现有技术中存在的技术问题之一。为此,本发明提供了一种容器及其制备方法,该容器同时具备高阻隔性和高柔韧性。
2、本发明的第一方面提供了一种容器,包括容器基体和铝膜层,所述铝膜层沉积在所述容器基体的外表面,所述容器基体的制备原料包括:pla、pla-pcl嵌段共聚物、支化pla、p34hb、大豆油多元醇和有机锡类催化剂。
3、根据本发明的一些实施方式,按照质量份数计,所述容器基体的制备原料包括:pla 33-52份、pla-pcl嵌段共聚物16-28份、支化pla 3-5份、p34hb 24-38份、大豆油多元醇4-12份和有机锡类催化剂0.5-1份。
4、根据本发明的一些实施方式,所述容器基体的制备原料还包括:流动改性剂和抗氧剂。
5、根据本发明的一些实施方式,按照质量份数计,所述容器基体的制备原料还包括:流动改性剂1-3份和抗氧剂0.2-0.5份。
6、根据本发明的一些实施方式,所述pla-pcl嵌段共聚物的重均分子量为40000-100000,其中pla与pcl的摩尔比为(0.5-1.5):1。pla-pcl嵌段共聚物可采用常规制备方法制成;例如,选择一定分子量的聚乳酸和聚己内酯作为反应原料,与六-亚甲基二异氰酸酯(hdi)和有机锡类催化剂混合,进行扩链反应制得;其中,hdi作为扩链剂,添加量为反应原料质量的1-2%,有机锡类催化剂的添加量为反应原料质量的0.1-0.3%。
7、根据本发明的一些实施方式,所述支化pla的重均分子量为82000-164000。优选地,所述支化pla的重均分子量为134000-142000。
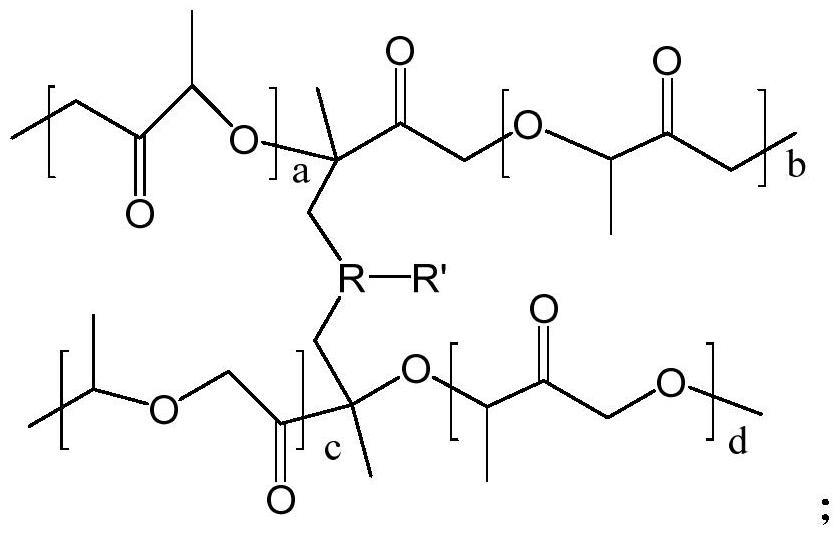
8、具体的,所述支化pla为4臂支化聚乳酸,其分子结构式如下:
9、
10、其中,r表示ch或c2h3,r’表示烷基,a=200-400,b=200-400,c=250-400,d=300-650。优选地,r’表示c1-c4烷基。
11、根据本发明的一些实施方式,所述p34hb为聚3-羟基丁酸酯4-羟基丁酸酯,分子结构式如下:
12、
13、其中,n=200-500,m=60-140。
14、本发明根据n和m的不同,可实现差异化的力学性能和阻隔性。如提高m值,可提高材料的柔韧性;提高n值,可提高材料的强度。优选地,n=300-400,m=100-140。
15、根据本发明的一些实施方式,所述大豆油多元醇的官能度为4-4.5。
16、根据本发明的一些实施方式,所述有机锡类催化剂为二月桂酸二丁基锡和/或辛酸亚锡。本发明添加有机锡类催化剂,能够促进各类聚酯之间发生酯交换反应,尤其是在均化后端抽真空条件下有利于酯交换反应发生,进而有利于材料体系的均一化。
17、根据本发明的一些实施方式,所述抗氧剂包括抗氧剂1010、抗氧剂bht、抗氧剂1076、抗氧剂168中的至少一种。
18、根据本发明的一些实施方式,所述铝膜层的外表面设有面漆层,所述面漆层的组分为聚丙烯酸酯和/或聚氨酯。
19、根据本发明的一些实施方式,所述铝膜层的厚度为10-50μm。
20、根据本发明的一些实施方式,所述面漆层的厚度为1-50μm。
21、本发明的第二方面提供了上述容器的制备方法,包括以下步骤:
22、1)将所述容器基体的制备原料进行混合,挤出造粒,得到粒料;
23、2)将所述粒料进行注塑,得到容器胚体;
24、3)将所述容器胚体进行吹塑成型,得到容器基体;
25、4)将所述容器基体进行表面等离子处理,再进行磁控溅射镀膜,在所述容器基体的外表面形成铝膜层,得到所述容器。
26、根据本发明的一些实施方式,所述步骤1)中,在混合前,还包括步骤:将所述容器基体的制备原料在120-140℃下以除湿式干燥机干燥3-4h。
27、根据本发明的一些实施方式,所述步骤1)中,所述挤出造粒的具体过程为:
28、采用二段式投料,先将部分pla、p34hb、大豆油多元醇和有机锡类催化剂投入第一进料口,再将剩余原料投入第二物料口;其中,第一进料口位于挤出螺杆的初始处,第二进料口位于挤出螺杆的均化段前端,投入第一投料口的pla、p34hb、大豆油多元醇和有机锡类催化剂的质量分别为对应原料总质量的60-100%、40-80%、65-80%和40-60%。
29、根据本发明的一些实施方式,所述挤出造粒的具体过程中,挤出温度设置为190-210℃,从第一进料口至挤出均化段逐步升高,均化段前端开始设置抽气装置用于抽真空,挤出中真空度设置为0.1-0.4mpa;螺杆转速为200-300rad/min,停留时间为0.5-1min。
30、根据本发明的一些实施方式,所述吹塑成型和表面等离子处理工艺可连续完成,也可间歇完成;所述表面等离子处理和磁控溅射镀膜工艺为连续完成。
31、根据本发明的一些实施方式,所述步骤2)中,所述注塑的条件包括:
32、温度为220-240℃,背压为35-65bar,射料时间为4-6s。
33、根据本发明的一些实施方式,所述步骤2)中,在注塑工艺中,注塑模具和注塑机模板之间设有厚度为7-11mm的隔热板,排气深度介于0.15-0.35mm之间。
34、根据本发明的一些实施方式,所述步骤2)中,所述容器胚体的厚度为1-10mm。
35、根据本发明的一些实施方式,所述步骤3)中,所述吹塑成型的具体过程为:
36、将所述容器胚体加入模腔中,合模后密封模腔,于110-130℃下进行拉伸,拉伸比率介于1.2-1.5之间,以4-7.5bar的低压进行第一次吹气,再以7.5-11.5bar的压力进行第二次吹气,然后以5.5-10bar的压力从拉伸杆顶部进行吹气,成型,最后顶出在20-30℃下冷却1.5-3h定型,得到容器基体;其中,径向拉伸吹胀比介于2.4-3.4之间,轴向吹胀比介于1.8-2.4之间。
37、据本发明的一些实施方式,所述步骤4)中,所述表面等离子处理的具体过程为:
38、将所述容器基体置入等离子清洗仓中,采用5-20ev能量的等离子体对容器基体的外表面进行处理。
39、根据本发明的一些实施方式,所述步骤4)中,所述磁控溅射镀膜的条件包括:
40、真空度为0.8-1.1×10-2pa,靶基间距为55-80mm,溅射功率为700-900w,溅射时间为90-140s。
41、相对于现有技术,本发明的有益效果如下:
42、(1)本发明提供的容器,其中容器基体的制备原料基于一种复合体系,即采用强度较高的pla、p34hb为主要原料,引入pla-pcl嵌段共聚物和大豆油多元醇作为软段,结合有机锡类催化剂,实现多种原料的缩聚和酯交换反应,支化pla则起到结晶成核剂和均匀不同方向强度、抵抗不同方向破裂的作用。以上原料共同作用,具有优异的柔韧性、吹塑加工性和相容性,原料经成型得到的容器基体,可实现在容器基体的外表面进行均匀镀膜形成铝膜层,从而使得容器同时具备高阻隔性和高柔韧性。本发明容器在20%以下的拉伸变形中不会导致铝膜层发生破裂,不会影响阻隔性。
43、(2)本发明容器具有优异的延展性,拉伸强度,冲击强度及水氧阻隔性,且能够在堆肥下被全部降解。其中,断裂延伸率为180-350%,拉伸强度为22-33mpa,缺口冲击强度为7-11kg.cm/cm,容器的氧气透过率为80-150cm3/(m2·24h·0.1mpa),水蒸气透过率为50-130g/(m2·24hr·mpa);在土壤堆肥25℃条件下,容器完全降解所需时间为17-20周。
- 还没有人留言评论。精彩留言会获得点赞!