一种磁性传输带的制作方法
本发明涉及输送带,具体涉及一种磁性传输带。
背景技术:
1、在对金属板进行多道冲压加工的过程中,金属板在从上一工序输送到下一工序的过程中,均为通过传送带进行输送,为了防止输送中金属件与传输带发生相对滑动导致金属件掉落或表面产生划痕,现有技术通常采用具有磁吸力的磁性传输带来传输金属件。
2、现有技术中的磁性传输带有在传输带组分里添加磁粉制成的磁性传输带,如现有技术cn 108584288 b公开了一种带磁力聚氯乙烯轻型输送带,通过在传输带结构组分中添加磁化铁粉制成带磁力的输送带,由于需要保证传输带的强度,通常只在输送带的组分中添加少量的磁粉,因此这种通过添加磁粉制成的磁力输送带的磁力分布均匀,但磁性吸附力较小,可以吸附传输质量较小的如碎屑类的可磁吸性物料。
3、现有技术中也有在输送带内镶嵌磁条的方法制成的磁性传输带,如公布号为cn108883877 a的现有技术公开了一种磁性传送带模块,其多个磁性传送带模块依次铰接形成传输带,磁性传送带模块包括模块主体和镶嵌于模块主体内的沿传输带的宽度方向设置的条形磁性元件,该方案的磁性传输带中,磁性传输带的磁吸力主要集中在条形磁性元件处,物料贴近条形磁性元件时,条形磁性元件对物料能产生较强的磁吸力。
4、本公司在生产圆柱形电池时,需要使用圆柱形钢壳作为电池外壳,圆柱形钢壳是先通过将钢料带经过冲压母机的冲压得到具有一定深度的钢碗,根据不同的电池规格,需要钢碗的直径不同,经冲压母机冲压后得到的钢碗的深度约为钢碗直径的1/3使得钢碗整体呈扁圆状,冲压母机冲压形成钢碗后钢碗由钢料带脱落掉在钢料带下方的传输带上,再由传输带将钢碗传输到各冲压子机上进行继续拉伸冲压后得到需要的圆柱形钢壳,由于冲压设备结构限制以及工艺需要,各冲压子机的冲压模具的位置高度均高于冲压母机的冲压模具的位置高度,因此传输带通常不是平直设置,部分传输路径设置有较大倾斜度的爬坡段,当采用上述的添加磁粉制成的磁性传输带对钢碗进行传输时,由于该种传输带的磁吸力较小,当钢碗被输送到爬坡段时在钢碗的重力下钢碗会出现向下滑动甚至掉落的现象,导致钢碗出现划痕和不能有效传输。
5、当采用如现有技术cn 108883877 a中的磁性传送带时,由于条形磁性元件产生的吸力呈条状分布,当钢碗由钢带脱落掉在冲压模下方的平直段的传输带上时,会出现部分钢碗下落后钢碗的侧壁朝下先接触传输带,由于这时钢碗的重力方向与条形磁性元件对钢碗产生的磁力方向相同,进而钢碗被条形磁性元件吸附住使得钢碗的轴线呈与传输带表面平行的状态,由于条形磁性元件产生的磁吸力相对较大,在钢碗与移动中的传输带接触的瞬间,钢碗自身的惯性力不足以克服条形磁性元件对钢碗产生的磁吸力以使钢碗翻转呈钢碗轴线垂直于传输带表面的平放状态,当传输带将轴线与传输带表面成平行状态的钢碗带到爬坡段时,这时钢碗的重力方向与条形磁性元件对钢碗产生的磁力方向成大夹角状态,由于钢碗呈直径远大于深度的扁圆状,因此钢碗的重力会使得钢碗翻转使钢碗相对于传输带成平放状态或向下滚动,翻转倾倒的或向下滚动的钢碗会碰撞到传送带上其它的钢碗导致钢碗外表产生划痕。
技术实现思路
1、针对上述现有技术的不足,本发明所要解决的技术问题是:提供一种磁性传输带,以解决在输送钢碗的过程中钢碗不能相对传输带保持静止和有效传输的问题。
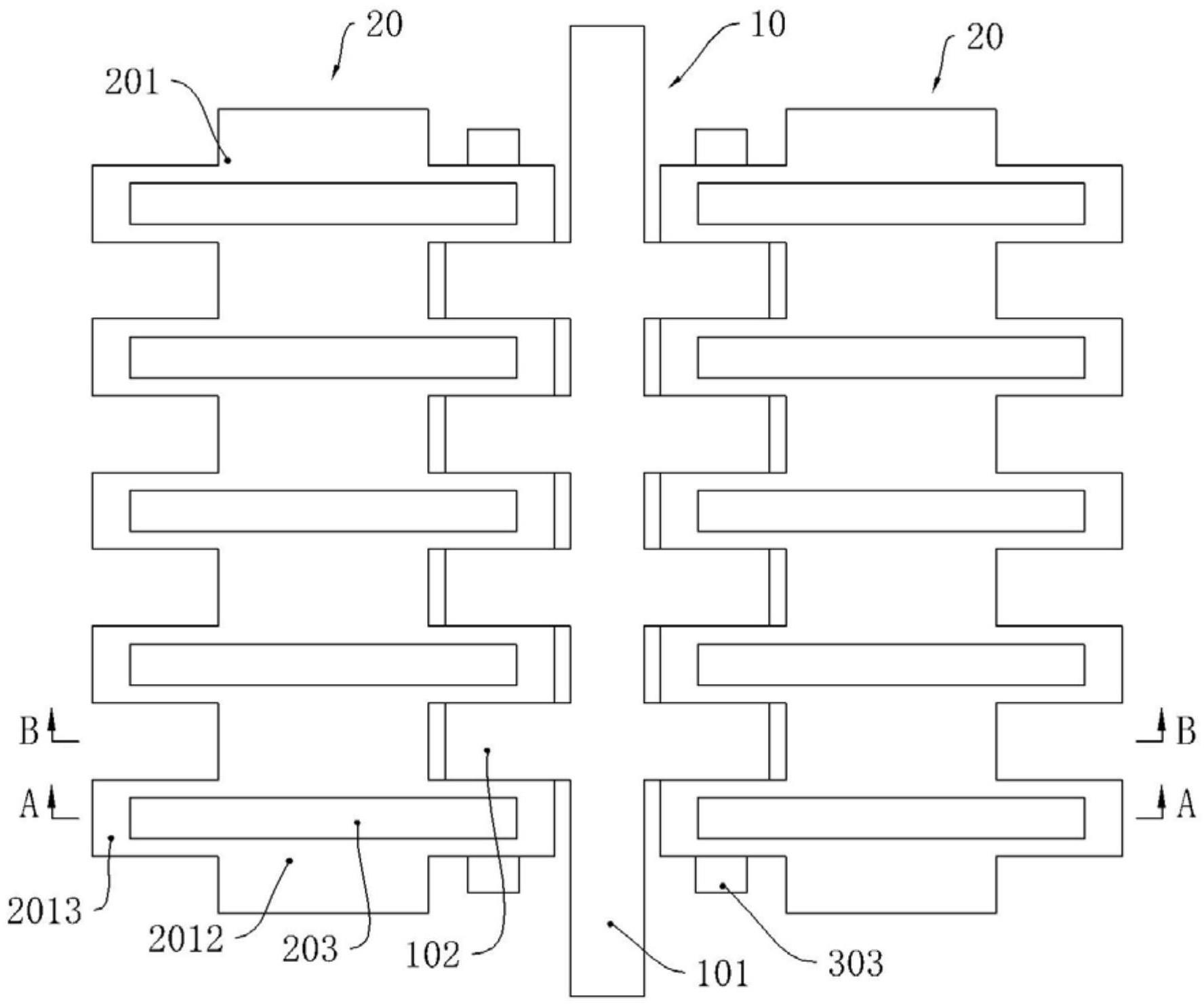
2、为解决上述技术问题,本发明采用的一个技术方案是:提供一种磁性传输带,包括若干依次铰接的非磁模块和磁性模块,所述磁性模块包括模块本体、设于所述模块本体内的多个磁性件和使所述磁性件保持于所述模块本体内的多个覆盖件,所述模块本体包括平直部和沿传输带长度方向凸设于所述平直部两侧的多个间隔设置的第一铰接块,多个所述磁性件分散设置于所述平直部以及所述第一铰接块,所述非磁模块包括沿传输带宽度方向设置的传动杆和设置于所述传动杆两侧的与所述第一铰接块铰接的第二铰接块。
3、上述方案的原理和有益效果在于:
4、相较于条形磁性件能产生较为集中的磁吸力而言,由于本方案的各磁性件间隔分散分布,不会形成集中的磁吸力,当钢碗脱离钢带下落的过程中出现钢碗的侧壁先接触移动中的传输带现象时,钢碗刚接触移动中的传输带时钢碗具有向与传输带移动方向相反的方向倾倒的惯性力,由于钢碗的侧壁的投影面积较小且侧壁为圆柱面,因此单块磁性件对钢碗产生的吸力无法使钢碗成轴线水平的状态保持固定在移动中的传输带上,由于钢碗呈一端开口的浅筒状,因此钢碗的开口端的材料相对钢碗的底壁较少,因此分散在钢碗附近的磁性件对钢碗的底壁的吸附力要大于对钢碗开口端的吸附力,使得在惯性力与不平衡的磁吸力的综合作用下钢碗最终呈底壁接触传输带的平放状态,当钢碗呈平放状态时,钢碗在传输带上的投影面积增大且钢碗底壁与传输带表面平行,因此钢碗的底壁覆盖并贴近更多磁性件,此时多件磁性件均对钢碗的底壁产生磁吸力以使钢碗贴紧在传输带上,使得钢碗在传输带的整个输送途中与传输带保持相对静止,在途径爬坡段时也不会向下滑动或翻转,有效防止钢碗间的碰撞,减少钢碗表面划痕和对钢碗进行有效传输。
5、进一步,所述平直部两侧的所述第一铰接块对称设置,平直部同侧的相邻第一铰接块间形成有容对应的第二铰接块插入的开口,所述第一铰接块与对应的所述第二铰接块上均同轴设置轴孔,多个所述第一铰接块与对应的多个所述第二铰接块通过一转轴铰接。
6、进一步,所述模块本体的靠近两侧所述第一铰接块的上表面上均沿传输带的长度方向设置滑槽,所述磁性件包括多组磁块组,所述磁块组包括于两侧滑槽间嵌设于所述平直部内的固定磁块和分别滑设于两侧滑槽内的移动磁块。
7、由于移动磁块可以在滑槽里滑动,当用于输送较小直径的钢碗时,在该较小直径钢碗的吸附下,移动磁块向靠近钢碗方向滑动更加靠近钢碗以对钢碗产生更大的磁吸力,可以满足对不同直径的钢碗进行有效磁吸。
8、进一步,同一磁块组的所述固定磁块和所述移动磁块共线设置,所述覆盖件包括与多个所述磁块组对应设置的多个盖体,所述盖体与所述模块本体可拆卸连接,所述盖体将同一磁块组的所述固定磁块和所述移动磁块盖封于所述模块本体内,所述盖体的上表面与所述模块本体的上表面平齐。
9、进一步,所述盖体上设置有防滑机构,所述防滑机构包括与所述滑槽对应地设置于所述盖体下表面的凹槽、固定连接于所述凹槽内的滑筒和与所述滑筒的内壁密封滑动连接的滑板,所述滑筒的下端开口,所述滑筒的开口端设置有防止滑板脱离滑筒的挡圈,所述滑板上竖直贯穿滑板均布多个穿孔,所述穿孔内密封固定连接将所述穿孔封闭的弹性膜,所述滑板上方的滑筒内腔填充有流体。
10、在滑板没有受移动磁块的挤压时,在弹性膜自身的弹力下,流体无法迫使弹性膜膨胀凸出滑板下方,当移动磁块被钢碗吸附使得移动磁块向上挤压滑板移动靠近钢碗,这时流体被挤压迫使弹性膜膨胀向滑板下方凸出,移动磁块挤压滑板向上移动接触滑筒的上底壁时滑板停止移动,当传输带途径爬坡段时,向滑板下方凸出的弹性膜能起到对移动磁块的阻挡作用以防止移动磁块向传输带下方滑动,进而使得钢碗在移动磁块的磁吸下也不会向下滑动。
11、进一步,所述流体为非牛顿流体。
12、进一步,所述模块本体、所述非磁模块和所述覆盖件均由peek(聚醚醚酮)塑料制成。经冲压后的钢碗钢碗温度可达60度,peek塑料强度高且耐高温性能较好,冲压后的钢碗不易使传输带融化或软化。
13、进一步,所述传动杆与所述第二铰接块一体成型。
14、进一步,所述平直部与所述第一铰接块一体成型。
15、进一步,所述转轴的两端设置堵头,所述堵头与最外侧的所述第一铰接块或所述第二铰接块上的轴孔过盈配合。
16、与现有技术相比,本方案至少具有以下有益效果:
17、1、通过设置分散分布的磁性件使得钢碗从钢带落下后保证钢碗呈平放状态被磁吸于传输带上,避免在钢碗被传输到爬坡段时滚动或者翻转造成划伤或碰伤。
18、2、设置可滑动的移动磁块,在冲压不同规格的钢碗时,移动磁块可以滑动更加靠近钢碗以对钢碗产生最大磁吸力,保证钢碗被有效吸附而相对于传输带静止不发生移动。
19、3、盖体上设置的防滑机构能有效防止移动磁块在对钢碗进行有效磁吸后移动磁块发生移动,在途径爬坡段时能有效防止钢碗在传输带上产生向下滑动的现象。
- 还没有人留言评论。精彩留言会获得点赞!