一种基于分布式轨道的纺丝自动络筒及传输仓储系统的制作方法
本技术涉及纺织设备领域,尤其是涉及一种基于分布式轨道的纺丝自动络筒及传输仓储系统。
背景技术:
1、前纺指使毛条重复并合、牵伸,将较粗毛条逐渐引伸至较细粗纱,再行精纺,以成细纱。络筒是将纺好的细纱在络筒机上加工成符合一定要求的筒纱,络筒作为纺纱的最后一道工序和织造的首道工序。
2、当前一般通过自动绕卷络筒机完成络筒,并在络筒机出料口放置托盘或者推车,络筒作业完成后,筒纱的纱尾朝向络筒机的外侧,工作人员先将筒纱取下,而后将筒纱的纱尾朝下码垛在托盘或者推车上,纱尾朝下是为了方便后续放置筒纱时直接使纱尾朝下,而后通过叉车将托盘运输至仓库进行储存,或者工作人员将推车推送至仓库。
3、在实现本技术过程中,发明人发现该技术中至少存在如下问题:一般厂房内的络筒机数量可达几十台,若通过人工进行筒纱的码垛作业,不仅需要的人工数量较多,且工作人员工作时需要来回走动并搬运码放,体力消耗大,工作效率低。
技术实现思路
1、为了方便络筒后筒纱的传输及仓储,并提升工厂的生产效率,本技术提供一种基于分布式轨道的纺丝自动络筒及传输仓储系统。
2、本技术提供的一种基于分布式轨道的纺丝自动络筒及传输仓储系统采用如下的技术方案:
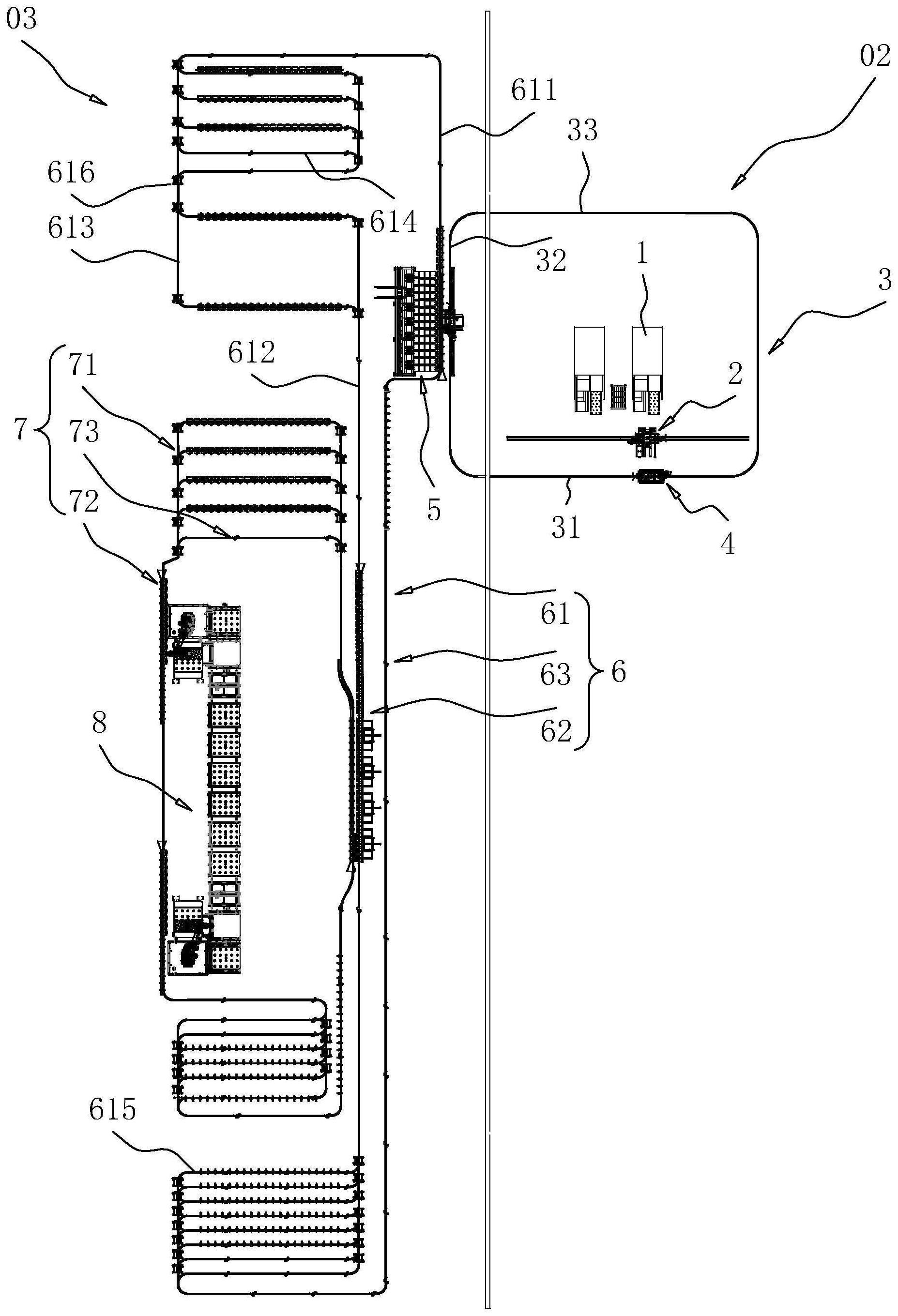
3、一种基于分布式轨道的纺丝自动络筒及传输仓储系统,包括络筒机,出料装置和转运码垛装置,在厂房内设置有生产区,所述生产区的一侧设置有转运区,所述络筒机在生产区内部沿水平方向设置有若干组;
4、所述出料装置包括滑动设置在每组络筒机一侧的接料小车、设置在每组络筒机上方的出料循环轨道、设置在出料循环轨道上的中转小车和设置在出料循环轨道一侧的出料储存站,所述接料小车沿络筒机分布方向滑动,所述接料小车用于将筒纱转运至中转小车,所述中转小车用于将筒纱送至出料储存站,所述出料储存站位于转运区内部,所述出料储存站用于暂存筒纱;
5、所述转运码垛装置设置在转运区内部,所述转运码垛装置包括中间转运机构、设置在中间转运机构远离生产区一侧的倒运机构和设置在倒运机构下方的码垛工作站,所述中间转运机构用于将出料储存站的筒纱转运至倒运机构,所述倒运机构用于将筒纱调换方向后输送至码垛工作站,所述码垛工作站用于对筒纱进行码垛。
6、通过采用上述技术方案,通过络筒机进行络筒制成筒纱,而后筒纱被放置在接料小车上,单台接料小车负责一组络筒的筒纱承接,接料小车再将筒纱推送中转小车上,而后中转小车将筒纱运出生产区,并放置在出料储存站进行暂存,中转小车卸料后重返生产区继续接纱。
7、出料储存站将暂存的筒纱推送至中间转运机构,通过中间转运机构将筒纱转运至倒运机构,在筒纱从中间转运机构过渡至倒运机构的过程中完成筒纱的换向,使筒纱的尾丝朝下,当筒纱被输送至码垛工作站之后,通过码垛工作站将筒纱尾丝朝下进行码垛,而后运入库中进行存储。整个作业过程大大减少了人工参与,方便了络筒后筒纱的传输及仓储,提升工厂的生产效率。
8、可选的,所述出料循环轨道包括设置在络筒机一侧的第一接料段、设置在出料储存站一侧的第一下料段以及连接第一接料段和第一下料段的第一连接段;所述第一下料段靠近络筒机的一侧平行设置有上接料轨道,所述接料小车包括悬吊在上接料轨道上的第一ems小车、转动连接在第一ems小车底部的落丝架、滑动设置在落丝架上的承接座和水平设置在承接座上的若干接纱杆,所述承接座沿竖直方向滑动,所述接纱杆用于承接来自络筒机的筒纱,所述接纱杆端部滑动设置有推纱环,所述推纱环用于将筒纱推出接纱杆。
9、通过采用上述技术方案,接料小车运行至出料的络筒机时,筒纱套设在接纱杆上,而后落丝架转动180°使接纱杆朝向中转小车,当接纱杆与中转小车相对应时,通过推杆环将接纱杆上的筒纱推至中转小车上。
10、可选的,所述中转小车包括悬吊在出料循环轨道底部的第二ems小车和转动设置在第二ems小车底部的中转架,所述中转架上水平设置有中转杆,所述中转杆用于套设筒纱,所述中转小车上料时,所述中转杆与接纱杆同轴。
11、通过采用上述技术方案,当接料小车接满筒纱后,中转小车运行至中转杆与接纱杆同轴,而后中转杆接收来自中转小车的筒纱,接好纱的中转小车运行至出料储存站一侧,并向出料储存站供纱,完成供纱后返回接纱位置,如此循环作业,将筒纱运出生产区。
12、可选的,所述出料储存站包括底座、设置在底座朝向生产区一侧的若干暂存架、滑动设置在暂存架上的存料座、设置在底座上的第一推料组件以及设置在底座靠近生产区一侧的第二推料组件,所述存料座沿竖直方向滑动,所述存料座上水平设置有若干存料杆,所述第一推料组件高于第二推料组件设置,所述第一推料组件用于将中转小车上的筒纱推至存料杆上,所述第二推料组件用于将存料杆上的筒纱推出。
13、通过采用上述技术方案,中转小车到达出料储存站靠近生产区一侧的时,存料座滑动至存料杆与中转杆同轴,再利用第一推料组件用于将中转小车上的筒纱推至存料杆上,从而完成筒纱的暂存,而后存料座滑动至与第二推料组件同一高度,并通过第二推料组件将存料杆上的筒纱推出。
14、此外,由于底座上设置若干暂存架,且存料座在暂存架上沿竖直方向滑动,可使存料座上的存料杆进行升降,从而可以布置更多可以对接中转小车的存料杆,使暂存架上可以暂存一定量的筒纱,从而满足持续对转运码垛装置进行供纱,还会留有一定的空位置,用于持续接收运来的筒纱,最终减小络筒机生产速度对后续码垛作业效率的影响。
15、可选的,所述中间转运机构包括转运轨道、悬吊在转运轨道下方的若干转运小车和驱动转运小车运动的转运驱动组件,所述转运轨道包括设置在出料储存站和出料循环轨道之间的第二上料段、设置在第二上料段远离出料循环轨道一侧的第二下料段以及连接第二上料段和第二下料段的中间段,所述转运小车上料时位于出料储存站的一侧,所述转运驱动组件在转运轨道上分布有若干个。
16、通过采用上述技术方案,转运小车悬吊在转运轨道下方,并通过转运驱动组件驱动其行走,转运小车上料时运行至出料储存站靠近生产区的一侧,此时存料座会带动装有筒纱的存料杆升降至转运小车的高度,而后通过第一推料组件将存料杆上的筒纱推出至转运小车,而后转运小车携带筒纱运动至倒运机构。
17、可选的,所述转运轨道还包括设置在第二上料段出料端和第二下料段之间的若干满丝储存段以及设置在第二上料段进料端和第二下料段之间的若干空丝储存段,所述满丝储存段和空丝储存段的两端设置有分道岔组件,所述分道岔组件用于调整转运小车的行走路线。
18、通过采用上述技术方案,利用满丝储存段对挂纱后的转运小车进行暂存,从而保证可持续对倒运机构进行供纱,利用空丝储存段对卸纱后的转运小车进行暂存,从而保证空的转运小车可持续运行至出料储存站进行接纱,在转运小车运行的过程中,通过分道岔组件调整对应转运小车的行走路线。
19、可选的,所述转运小车包括若干转动连接的驱动梁、连接在驱动梁下方的纱架和设置在纱架上的放纱杆,相邻两个所述驱动梁之间设置有滑轮组,所述滑轮组滑动连接在转运轨道内部,所述放纱杆靠近纱架的一端低于另一端,所述放纱杆用于放置来自出料储存站的筒纱;
20、所述转运驱动组件包括设置在转运轨道上的驱动板、转动设置在驱动板底部的两个摩擦轮和设置在驱动板上的驱动电机,两个所述摩擦轮的轴线竖直设置,两个摩擦轮之间留有供驱动梁通过的间隙,所述驱动电机用于驱动其中一个摩擦轮转动。
21、通过采用上述技术方案,将若干驱动梁转动连接,从而使相邻两个驱动梁可相对转动,使转运小车方便通过转运轨道的弧形位置,利用纺纱杆放置筒纱。转运驱动组件工作时通过电机带动摩擦轮转动,从而使摩擦轮和驱动梁之间产生一定的摩擦力,实现驱动梁的行走,最终通过若干转运驱动组件完成对转运小车的驱动。
22、可选的,所述倒运机构包括倒运轨道、悬吊在倒运轨道下方的倒运小车、驱动倒运小车运动的倒运驱动组件以及推纱组件,所述倒运轨道位于转运轨道远离生产区的一侧,所述倒运轨道与转运轨道结构一致,所述推纱组件用于将转运小车上的筒纱推送至倒运小车上。
23、通过采用上述技术方案,筒纱生产后筒纱的轴线水平设置,且尾纱是朝向络筒机的外部,而被推至接料小车上之后,尾纱朝向接料小车内部,此时抓取的是筒纱远离尾纱一端,接下来在接料小车向中转小车供纱时,筒纱实现第一次换向,在中转小车向出料储存站供纱时,筒纱实现第二次换向,而后出料储存站向转运小车供纱时,筒纱实现第三次换向,此时,转运小车上筒纱的尾纱朝外,此时抓取的是筒纱靠近尾纱一端,而码垛使需尾纱朝下,因此需要对筒纱进行换向。
24、转运小车运行至第二下料段下方后,此时通过推纱组件将转运小车上的筒纱推送至倒运小车上,从而实现筒纱的换向,使尾纱位于靠近倒运小车的一端,而后通过倒运小车将筒纱运送至码垛工作站进行码垛,码垛时抓取筒纱远离尾纱的一端即可。
25、可选的,所述推纱组件包括设置在第二下料段远离倒运轨道一侧的推纱底架、滑动设置在推纱底架上的推纱梁、设置在推纱梁上的若干推纱头和驱动推纱梁滑动的驱动件,所述推纱梁沿水平方向上垂直于第二下料段的方向滑动。
26、通过采用上述技术方案,当转运小车运行至第二下料段后,倒运小车位于转运小车的一侧,此时通过驱动件带动推纱梁滑动,从而使推纱头将转运小车上的筒纱推至倒运小车上,从而实现筒纱的换向。
27、可选的,所述码垛工作站包括设置在倒运轨道下方的若干托盘运输机、滑动设置在托盘运输机一侧的托盘运输车和设置在托盘运输机一侧的若干码垛机器人,所述托盘运输机用于将托盘输送至托盘运输车,所述托盘运输车携带托盘往复于托盘运输机和码垛机器人之间,所述码垛机器人用于将倒运小车上的筒纱码垛在托盘上。
28、通过采用上述技术方案,在若干托盘运输机上均放置托盘,托盘运输车达到托盘运输机一侧时,托盘被输送至托盘运输车上,通过托盘运输车将空托盘运输至码垛机器人一侧,通过码垛机器人在托盘上码垛,而后托盘运输车将放满筒纱的托盘输送至原位置,等待叉车叉走,并携带下一个空托盘等待码垛位置。
29、综上所述,本技术包括以下至少一种有益技术效果:
30、1.通过络筒机进行络筒制成筒纱,而后筒纱被放置在接料小车上,单台接料小车负责一组络筒的筒纱承接,接料小车再将筒纱推送中转小车上,而后中转小车将筒纱运出生产区,并放置在出料储存站进行暂存,并放置后重返生产区继续接纱。出料储存站将暂存的筒纱推送至中间转运机构,通过中间转运机构将筒纱转运至倒运机构,在筒纱从中间转运机构过渡至倒运机构的过程中完成筒纱的换向,使筒纱的尾丝朝下,当筒纱被输送至码垛工作站之后,通过码垛工作站将筒纱尾丝朝下进行码垛,而后运入库中进行存储。整个作业过程大大减少了人工参与,方便了络筒后筒纱的传输及仓储,提升工厂的生产效率。
31、2.中转小车到达出料储存站靠近生产区一侧的时,存料座滑动至存料杆与中转杆同轴,再利用第二推料组件用于将中转小车上的筒纱推至存料杆上,从而完成筒纱的暂存,而后存料座滑动至与第一推料组件同一高度,并通过第一推料组件将存料杆上的筒纱推出。此外,底座上设置若干暂存架,且存料座在暂存架上沿竖直方向滑动,可使存料座上的存料杆进行升降,从而可以布置更多可以对接中转小车的存料杆,使暂存架上可以暂存一定量的筒纱,从而满足持续对转运码垛装置进行供纱,还会留有一定的空位置,用于持续接收运来的筒纱,最终减小络筒机生产速度对后续码垛作业效率的影响
32、3.转运小车运行至第二下料段下方后,此时通过推纱组件将转运小车上的筒纱推送至倒运小车上,从而实现筒纱的换向,使尾纱位于靠近倒运小车的一端,而后通过倒运小车将筒纱运送至码垛工作站进行码垛,码垛时抓取筒纱远离尾纱的一端即可。
- 还没有人留言评论。精彩留言会获得点赞!