用于控制卷绕张力的方法与流程
本发明涉及一种用于控制卷绕张力的方法。特别地,本发明涉及一种用于控制高生产率的卷绕机中的卷绕张力的方法。
背景技术:
1、如已知的,工业型卷绕机包括多个卷绕单元,其中,将卷绕在线轴中的纱线退绕,经受质量控制,并且随后重新卷绕在管上以形成线轴。通常,纱线通过导线筒收集,该导线筒通过摩擦拖动旋转线轴并且控制线的沉积,以便优化随后在编织步骤期间的解开。
2、显然,高收集速度对应于线轴的高解开速度,并且因此对应于纱线中的高张力值。实际上,根据自由区段距拾取点的长度,在脉动高度处从线轴退绕的纱线形成所谓的气圈(balloon)。由于随着解开过程进行的离心效应,气圈直径的增加致使纱线的张力逐渐增加。
3、另外,一旦超过某一解开速度,气圈崩溃并且抵靠线轴管滑动,由此失去其特征形状:这致使张力进一步增加,这能够导致纱线的劣化和断裂。
4、通常,卷绕单元包括以下组成元件:
5、-张力传感器,负责实时监测纱线的张力;
6、-线张紧器(盘或梳),配置成增大或减小运行纱线的张力,以便保持运行纱线恒定;以及
7、-气圈消除器,成形为平衡纱线的退绕张力。
8、在不存在任何张力控制的情况下,以标称收集速度vn拉伸纱线,并且在标称压力pn下保持线张紧器的操作位置恒定,最初存在张力t由于气圈消除器而下降低于线轴的平均高度,而在最后区段中,观察到由于解开过程而导致张力的不期望的增加。
9、为了使张力均匀化,并且由此致动第一形式的控制,按惯例一方面通过在最大压力下(并且不在标称压力pn下)致动线张紧器来补偿由于气圈消除器而产生的初始欠张并且然后随着线轴转动逐渐减小压力而实现,另一方面,当线张紧器现在达到最小设定的压力并且不再能够吸收进一步的张力峰值时,通过减小最后区段中的卷绕速度而实现。
10、在不存在用于控制解开张力的有效装置的情况下,速度的下降代表关于卷绕单元的生产率以及由此整个机器的生产率的极度限制性的技术约束。此外,这种速度的强制减小是特别不利的,因为它能够达到线轴的以平方英尺(square footage)为单位的面积的大约50%。
11、这些过程限制与目前市场对这些机器需要的使得它们在经济上越来越有吸引力且性能越来越好的生产能力的增加结合较差。
12、众所周知,采用诸如欧洲专利申请ep3950551a1中所示的装置和工艺旨在减小线轴的开始与结束之间的张力差。特别地,讨论的装置包括方形截面的静态气圈消除器,该静态气圈消除器覆盖在一对容纳部件上,该容纳部件能够相对于线轴在径向方向上打开和关闭,其中,这些元件配置成分别在初始解开步骤和最终解开步骤中降低纱线的张力。然而,该文件没有提出使用该装置以便实现机器生产率增加的任何方法。
技术实现思路
1、因此,需要解决参考现有技术提到的缺点和限制。
2、因此,需要提供一种控制纱线的卷绕张力的方法,该方法在生产时间方面是有利的,并且由此在经济方面是特别有利的。
3、此外,需要一种通过卷绕机的可编程控制单元的适当编程能够易于在现有机器中实施的方法。
4、这些要求通过一种用于控制卷绕单元中的纱线的卷绕张力的方法来满足,其中所述卷绕单元包括:张力传感器、线张紧器和解开张力控制装置,所述解开张力控制装置包括:第一容纳元件,能根据命令操作;以及第二容纳元件,固定且沿着所述纱线的卷绕方向布置在所述第一容纳元件的下游;
5、所述方法包括以下步骤:
6、步骤(a)以等于最大卷绕速度的卷绕速度开始卷绕步骤;
7、步骤(b)在由所述张力传感器测量的张力值达到一预定张力值时,使所述卷绕速度为所述最大卷绕速度的一预定百分比;
8、步骤(c)在达到所述最大卷绕速度的预定百分比时,从此时起,解开张力由所述线张紧器控制;以及
9、步骤(d)在达到卷绕的预定操作参数时,操作所述解开张力控制装置的所述第一容纳元件。
技术特征:
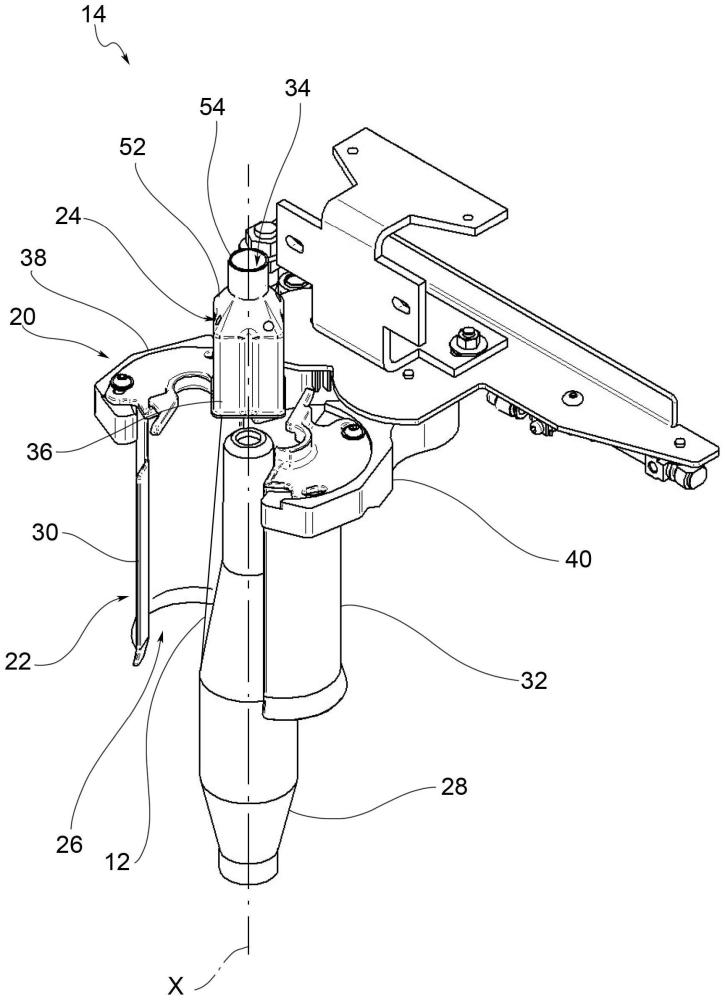
1.一种用于控制卷绕单元(14)中的纱线(12)的卷绕张力的方法,所述卷绕单元包括:张力传感器(16)、线张紧器(18)和解开张力控制装置(20),所述解开张力控制装置包括:第一容纳元件(22),能根据命令操作;以及第二容纳元件(24),固定且沿着所述纱线(12)的卷绕方向布置在所述第一容纳元件(22)的下游;
2.根据前一权利要求所述的用于控制卷绕单元(14)中的纱线(12)的卷绕张力的方法,其特征在于,在所述步骤(a)中,由所述线张紧器(18)施加的压力介于最小压力与最大压力之间。
3.根据前述权利要求中任一项所述的用于控制卷绕单元(14)中的纱线(12)的卷绕张力的方法,其特征在于,在所述步骤(b)中,在由所述张力传感器(16)测量的张力值达到所述预定张力值时,使所述卷绕速度为所述最大卷绕速度的90%与99%之间的百分比。
4.根据前述权利要求中任一项所述的用于控制卷绕单元(14)中的纱线(12)的卷绕张力的方法,其特征在于,在所述步骤(b)中,在由所述张力传感器(16)测量的张力值达到所述预定张力值时,使所述卷绕速度为所述最大卷绕速度的大约95%的百分比。
5.根据前述权利要求中任一项所述的用于控制卷绕单元(14)中的纱线(12)的卷绕张力的方法,其特征在于,在所述步骤(c)中,在所述张力大于一预定值并且所述压力等于最小压力的情况下,进一步降低所述卷绕速度。
6.根据前述权利要求中任一项所述的用于控制卷绕单元(14)中的纱线(12)的卷绕张力的方法,其特征在于,卷绕的操作所述第一容纳元件(22)的所述预定操作参数是线轴的一预定面积。
7.根据前述权利要求中任一项所述的用于控制卷绕单元(14)中的纱线(12)的卷绕张力的方法,其特征在于,所述解开张力控制装置(20)的所述第一容纳元件(22)的操作发生在所述线轴(28)的面积在40%与60%之间、优选大约为50%的情况下。
8.根据权利要求1至6中任一项所述的用于控制卷绕单元(14)中的纱线(12)的卷绕张力的方法,其特征在于,卷绕的操作所述第一容纳元件(22)的所述预定操作参数是预定卷绕时间。
9.根据前述权利要求中任一项所述的用于控制卷绕单元(14)中的纱线(12)的卷绕张力的方法,其特征在于,所述第一容纳元件(22)是基本上管状的,所述第一容纳元件具有纵向轴线(x)和第一贯通开口(26),所述第一贯通开口适于使从线轴(28)离开的纱线(12)通过;所述第一容纳元件(22)包括第一容纳部件(30)和第二容纳部件(32);其中,这些容纳部件(30,32)能在第一位置与第二位置之间移动,在所述第一位置中,这些容纳部件(30,32)彼此间隔开,在所述第二位置中,这些容纳部件(30,32)相对于所述第一位置彼此接近。
10.根据前述权利要求中任一项所述的用于控制卷绕单元(14)中的纱线(12)的卷绕张力的方法,其特征在于,所述第二静态容纳元件(24)相对于所述第一容纳元件(22)布置在下游,所述第二容纳元件(24)布置成具有第二贯通开口(34),所述第二贯通开口包括在使用中面向所述第一容纳元件(22)的基部部分(36),所述基部部分相对于所述纵向轴线(x)具有基本上矩形的横截面。
技术总结
一种用于控制卷绕单元中的纱线的卷绕张力的方法,该卷绕单元包括张力传感器、线张紧器和解开张力控制装置。解开张力控制装置包括:第一容纳元件,可根据命令操作;以及第二容纳元件,固定且沿着纱线的卷绕方向布置在第一容纳元件的下游。该方法包括以下步骤:步骤(a)以等于最大卷绕速度的卷绕速度开始卷绕步骤;步骤(b)在由张力传感器测量的张力值达到一预定张力值时,使卷绕速度达到最大卷绕速度的预定百分比;步骤(c)在达到最大卷绕速度的预定百分比时,从此时起,解开张力由线张紧器控制;以及步骤(d)在达到卷绕的预定操作参数时,操作解开张力控制装置的第一容纳元件。
技术研发人员:马西莫·韦卢多,毛罗·戈巴托,曼普雷特·辛格
受保护的技术使用者:塞维欧纺织机械股份公司
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!